Настоящее изобретение относится к способу улучшения деформируемости высокопрочных сталей (HSS).
Высокопрочные стали имеют предельную прочность на растяжение выше 500 МПа и содержат, по меньшей мере, 5% мартенсита, остальное - комбинация других фаз, таких как феррит, бейнит или остаточный аустенит. Поскольку высокопрочные стали создают возможность повышения эффективности использования топлива и стойкости к ударным нагрузкам транспортных средств, их использование в автомобильной промышленности, помимо прочего, неизменно увеличивается.
Высокопрочные стали приобретают форму деталей посредством формования стальной заготовки, например, с помощью штамповки или гибки или вальцевания указанной стальной заготовки. По причине очень высокого градиента твердости между различными фазами, которые они содержат, высокопрочные стали особенно чувствительны к образованию трещин во время формования. В частности, высокопрочные стали очень чувствительны к образованию трещин, которые возникают на краю заготовки и затем могут распространяться внутри готовой детали, делая деталь непригодной для использования. Фактически, резаный край заготовки комбинирует два критических механических условия, которые делают его особенно восприимчивым к образованию трещин во время деформации. Первым условием является распределение деформаций на резаных краях, которое является распределением плоских деформаций и считается наиболее критичным для формования и, таким образом, наиболее восприимчивым к образованию трещин. Вторым условием является твердение края заготовки, инициируемое процессом резки заготовки перед ее формованием. Например, при использовании механической резки процесс резки, фактически, является комбинацией сдвига и разрыва стального материала, которая создает значительные внутренние напряжения и, следовательно, наклеп материала на крае и периферии заготовки. Таким образом, стальной материал в этой области уже частично теряет пластичность и частично способность воспринимать напряжения, создаваемые на этапе формования, за счет деформации вместо образования трещин. По этим причинам материал на крае и периферии стальной заготовки особенно склонен к образованию трещин во время этапа формования.
Восприимчивость стальной заготовки к образованию трещин на крае во время формования может быть измерена с помощью испытания на раздачу отверстия, которое определяется способом испытания по стандарту ISO 16630:2017. Указанное испытание служит для измерения коэффициента раздачи отверстия, который является соотношением диаметра отверстия, деформируемого посредством пробивки в начале трещины на крае отверстия во время деформации к исходному диаметру указанного отверстия перед деформацией.
Сталкиваясь с проблемами возникновения трещин на крае заготовки, изготовитель деталей может выбрать повышение качества края резаных заготовок, регулирование зазора режущего инструмента, модификацию конструкции детали, модификацию формы заготовки или изменение процесса формования. Однако с точки зрения промышленного производства не всегда существует возможность выполнения этих изменений, и в любом случае после изучения этих вариантов выбора проблема возникновения трещин на крае заготовки может оставаться нерешенной. Таким образом, единственная оставшаяся возможность состоит в механической зачистке боковой стороны заготовки в том месте, где имело место образование трещины. Посредством снятия напряжений на крае и периферии деталей, обусловленных процессом резки заготовок, механическая зачистка, фактически, может решить проблемы образования трещин на крае заготовки. Однако это обусловливает дорогостоящий этап дополнительной обработки после заготовительной операции.
Возможным вариантом является локальная модификация свойств стали в области заготовки, где возникают трещины после формования. Были опубликованы несколько изобретений, предлагающих способы локальной модификации свойств стали, используя источник нагрева. Например, US 2015075678 описывает способ улучшения деформируемости стальных заготовок посредством воздействия на поверхность лазерного луча. Документ JP 0987737 описывает способ локального смягчения заготовок из высокопрочной стали посредством нагрева поверхности стали, используя дугу или лазерный луч.
Однако существуют некоторые ограничения, связанные с термообработкой поверхности стальных заготовок. Прежде всего, процесс имеет низкую производительность, поскольку он может выполняться только на одной заготовке за один раз. Кроме того, при термообработке стальных листов с металлическим покрытием высокая температура, достигаемая на поверхности заготовок, ведет к значительному или полному испарению покрытия. В результате обрабатываемые заготовки не имеют антикоррозионной защиты или не обладают способностью подвергаться окраске, что обеспечивается с помощью покрытия при нормальных условиях.
Для устранения этих проблем первый предмет изобретения раскрыт в п. 1 формулы изобретения. Он предусматривает термообработку заготовки, по меньшей мере, на части ее толщины, используя, по меньшей мере, один источник тепла, воздействующий на толщину заготовки, который нагревает сталь до температуры 400-1500°С без расплавления любого места указанной заготовки.
Нагрев стальной заготовки, по меньшей мере, на части ее толщины создает термообрабатываемую зону, по меньшей мере, в части края и периферии стальной заготовки. Тепловая энергия, воздействующая на термообрабатываемую зону, имеет эффект снятия внутренних напряжений, возникающих в результате процесса резки, и, следовательно, имеет эффект увеличения пластичности стали в термообрабатываемой зоне, тем самым, уменьшая ее чувствительность к образованию трещин. Кроме того, благодаря эффекту тепловой энергии, микроструктура стали в термообрабатываемой зоне также может быть оптимально модифицирована для смягчения стали в термообрабатываемой зоне, тем самым дополнительно способствуя увеличению пластичности стали в термообрабатываемой зоне, дополнительно уменьшая ее восприимчивость к образованию трещин.
В случае стальной заготовки с покрытием благодаря тому, что термообработка выполняется на толщине стальной заготовки, воздействие термообработки на слой покрытия стальной заготовки значительно уменьшено по сравнению с воздействием термообработки, которая воздействовала бы непосредственно на поверхность стальной заготовки. Кроме того, поскольку сталь, в общем, поглощает энергию более эффективным образом, чем металлические покрытия, которые являются очень яркими и, следовательно, отражают большое количество энергии принимаемой энергии, тепловая эффективность термообработки повышается, когда она воздействует на толщину стального листа, которая содержит в основном сталь, а не когда она воздействует на поверхность, которая содержит только металлическое покрытие.
Как видно из примеров, следующих за описанием, настоящее изобретение обеспечивает очень хорошие результаты с точки зрения уменьшения образования трещин на крае заготовки без отрицательного влияния на общую конструктивную функцию детали, без испарения более 30% покрытия в случае заготовок с металлическим покрытием и без воздействия на процессы, выполняемые после формования.
Настоящее изобретение также представляет промышленный интерес с точки зрения производительности, предлагая возможность, например, одновременной термообработки большого количества заготовок, складываемых в пакет. Оно также позволяет использовать различные типы источников тепла и может быть включено в состав различных промышленных установок, делая их универсальными и гибкими согласно конкретным требованиям пользователя.
Способ по изобретению может также содержать характеристики по пп. 2-13 формулы изобретения, используемые по отдельности или в любой возможной технической комбинации.
Другим предметом изобретения является стальная заготовка, которая может быть получена с помощью способа по изобретения, раскрытого в пп. 14-16 формулы изобретения.
