Область техники
Настоящее изобретение относится к листу из неструктурированной электротехнической стали, который используют в качестве материала железных сердечников для электрических устройств или им подобных, а также к способу изготовления сляба, используемого в качестве материала для производства стального листа.
Предшествующий уровень техники
В настоящее время, в ответ на возрастающее осознание энергосбережения требуется, чтобы двигатель, используемый для бытового кондиционера воздуха, или тому подобное, имели пониженное потребление и пониженную потерю энергии. С учётом вышесказанного, поскольку также настоятельно необходимо, чтобы лист из неструктурированной электротехнической стали, который используют в качестве материала железного сердечника для двигателя, имел высокие магнитные характеристики, такие как низкая потеря в железе, для уменьшения потери двигателя в железе и характеризовался высокой плотностью магнитного потока для уменьшения потери двигателя в меди, разрабатывается множество стальных листов, обладающих превосходными магнитными свойствами. В то же время существует потребность в технологии, осуществляемой на стадии рафинирования не только для надлежащего получения расплавленной стали, имеющей требуемый химический состав, с целью изготовления стали, обладающей высокими магнитными характеристиками, но и для контролирования химических составов и морфологии неметаллических включений (включений на основе оксидов и включений на основе сульфидов) в стали.
В случае листа из неструктурированной электротехнической стали, поскольку рост зерна кристалла тормозится на стадии конечного отжига, если в дополнение к включениям на основе оксидов присутствуют включения на основе сульфидов, имеющие сравнительно небольшой диаметр зерна, такие как MnS, регулирующие морфологию включений на основе сульфидов, наличие зерна малого диаметра является важным с точки зрения свойств продукта. С учётом вышесказанного, на данный момент предложены технологии для обезвреживания включений на основе сульфидов, имеющих малый диаметр зерна, как например, MnS, путём добавления различных элементов.
Например, в Патентном документе 1 (PTL 1) предлагается лист из неструктурированной электротехнической стали, характеризующийся высокой плотностью магнитного потока, в котором путём снижения концентрации Al (алюминия) в стали и добавления Ca (кальция) регулируют, чтобы включения на основе оксидов имели конкретные химические составы, а S (серу) в стали связывают в форме CaS.
В Патентном документе 2 (PTL 2) предлагается лист из неструктурированной электротехнической стали, характеризующийся низкой потерей в железе, в котором за счёт добавления Al в количестве от 0,1 масс. % до 3 масс. % и добавления редкоземельных металлов (далее в настоящем документе называемых «РЗМ») связывают S в стали. В настоящем документе термин «РЗМ» является общим термином, употребляемым для отнесения к 17 элементам, включая 15 элементов, имеющих атомные номера с 57 (La, то есть, лантан) по 71 (Lu, то есть, лютеций), Sc (скандий), имеющий атомный номер 21, и Y (иттрий), имеющий атомный номер 39. Способ в соответствии с Патентным документом 2 является способом, в котором после раскисления расплавленной стали путём использования Al, добавляют CaO для превращения включений на основе оксидов во включения на основе CaO-Al2O3, а после этого добавляют РЗМ таким образом, чтобы концентрация РЗМ находилась в пределах конкретного диапазона, не только контролируя посредством этого морфологию осаждаемого TiN при добавлении РЗМ, но и также предотвращая возникновение закупоривания в разливочных стаканах оксидами РЗМ и тому подобным.
В дополнение к этому, в Патентном документе 3 (PTL 3) предлагается лист из неструктурированной электротехнической стали, обладающий высокой прочностью, который имеет химический состав, включающий Al в количестве от 0,05 масс. % до 3,0 масс. % и Cu (медь) в количестве от 1,0 масс. % до 3,5 масс. %, при этом S в стали связана путём использования Ca, РЗМ и Mg (магния). В Патентном документе 3 установлено, что, поскольку Mg образует сульфиды также предпочтительно при высокой температуре, в расплавленной стали образуются сульфиды с большим диаметром зерна, что в результате приводит к усилению способности зерна кристалла к росту.
Список цитированных документов
Патентные документы
PTL 1: Патент Японии № 5790953
PTL 2: Патент Японии № 4276613
PTL 3: Публикация непроверенной заявки на японский патент № 2017-137537
Раскрытие сущности изобретения
Техническая проблема
Однако традиционные способы, описанные выше, сопряжены со следующими проблемами.
А именно, в случае Патентного документа 1, поскольку Ca является элементом, который характеризуется низкой скоростью приращения объёма выпуска при добавлении Ca к расплавленной стали, может иметь место снижение концентрации Ca в расплавленной стали вследствие изменения рабочих условий. В таком случае или в случае, когда имеется увеличение концентрации T.O (общего кислорода) в расплавленной стали, поскольку включения на основе оксидов удаляются в недостаточной степени, образуется химическая композиция с низкой температурой плавления. В результате, так как при осуществлении горячей прокатки включения на основе оксидов растягиваются в направлении прокатки, при выполнении отжига рост зерна кристалла тормозится, что в результате приводит к уменьшению диаметра зерна кристалла. С учётом вышесказанного, движение стенки магнитного домена замедляется, что в результате приводит к возникновению проблемы ухудшения показателя потери в железе. Конкретно, в случае, если имеется снижение концентрации Al в стали, поскольку при выполнении процесса рафинирования расплавленной стали возрастает сложность уменьшения в достаточной степени количеств растворённого кислорода и S в стали, существует риск, заключающийся в том, что невозможно контролировать в достаточной степени морфологию включений на основе оксидов и включений на основе сульфидов в стальном листе.
В случае Патентного документа 2, поскольку концентрация Al в стали является по сути высокой, существует проблема снижения плотности магнитного потока. С другой стороны, в случае, когда концентрация Al находится в пределах нижнего поддиапазона указанного диапазона, поскольку контролирование морфологии включений на основе оксидов посредством добавления CaO не является эффективным, необходимо использовать технологию эффективного регулирования морфологии включений на основе оксидов и включений на основе сульфидов в стали. В дополнение к этому, касательно регулирования морфологии включений на основе оксидов отметим, что, поскольку рассматриваются концентрации различных составляющих частей расплавленной стали с точки зрения использования в качестве ядер для осаждения TiN и торможения закупоривания разливочных стаканов, существует проблема включений на основе оксидов, имеющих такой химический состав с низкой температурой плавления, что они растягиваются при выполнении прокатки в зависимости от таких условий в стали, как концентрация РЗМ, концентрация O (кислорода), концентрация S и тому подобное, хотя может замедляться осаждение MnS, так как S в стали связана в результате использования РЗМ.
В случае Патентного документа 3, касательно влияния элементов добавок, таких как Ca, РЗМ и Mg, рассматривается только регулирование морфологии включений на основе сульфидов и не имеется никакого ясного указания на условия, требуемые для контролирования морфологии включений на основе оксидов