Другие характеристики и преимущества изобретения станут понятными из приведенного ниже только в качестве примера подробного описания со ссылкой на чертежи:
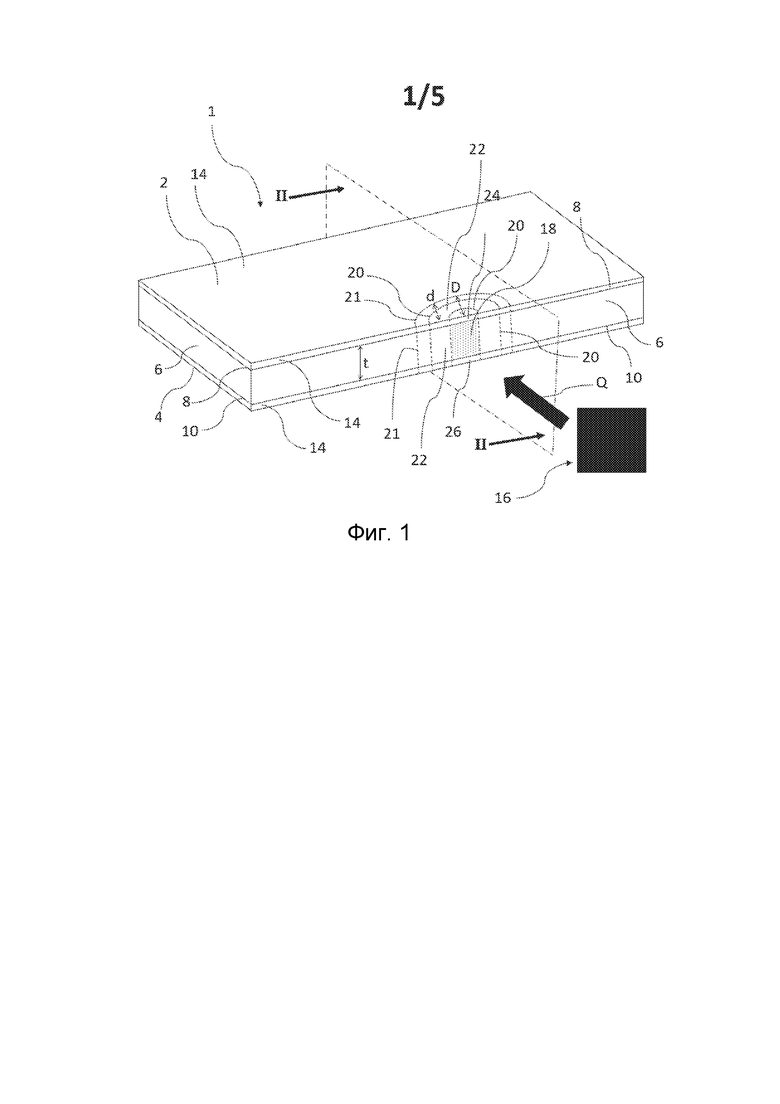
фиг. 1 - перспективный вид одиночной заготовки, для которой применяется способ, использующий одиночный неподвижный источник тепла;
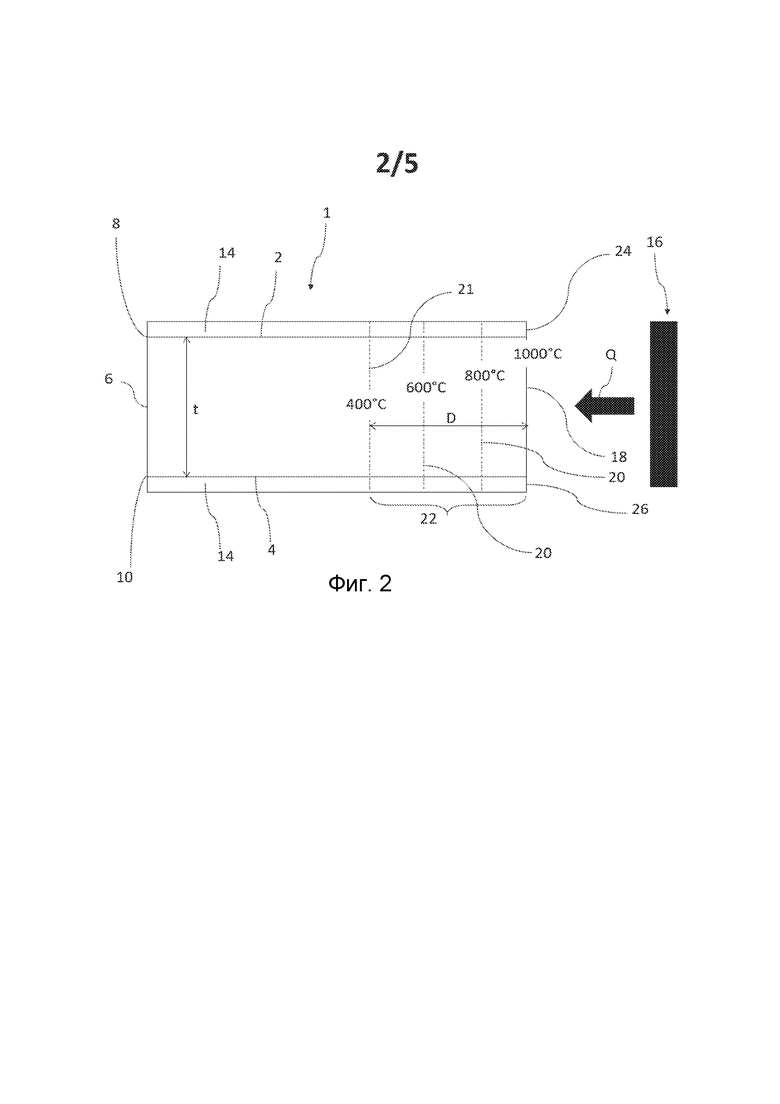
фиг. 2 - вид в разрезе по оси II-II из фиг. 1;
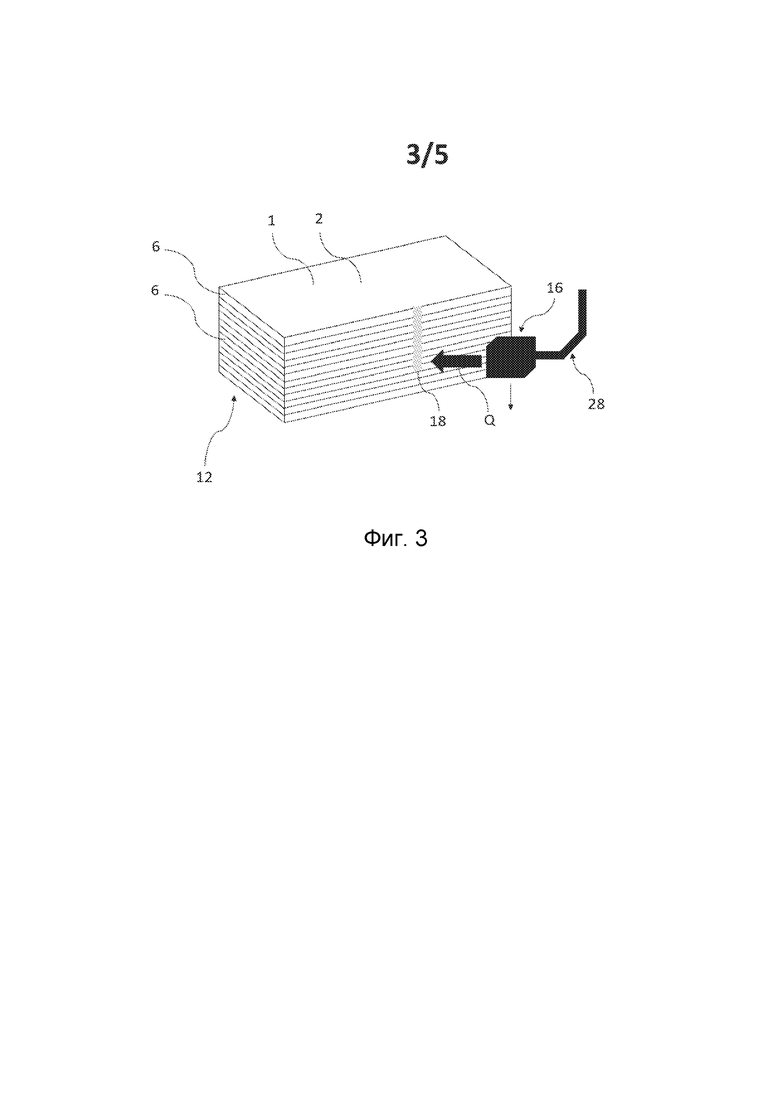
фиг. 3 - перспективный вид пакета заготовок, для которого применяется способ, использующий в качестве источника тепла движущийся расфокусированный лазерный луч, испускаемый лазерной головкой, установленной на промышленном роботе;
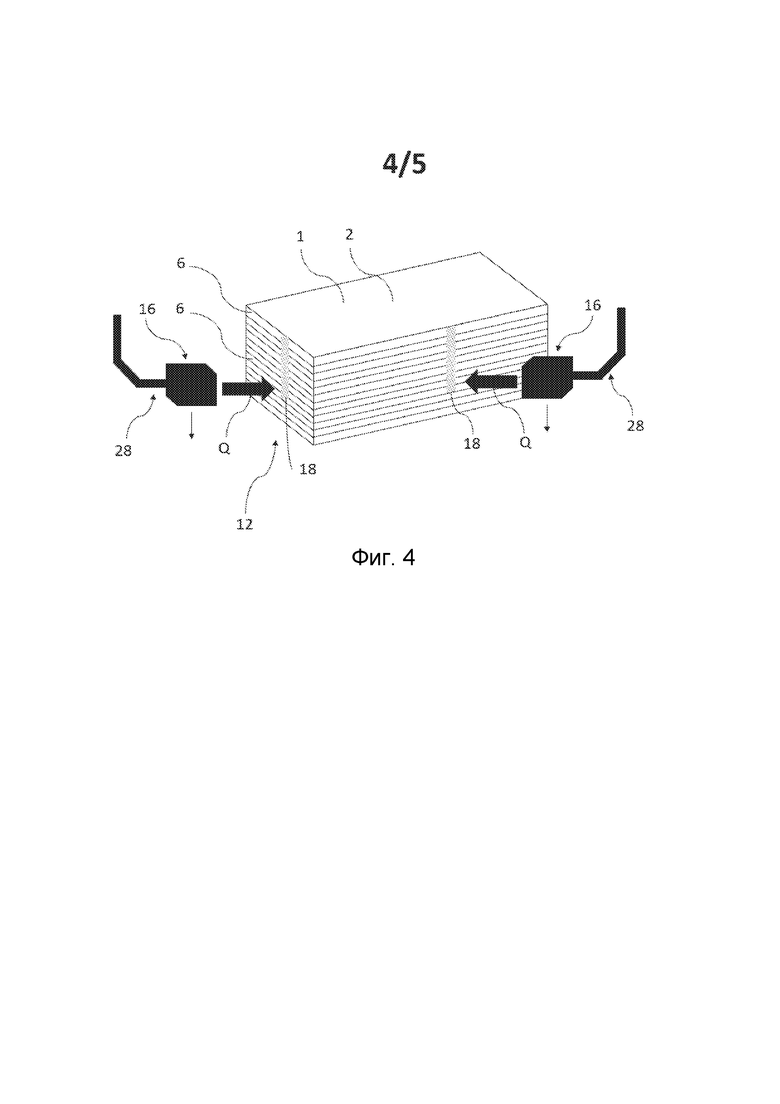
фиг. 4 - перспективный вид пакета заготовок, для которого применяется способ, использующий несколько движущихся источников тепла;
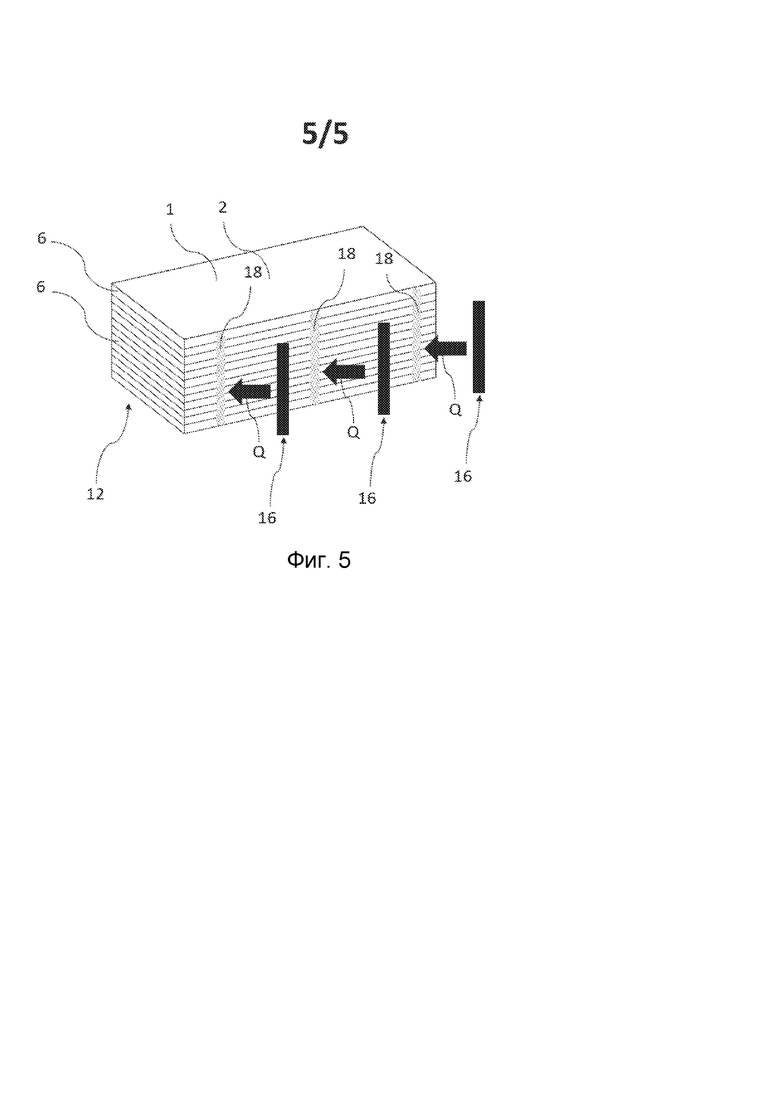
фиг. 5 - перспективный вид пакета заготовок, для которого применяется способ, использующий множество инфракрасных трубок, воздействующих на статический пакет заготовок.
На первом этапе способа обеспечивается наличие стальной заготовки 1.
Стальную заготовку 1 получают на этапе получения заготовки, который выполняется перед осуществлением способа настоящего изобретения и, таким образом, не включен в настоящее изобретение. Во время получения заготовки стальной материал, например, представленный в виде рулонной стали, режется на стальные заготовки 1 на линии раскроя рулонного материала. Наиболее распространенной и экономичной технологией, используемой в настоящее время в промышленности, является механическая резка. Другие технологии включают в себя лазерную резку или резку высоконапорной струей воды.
Со ссылкой на фиг. 1 объем стальной заготовки 1 содержится между двумя основными поверхностями, верхней поверхностью 2 и нижней поверхностью 4, расположенной с противоположной стороны по отношению к указанной верхней поверхности 2. В нижеприведенном описании толщина 6 по периферии стальной заготовки относится к поверхности, которая продолжается по контуру стальной заготовки 1 и соединяет линии, образованные верхним наружным краем 8 указанной верхней поверхности 2, и нижним наружным краем 10 указанной нижней поверхности 4. Толщина t стальной заготовки 1 относится к расстоянию, разделяющему верхнюю поверхность 2 и нижнюю поверхность 4.
Толщина t заготовки может быть постоянной на всем протяжении стальной заготовки 1 или может варьироваться, например, в случае специально изготавливаемой сварной заготовки, которая содержит, например, несколько стальных заготовок 1 с различными толщинами t заготовок, сваренных друг с другом на участке их соответствующих толщин 6 по периферии, или, например, в случае специально изготавливаемой катаной заготовки, которая содержит в одной и той же стальной заготовке 1 несколько участков, каждый из которых имеет отличающуюся толщину t заготовки.
В частном варианте выполнения стальная заготовка 1 имеет, например, параллелепипедную форму и постоянную толщину t стальной заготовки, как показано на фиг.1. В этом случае верхний и нижний наружные края 8 и 10 образуют прямоугольники. Толщина 6 по периферии указанной стальной заготовки 1 состоит из четырех прямоугольников, каждый из которых примыкает к следующему прямоугольнику вдоль его короткой стороны, которая имеет длину, равную толщине t заготовки, и каждый из которых имеет одну длинную сторону, образованную одной из сторон верхнего наружного края 8, и другую длинную сторону, образованную одной из сторон нижнего наружного края 10.
В другом варианте выполнения стальная заготовка 1 имеет верхнюю и нижнюю поверхности 2 и 4, имеющие верхний и нижний наружные края 8 и 10, которые соответствуют контуру, сходному с контуром готовой детали, полученной после деформирования стальной заготовки 1. Такая стальная заготовка 1 известна как фасонная заготовка. Использование фасонной заготовки позволяет изготовителю деталей уменьшать величину обрезки боковых кромок или исключать указанную операцию, которая должна выполняться на готовой детали. Когда стальная заготовка 1 является фасонной заготовкой, верхняя и нижняя поверхности 2 и 4 имеют верхний и нижний наружные края 8 и 10, которые могут содержать прямые и/или криволинейные линии. В этом случае толщина 6 по периферии содержит группу профилей, которые являются плоскими прямоугольниками, когда соответствующий участок верхнего и нижнего наружных краев 8 и 10 представляет собой прямые линии, и которые являются прямоугольниками, имеющими две криволинейные длинные стороны, когда соответствующий участок верхнего и нижнего наружных краев 8 и 10 представляет собой криволинейные линии, причем каждый из профилей, имеющий толщину 6 по периферии, примыкает к следующему профилю вдоль его короткой стороны, и каждый прямоугольник имеет короткую сторону такой же длины, как толщина t заготовки.
По меньшей мере, часть стальной заготовки выполнена из высокопрочной стали (HSS). HSS означает сталь, имеющую предел прочности на растяжение выше 500 МПа. Для того чтобы достичь такого уровня механических свойств, стали HSS имеют микроструктуру, которая содержит, по меньшей мере, 5% мартенсита от процентной площади. Стали HSS, к примеру, являются двухфазными сталями, содержащими мартенсит и феррит, или комплексно-фазными сталями, содержащими феррит, мартенсит, бейнит и, возможно, некоторое количество остаточного аустенита, или сталями с пластичностью, наведенной превращением (TRIP-сталями), содержащими феррит, мартенсит, остаточный аустенит и, возможно, некоторое количество бейнита.
Стальная заготовка 1 имеет, к примеру, толщину t, составляющую 0,2-10,0 мм.
В частном варианте выполнения, как показано на фиг.1, стальная заготовка 1 покрыта металлическим покрытием 14, по меньшей мере, на части ее верхней поверхности 2 или части ее нижней поверхности 4. На фиг.1 показана стальная заготовка, покрытая металлическим покрытием 14 с обеих сторон, верхней 2 и нижней 4. Металлическое покрытие 14, к примеру, наносится для обеспечения противокоррозионной защиты готовой детали. Металлическое покрытие 14, к примеру, является покрытием на основе цинка, например, чистым цинком или сплавом, содержащим цинк и железо, или сплавом, содержащим цинк, алюминий и магний. В другом примере металлическое покрытие 14 является покрытием на основе алюминия, например, чистым алюминием или сплавом алюминия с кремнием или сплавом алюминия с цинком. Металлическое покрытие наносится, к примеру, с помощью горячего покрытия погружением или электролитического осаждения или струйного нанесения покрытия осаждением паров.
Способ также содержит этап выполнения операции термообработки, по меньшей мере, на части толщины 6 по периферии стальной заготовки 1.
Операция термообработки выполняется посредством направления тепловой энергии Q, по меньшей мере, одного источника 16 тепла, по меньшей мере, к части толщины 6 по периферии стальной заготовки 1, как показано на фиг. 1-5. Тепловая энергия Q от источника 16 тепла имеет эффект повышения температуры толщины 6 по периферии на периферийном нагреваемом участке 18, который является областью указанной толщины 6 по периферии, на которую направлен указанный источник 16 тепла. Под температурой в заданной точке стальной заготовки 1 подразумевается максимальная температура, достигаемая в указанной заданной точке стальной заготовки 1 во время операции термообработки. Благодаря тепловой диффузии, повышение температуры периферийного нагреваемого участка 18 также обусловливает повышение температуры окружающего объема стальной заготовки 1. Во время операции термообработки максимальная температура стальной заготовки 1 достигается на периферийном нагреваемом участке 18, поскольку он является местом, где тепловая энергия Q от источника 16 тепла раньше всего передается стальной заготовке 1. При измерении температуры стальной заготовки 1 вдоль линии, продолжающейся от периферийного нагреваемого участка 18, в перпендикулярном направлении, ориентированном внутрь стальной заготовки 1, указанная температура уменьшается, когда расстояние вдоль указанной линии к периферийному нагреваемому участку 18 увеличивается. Другими словами, температура стальной заготовки 1 уменьшается во внутреннем направлении от периферийного нагреваемого участка 18. Следовательно, операция термообработки оказывает эффект создания температурного поля внутри стальной заготовки 1, которое имеет максимальные значения температур на периферийном нагреваемом участке 18 и имеет уменьшающиеся значения во внутреннем направлении от указанного периферийного нагреваемого участка 18. Указанное температурное поле содержит изотермические плоскости 20, которые являются плоскостями, продолжающимися внутри стальной заготовки 1, и вдоль которых температура постоянная, как показано на фиг. 1 и 2. Термообрабатываемый объем 22 является объемом, который содержится внутри стальной заготовки 1 и включает в себя все изотермические плоскости 20, имеющие температуру выше 400°С. Другими словами, температура всех точек содержащихся внутри термообрабатываемого объема 22, выше 400°С, в то время как температура всех точек стальной заготовки 1, находящихся снаружи термообрабатываемого объема 22, ниже 400°С. Расстояние d от изотермической плоскости 21, соответствующей 400°С, до толщины 6 по периферии определяется длиной линии, продолжающейся в перпендикулярном направлении от толщины 6 по периферии до изотермической плоскости 21, соответствующей 400°С, как показано на фиг. 1. Глубина D термообрабатываемого объема 22 определяется максимальным расстоянием d от изотермической плоскости 21, соответствующей 400°С, до толщины 6 по периферии, как показано на фиг. 1 и 2.
В частном варианте выполнения операция термообработки выполняется только на части толщины 6 по периферии, соответствующей известной критической области, которая представляет риск образования трещин во время деформирования стальной заготовки 1. Преимущественно, это имеет эффект улучшения деформируемости указанной стальной заготовки 1 за счет снижения риска образования трещин в указанной критической области, обеспечивая при этом высокую производительность операции термообработки, поскольку она выполняется только в фокусированной области указанной толщины 6 по периферии.
В частном варианте выполнения операция термообработки выполняется на всей поверхности толщины 6 по периферии. Другими словами, площадь поверхности периферийного нагреваемого участка 18 равна площади поверхности толщины 6 по периферии. Это имеет эффект улучшения деформируемости указанной стальной заготовки 1 за счет снижения риска образования трещин по всему краю указанной стальной заготовки 1. Как преимущество, это обеспечивает высокую надежность последующего процесса деформирования в отношении риска образования краевых трещин. Например, снижается риск образования краевых трещин в случае непостоянства параметров штамповки или повреждения формообразующего инструмента.
В варианте выполнения операция термообработки включает в себя две или больше операций термообработки на одном и том же периферийном нагреваемом участке 18. Таким образом, термообрабатываемая зона 22 подвергается воздействию термоцикла, включающего в себя фазу нагрева, фазу охлаждения и одну или несколько фаз повторного нагрева и охлаждения. Такой цикл нагрева, как преимущество, может обусловливать повышенное снятие механических напряжений и увеличенные микроструктурные превращения внутри термообрабатываемой зоны 22, что обусловливает дополнительное улучшение деформируемости стальной заготовки 1 в указанной термообрабатываемой зоне 22.
В частном варианте выполнения операция термообработки обусловливает увеличение, по меньшей мере, на 50% коэффициента раздачи отверстия, измеренного в термообрабатываемой зоне 22, по сравнению с коэффициентом раздачи отверстия, измеренного в стальной заготовке 1 снаружи термообрабатываемой зоны 22. Благодаря снятию остаточных напряжений и возможным микроструктурным превращениям в стали, материал внутри термообрабатываемого объема 22 низкую чувствительность к возникновению трещин на краях, что измеряется с помощью коэффициента раздачи отверстия.
Следует отметить, что термообрабатываемый объем 22 может принимать различные формы согласно используемому типу источника 16 тепла и параметрам процесса термообработки. Например, в случае термообработки, выполняемой отдельным неподвижным источником 16, как показано на фиг. 1, изотермические плоскости 20 пересекают верхнюю и нижнюю поверхности 2 и 4 по линиям, которые, по существу, определяют дуги окружности, вследствие чего наружная поверхность термообрабатываемого объема 22 формируется на одной стороне с помощью поверхности, образованной участком толщины 6 по периферии, на другой стороне с помощью поверхности, образованной участком верхней поверхности 2, состоящим из участка окружности, периметр которого соответствует вышеописанному пересечению изотермической плоскости 21, соответствующей 400°С, с указанной верхней поверхностью 2, на другой стороне с помощью поверхности, образованной участком нижней поверхности 4, состоящим из участка окружности, периметр которого соответствует вышеописанному пересечению изотермической плоскости 21, соответствующей 400°С, с указанной нижней поверхностью 4, и на последней стороне поверхностью, состоящей из указанной изотермической плоскости 21, соответствующей 400°С.
В случае термообработки, выполняемой источником 16 тепла, движущимся с постоянной скоростью вдоль линии, направление которой, по существу, параллельно верхнему и наружному краям 8 и 10 стальной заготовки 1 в области, обращенной к указанному источнику 16 тепла, изотермические плоскости 20 пересекают верхнюю и нижнюю плоскости 2 и 4 по линиям, которые, по существу, определяют дуги овала, имеющего малую ось, продолжающуюся в направлении, перпендикулярном краям 8 и 10 верхней и нижней поверхностей, и большую ось, продолжающуюся в направлении, по существу, параллельном краям 8 и 10 верхней и нижней поверхностей. Соответственно, получаемая в результате форма наружной поверхности термообрабатываемого объема 22 формируется на одной стороне с помощью участка толщины 6 по периферии, на другой стороне с помощью участка верхней поверхности 2, состоящего из участка овала, периметр которого соответствует вышеописанному пересечению изотермической плоскости 21, соответствующей 400°С, с указанной верхней поверхностью 2, на другой стороне с помощью поверхности, образованной участком нижней поверхности 4, состоящим из участка овалов, периметр которого соответствует вышеописанному пересечению изотермической плоскости 21, соответствующей 400°С, с указанной нижней поверхностью 4, и на последней стороне поверхностью, состоящей из указанной изотермической плоскости 21, соответствующей 400°С.
В другом примере, когда операция термообработки выполняется движущимся источником 16 тепла, который перемещается с переменной скоростью вдоль линии направление которой, по существу, параллельно верхнему и наружному краям 8 и 10 стальной заготовки 1 в области, обращенной к указанному источнику 16 тепла, термообрабатываемый объем 22 имеет форму, которая включает в себя выступы внутри стальной заготовки 1 в областях термообрабатываемого объема 22, обращенных к областям периферийного нагреваемого участка 18, где источник 16 тепла имеет низкую скорость. Другими словами, расстояние d от изотермической плоскости, соответствующей 400°С, до толщины 6 по периферии в указанных выступах больше, чем снаружи указанных выступов. В результате этого глубина D термообрабатываемого объема 22 обязательно должна быть одним из расстояний d, измеренным в одном из указанных выступов.
Минимальная температура термообрабатываемого объема 22 задается равной 400°С, поскольку при температуре ниже 400°С механические и металлургические эффекты термообработки не имеют достаточно высокой кинетики для промышленного применения. Другими словами, ниже температуры 400°С время, необходимое для достаточного снятия остаточных напряжений и инициирования возможных микроструктурных превращений внутри стали, достаточно большое, чтобы обеспечить использование в промышленном процессе, который, как предполагается, является производительным и рентабельным.
Первой характеристикой настоящего изобретения является то, что максимальная температура термообрабатываемого объема 22 не превышает 1500°С. Фактически, при температуре выше 1500°С существует риск, что стальная заготовка будет локально расплавляться, что делает ее непригодной для использования.
Другая характеристика настоящего изобретения состоит в том, что весь объем стальной заготовки 1 остается твердым на протяжении всей операции термообработки. Другими словами, во время операции термообработки все точки термообрабатываемого объема 22 имеют температуру ниже температуры плавления указанной стальной заготовки 1. В частности, все точки периферийного нагреваемого участка 18, который является областью термообрабатываемого объема 22, имеющей самую высокую температуру, как указано выше, сохраняют температуру ниже температуры плавления стальной заготовки 1.
В частном варианте выполнения глубина D термообрабатываемого объема 22 составляет 0,5-50,0 мм. Например, когда стальную заготовку 1 получают посредством механической резки, как описано выше, известно, что приблизительная глубина наклепа в стальной заготовке 1, обусловленного механической резкой, составляет приблизительно половину толщины t стальной заготовки 1. Следовательно, глубина D термообрабатываемой зоны 22, равная 0,5 мм, гарантирует, что область, наиболее подверженная эффекту наклепа, включена в термообрабатываемую зону 22. С другой стороны, поскольку задача термообработки состоит в улучшении деформируемости на крае стальной заготовки, а не указанной стальной заготовки 1 в целом, нет необходимости выполнять операцию термообработки, обеспечивающую формирование термообрабатываемого объема 22, имеющего глубину D больше 50,0 мм. Кроме того, ограничение глубины D ограничивает расход энергии источником 16 тепла, что, таким образом, является преимуществом с точки зрения ограничения производственных расходов и повышения производительности для ограничения глубины до 50,0 мм.
В частном варианте выполнения продолжительность термообработки составляет от 1 миллисекунды до 10 минут. Под продолжительностью термообработки в заданной точке периферийного нагреваемого участка 18 следует понимать промежуток времени, в течение которого тепловая энергия Q источника 16 тепла направлена к указанной заданной точке периферийного нагреваемого участка 18. Поскольку механические реакции и металлургические реакции, предусмотренные в отношении улучшения деформируемости с помощью термообработки, не происходят мгновенно, рекомендуется предусмотреть минимальное время, равное 1 миллисекунде, для возникновения кинетики реакций. С другой стороны, для ограничения расхода энергии источником 16 тепла и, таким образом, повышения производительности и ограничения производственных затрат рекомендуется ограничить продолжительность термообработки максимум до 10 минут.
В частном варианте выполнения, когда стальная заготовка 1 имеет металлическое покрытие 14, по меньшей мере, на верхней и/или нижней стороне 2 и 4, тепловая энергия Q источника 16 тепла также неизбежно непосредственно поглощается нагретым верхним участком 24 металлического покрытия 14 на верхней стороне 2, расположенным непосредственно над участком верхнего края 8, содержащимся в периферийном нагреваемом участке 18, и нагретым нижним участком 26 металлического покрытия 14 на нижней стороне 4, расположенным непосредственно под участком нижнего края 10, содержащимся в периферийном нагреваемом участке 18, как показано на фиг. 1 и 2. В предпочтительном варианте выполнения толщина металлического покрытия значительно меньше, например, более чем в 10 раз, чем толщина t стальной заготовки 1 в области периферийного нагреваемого участка 18. Например, толщина покрытия составляет 20 микрон на каждом из нагреваемых участков покрытия, верхнем 24 и нижнем 26, в то время как толщина t стальной заготовки 1 на периферийном нагреваемом участке 18 составляет 1,0 мм, и в этом случае толщина t стальной заготовки 1 в двадцать пять раз больше толщины указанных нагреваемых участков покрытия, верхнего 24 и нижнего 26. Соответственно, площадь поверхности, образованная верхним и нижним участками покрытия 24 и 26, значительно меньше, например, по меньшей мере, в десять раз, чем площадь поверхности, образованная периферийным нагреваемым участком 18. Следовательно, тепловая энергия Q источника 16 тепла главным образом поглощается периферийным нагреваемым участком 18. Это является преимуществом с точки зрения производительности, поскольку периферийный нагреваемый участок 18 выполнен из стали, которая имеет меньшую отражательную способность, чем металлические покрытия, используемые для антикоррозионной защиты. С другой стороны, при использовании способов термообработки, описанных согласно предшествующему уровню техники, где тепловая энергия передается участку стальной заготовки через поверхность, т.е. верхнюю и/или нижнюю поверхности указанной стальной заготовки, все количество тепловой энергии поглощается металлическим покрытием, тем самым обусловливая значительную потерю тепловой эффективности процесса и, следовательно, потерю производительности и увеличение расходов.
Кроме того, при использовании металлического покрытия 14, которое имеет температуру испарения или температуру плавления ниже максимальной температуры, достигаемой внутри термообрабатываемого объема 22, способы термообработки, описанные согласно предшествующему уровню техники и состоящие в направлении тепловой энергии к поверхности стальной заготовки, обусловливают значительное испарение или расплавление металлического покрытия в термообрабатываемой зоне на поверхности стальной заготовки, к которой направляется тепловая энергия, поскольку металлическое покрытие на указанной поверхности обязательно подвергается воздействию наивысших температур термообрабатываемой зоны. С другой стороны, благодаря использованию настоящего изобретения, поскольку тепловая энергия Q направлена, главным образом, на участок поверхности, содержащий сталь, величина тепловой энергии Q, непосредственно поглощаемая металлическим покрытием 14, будет значительно меньшей величиной и, следовательно, площадь поверхности металлического покрытия 14, на которую воздействует температура выше температуры плавления и/или температуры испарения, будет значительно меньше. Следовательно, количество испаряемого и/или расплавляемого металлического покрытия 14 будет намного меньше, что является преимуществом с точки зрения качества и антикоррозионной защиты готовой детали.
В частном варианте выполнения толщина металлического покрытия 14 после термообработки в области, покрывающей термообрабатываемую зону 22, уменьшается меньше, чем на 30%, по сравнению с толщиной металлического покрытия 14 в областях, не покрывающих термообрабатываемую зону 22, как показано в примерах, следующих за описанием способа.
В частном варианте выполнения, как показано на фиг. 3-5, стальные заготовки 1 уложены стопой друг на друга и образуют пакет 12 заготовок перед выполнением операции термообработки. Например, источник 16 тепла движется вдоль линии, перпендикулярной плоскости, определяемой стальными заготовками 1. Другими словами, источник 16 тепла сканирует пакет 12 заготовок сверху вниз или снизу вверх. Следовательно, периферийные нагреваемые участки 18 всех стальных заготовок 1, входящих в состав пакета 12 заготовок, выровнены вдоль линии, сканирующей пакет 12 заготовок сверху вниз и перпендикулярной плоскости стальных заготовок 1. Как преимущество, этот вариант выполнения позволяет обрабатывать несколько стальных заготовок 1 в одной партии без манипулирования отдельными стальными заготовками 1, что обеспечивает значительный выигрыш в производительности и. следовательно, значительное снижение расходов. Следует отметить, что этот вариант выполнения также можно применять, используя несколько источников 16 тепла для одновременной обработки нескольких участков толщины 6 по периферии на одной и той же стальной заготовке 1, при этом каждый источник 16 тепла сканирует пакет 12 заготовок для обработки в одной партии нескольких областей толщины 6 по периферии всех стальных заготовок 1 указанного пакета 12 заготовок. Следует отметить, что при использовании способов термообработки, описанных согласно предшествующему уровню техники, которые заключаются в направлении источника тепла к поверхности стальной заготовки, отсутствует возможность выполнения операции термообработки в одной партии на пакете заготовок без манипулирования отдельными стальными заготовками, поскольку источник тепла должен быть обращен к поверхности стальных заготовок, и указанный источник тепла имеет доступ только к верхней заготовке из пакета заготовок.
Источник 6 тепла, к примеру, является лазером или индуктором или инфракрасной трубкой или источником тепла любого другого типа при условии, что он может создавать внутри стальной заготовки 1 термообрабатываемый объем 22, имеющий минимальную температуру 400°С, без превышения максимальной температуры 1500°С.
В частном варианте выполнения в качестве источника 16 тепла используется лазер. Мощность указанного лазера, к примеру, составляет от 500 Вт до 20 кВт. Основным параметром, оказывающим влияние на поглощение тепловой энергии Q периферийным нагреваемым участком 18, является длина волны указанного лазера. Что касается стали, эффективность поглощения тепла увеличивается с уменьшением длины волны указанного лазера. Например, рекомендуется длина волны 1 микрон или меньше, что соответствует, например, YAG-лазеру, дисковому лазеру, волоконному лазеру или диодному лазеру. В частном варианте выполнения лазерная головка расположена таким образом, что лазерный луч воздействует на периферийный нагреваемый участок 18 с образованием расфокусированного пятна, т.е. расстояние от лазерной головки до периферийного нагреваемого участка 18 меньше или больше фокусного расстояния указанного лазера. Как преимущество, это позволяет создавать большой периферийный нагреваемый участок 18 и, таким образом, повышать производительность и снижать производственные расходы.
В другом варианте выполнения в качестве источника тепла 16 используется индуктор. Мощность указанного лазера, к примеру, составляет от 1 кВт - 250 кВт. Частота индуктора является основным параметром, используемым для управления глубиной D термообрабатываемой зоны 22. С увеличением частоты глубина D термообрабатываемой зоны 22 уменьшается. Например, в случае стали при частоте 1000 Гц глубина термообрабатываемой зоны 22 составляет приблизительно 1,0 мм.
В другом варианте выполнения в качестве источника 16 тепла используется инфракрасный нагрев. Мощность отдельного нагревательного элемента составляет, например. 1-100 кВт. Основным параметром, оказывающим влияние на поглощение тепловой энергии Q периферийным нагреваемым участком 18, является длина волны указанного инфракрасного излучателя. В случае стали поглощение энергии увеличивается с уменьшением длин волн. Рекомендуемая длина волны, к примеру, составляет 2-10 микрон.
Технологию нагрева выбирают в зависимости от требуемого применения и доступного пространства и имеющегося производственного оборудования.
Например, если область края стальной заготовки 1, подлежащая термообработке, весьма ограничена, например, если размер требуемого периферийного нагреваемого участка 18 меньше 50 мм при измерении вдоль линии, продолжающейся в периферийном нагреваемом участке 18 в направлении, параллельном верхнему и нижнему наружным краям 8 и 10, к примеру, лазерная обработка будет особенно пригодна, поскольку лазерный луч может быть очень точно сфокусирован в требуемой зоне. С другой стороны, если должна быть обработана большая область, например, если размер требуемого периферийного нагреваемого участка 18 больше 50 мм при измерении вдоль линии, продолжающейся в периферийном нагреваемом участке 18 в направлении, параллельном верхнему и нижнему наружным краям 8 и 10, инфракрасный нагрев будет особенно пригоден, поскольку радиационный нагрев с помощью инфракрасных трубок покрывает большую область, и несколько трубок могут быть скомбинированы последовательно для обеспечения необходимого количества энергии. Однако для выполнения инфракрасного нагрева требуется большое пространство в производственном помещении. И, наконец, если пространство, доступное для выполнения операции термообработки, сильно ограничено, будет особенно пригоден несильный индукционный нагрев отдельных стальных заготовок 1 на выходе с линии раскроя рулонного материала перед укладкой заготовок в стопу поверх друг друга для формирования пакета 12 заготовок.
Термообработка может выполняться в статическом режиме, и в этом случае как источник 16 тепла, так и стальная заготовка 1, во время операции термообработки являются неподвижными. Термообработка также может быть выполнена в динамическом режиме, и в этом случае предусмотрена относительная скорость перемещения или стальной заготовки 1 или источника 16 тепла или комбинированного перемещения обоих указанных объектов. Относительная скорость между стальной заготовкой 1 и источником 16 тепла, к примеру, составляет 0,1-100 мм/с. Источник 16 тепла, к примеру, установлен, на промышленном роботе 28, как показано на фиг. 3 и 4, с целью перемещения.
Для каждого конкретного промышленного применения может быть определен специфический интервал обработки, используя следующие основные параметры: основные параметры источника 16 нагрева (например, тип источника нагрева мощность, длина волны или частота), размер и геометрия периферийного нагреваемого участка 18 и относительная скорость между источником 16 тепла и стальной заготовкой 1 в случае динамической обработки или продолжительность термообработки в случае статической обработки. Может быть разработана аналитическая модель для расчета взаимосвязи между этими параметрами и определения интервала обработки для конкретной рассматриваемой промышленной ситуации. Эти параметры обработки определяют температуру, которая достигается в периферийном нагреваемом участке 18, и глубину D термообрабатываемого объема 22.
В частном варианте выполнения, показанном на фиг. 3, источник 16 тепла является лазером, направляющим тепловую энергию Q с помощью лазерного луча, воздействующего на периферийный нагреваемый участок 18 стальных заготовок 1, причем указанные стальные заготовки 1 уложены в стопу поверх друг друга для формирования пакета 12 заготовок, и указанный источник 16 тепла установлен на промышленный робот 28 для сканирования пакета 12 заготовок снизу вверх.
В другом варианте выполнения, показанном на фиг.4, используются несколько источников 16 тепла для одновременного нагрева нескольких периферийных нагреваемых участков 18 стальных заготовок 1, уложенных в стопу для формирования пакета 12 заготовок. Указанные источники 16 тепла установлены на промышленные роботы 28 для сканирования пакета 12 заготовок снизу вверх.
В следующем варианте выполнения, показанном на фиг. 5, источники 16 нагрева представляют собой множество статических инфракрасных трубок. Операция термообработки выполняется в статическом режиме. Стальные заготовки 1, подлежащие термообработке, расположены в пакете 12 заготовок, и указанный пакет 12 заготовок расположен перед указанными источниками 16 тепла. В этом варианте выполнения все источники 16 тепла одновременно обрабатывают периферийные нагреваемые участки 18 всех стальных заготовок 1 в пакете 12 заготовок благодаря размеру источников 16 тепла, который, по существу, равен высоте пакета 12 заготовок при измерении вдоль линии, перпендикулярной плоскости верхней поверхности 2 стальных заготовок 1.
Вышеописанный способ имеет многочисленные преимущества, к числу которых относится возможность значительного улучшения деформируемости стальной заготовки вблизи ее края без значительного испарения ее металлического покрытия в случае стальной заготовки с покрытием, что будет продемонстрировано приведенными ниже примерами.
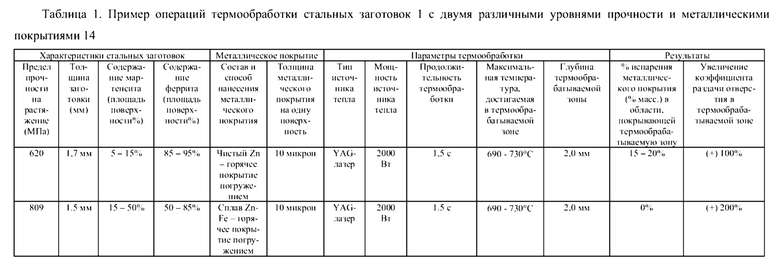
В таблице 1 приведен первый пример, в котором термообработка выполняется на одиночной заготовке 1, используя в качестве источника 16 нагрева лазерный луч, который воздействует на толщину 6 по периферии и формирует расфокусированное лазерное пятно в периферийном нагреваемом участке 18. Термообработка выполняется в статическом режиме. Были выполнены испытания двух различных уровней пределов прочности на растяжение. Характеристики термообработки определяются посредством оценки коэффициента раздачи отверстия перед операцией термообработки и после нее, как определено стандартом ISO 16630:2017.
В таблице 2 приведены результаты наряду с характеристиками стальных заготовок 1 и основными параметрами, определяющими источник 16 тепла. Температурное поле внутри стальной заготовки 1 оценивали, используя группу термопар, прикрепленных к поверхности стальной заготовки 1. Указаны глубина D термообрабатываемого объема 22, а также температура, достигаемая в периферийном нагреваемом участке 18. Температура показана как диапазон температур +/-20°С, который соответствует точности термопар, используемых в качестве измерительного устройства.
Как можно видеть в таблице 1, термообработка стальных заготовок 1 обусловливает значительное увеличение коэффициента раздачи отверстия в термообработанных объемах 22. Коэффициент раздачи отверстия непосредственно связан с чувствительностью стальной заготовки 1 в отношении образования трещин на крае заготовки во время формообразования. Фактически, принцип испытания сам по себе состоит в деформировании резаного края отверстия, пробитого в стальной заготовке 1 и отслеживании образования трещин на крае заготовки во время этой деформации.
Кроме того, приведена интенсивность испарения металлического покрытия 14 в термообрабатываемом объеме 22. Указанная интенсивность испарения составляет 0-20%, обеспечивая, что материал остается частично покрытым и, таким образом, частично защищенным от коррозии на участках металлического покрытия 14, которые покрывают термооборабатываемый объем 22. Значительная разница в интенсивности испарения между ссылками I1 и I2 в таблице 1 связано с разницей в составе металлических покрытий 14 стальных заготовок 1. Фактически, металлическое покрытие 14 в случае I1 является чистым цинком, который имеет температуру плавления и температуру испарения ниже, чем металлическое покрытие 14 в случае I4, которое является сплавом железа и цинка, содержащим приблизительно 10% железа.
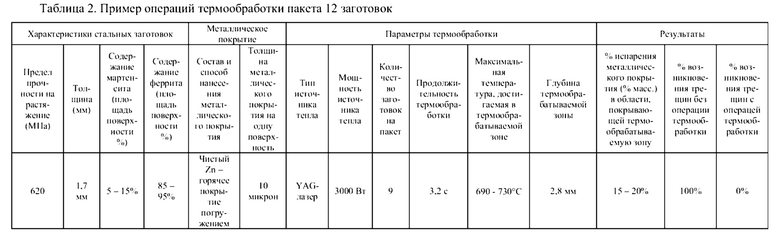
В таблице 2 приведен второй пример применения способа настоящего изобретения. В этом случае стальная заготовка 1 является фасонной заготовкой, используемой для штамповки автомобильной детали. Указанная автомобильная деталь подвержена образованию трещин во время штамповки в заданной области, именуемой критической областью. Операция термообработки была выполнена на периферийном нагреваемом участке 18 стальной заготовки 1, который соответствует указанной критической области автомобильной детали. Источник 16 тепла является лазером, формирующим расфокусированное лазерное пятно в нагреваемом участке 18 и сканирующим пакет 12 заготовок. Стальные заготовки 1 имеют металлическое покрытие 14, выполненное из чистого цинка. Эффективность способа для уменьшения образования трещин на крае заготовки оценивали посредством сравнения возникновения трещин на крае заготовки в критической области после штамповки стальных заготовок 1, которые не были подвержены операции термообработки, с возникновением трещин на крае заготовки в критической области после штамповки стальных заготовок 1, которые были подвержены операции термообработки по описанному способу.
Как можно видеть в таблице 2, проблема возникновения трещин на крае заготовки в критической области решается с помощью внедрения настоящего изобретения. Кроме того, интенсивность испарения металлического покрытия в термообрабатываемой области остается ниже 20%.
Изобретение относится к способу термической обработки участка (18) стальной заготовки (1), причем указанная стальная заготовка (1) имеет микроструктуру, содержащую 5% мартенсита, выраженных в процентах площади, феррит, бейнит и остаточный аустенит, и имеет металлическое покрытие (14) на цинковой основе на по меньшей мере участке верхней поверхности (2) и/или нижней поверхности (4). Способ включает термообработку стальной заготовки (1) посредством направления тепловой энергии Q, обеспечиваемой по меньшей мере одним источником (16) тепла, на по меньшей мере часть толщины (6) по периферии указанной стальной заготовки (1) для формирования периферийного нагреваемого участка (18) и термообрабатываемого объема (22), причем температура указанного термообрабатываемого объема (22) составляет 400-1500 οС, причем весь объем стальной заготовки (1) в течение операции термообработки остается твердым, а толщина металлического покрытия (14) после термообработки в области, покрывающей термообрабатываемый объем (22), уменьшается меньше чем на 30% по сравнению с толщиной металлического покрытия (14) в областях, не покрывающих термообрабатываемый объем (22).Технический результат заключается в улучшении деформируемости стальной заготовки. 2 н. и 11 з.п. ф-лы, 2 табл., 5 ил.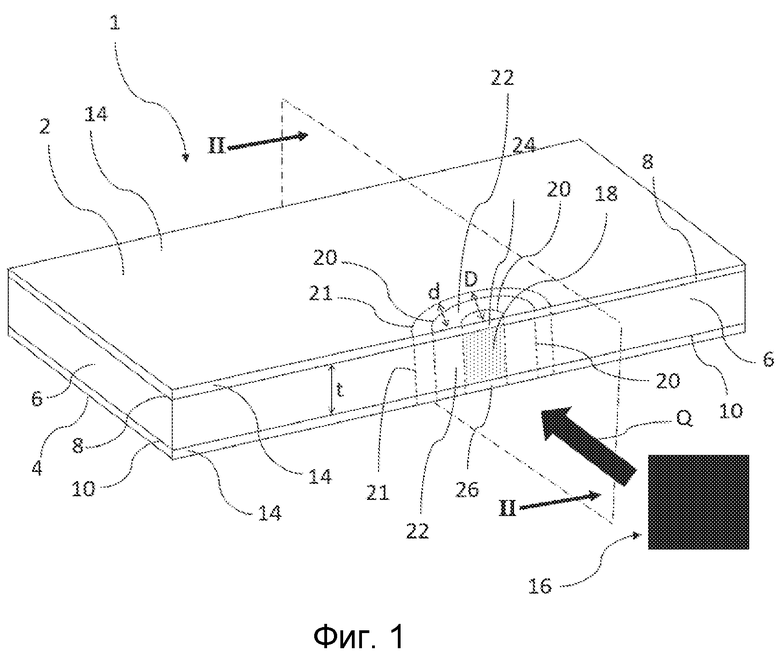
1. Способ термической обработки участка (18) стальной заготовки (1), причем указанная стальная заготовка (1) имеет микроструктуру, содержащую 5% мартенсита, выраженных в процентах площади, феррит, бейнит и остаточный аустенит, и имеет металлическое покрытие (14) на цинковой основе на по меньшей мере участке верхней поверхности (2) и/или нижней поверхности (4),
включающий термообработку стальной заготовки (1) посредством направления тепловой энергии Q, обеспечиваемой по меньшей мере одним источником (16) тепла, на по меньшей мере часть толщины (6) по периферии указанной стальной заготовки (1) для формирования периферийного нагреваемого участка (18) и термообрабатываемого объема (22), причем температура указанного термообрабатываемого объема (22) составляет 400-1500°С, причем весь объем стальной заготовки (1) в течение операции термообработки остается твердым, а толщина металлического покрытия (14) после термообработки в области, покрывающей термообрабатываемый объем (22), уменьшается меньше чем на 30% по сравнению с толщиной металлического покрытия (14) в областях, не покрывающих термообрабатываемый объем (22).
2. Способ по п. 1, в котором глубина D термообрабатываемого объема (22) составляет 0,5-50,0 мм.
3. Способ по п.1 или 2, в котором продолжительность термообработки составляет от 1 миллисекунды до 10 минут.
4. Способ по любому из пп.1-3, в котором источник (16) тепла движется, а стальная заготовка (1) является неподвижной.
5. Способ по любому из пп.1-4, в котором источник (16) тепла является неподвижным, а стальная заготовка (1) движется в присутствии указанного источника (16) тепла.
6. Способ по любому из пп.1-3, в котором источник (16) тепла и стальная заготовка (1) являются неподвижными.
7. Способ по любому из пп.1-6, в котором источник (16) тепла направляется к одному и тому же периферийному нагреваемому участку (18) по меньшей мере дважды.
8. Способ по любому из пп.1-7, в котором вся поверхность, образующая толщину (6) по периферии, подвергается термообработке по меньшей мере с помощью одного источника (16) тепла.
9. Способ по любому из пп.1-8, в котором источник (16) тепла является лазером, испускающим расфокусированный лазерный луч и установленным на промышленном роботе (28).
10. Способ по любому из пп.1-9, в котором источники (16) тепла являются множеством неподвижных инфракрасных трубок, в присутствии которых движется стальная заготовка (1).
11. Стальная заготовка (1), полученная способом по любому из пп.1-10.
12. Стальная заготовка (1) по п.11, причем стальная заготовка (1) покрыта металлическим покрытием (14) на цинковой основе по меньшей мере на части ее верхней и/или нижней поверхности (2) и (4), а толщина металлического покрытия (14) в области, покрывающей термообрабатываемый объем (22), менее чем на 30% меньше толщины указанного металлического покрытия (14) в областях, не покрывающих термообрабатываемый объем (22).
13. Стальная заготовка (1) по п.11 или 12, в которой коэффициент раздачи отверстия, измеряемый в термообрабатываемом объеме (22), по меньшей мере на 50% выше коэффициента раздачи отверстия, измеряемого в стальной заготовке (1) снаружи термообрабатываемого объема (22).
| Автомобиль-сани, движущиеся на полозьях посредством устанавливающихся по высоте колес с шинами | 1924 |
|
SU2017A1 |
| Многоступенчатая активно-реактивная турбина | 1924 |
|
SU2013A1 |
| СПОСОБ УЛУЧШЕНИЯ МАГНИТНЫХ СВОЙСТВ АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ ЛАЗЕРНОЙ ОБРАБОТКОЙ | 2012 |
|
RU2501866C1 |
| ОБЛАДАЮЩАЯ ПОВЫШЕННОЙ ПРОЧНОСТЬЮ СТАЛЬНАЯ ПОЛОСА ИЛИ ЛИСТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 2000 |
|
RU2246552C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НАГРЕВА СТАЛЬНОГО ЛИСТА | 2012 |
|
RU2600773C2 |
| DE 19653543 A1, 25.06.1998 | |||
| US 2015075678 A1, 19.03.2015. | |||

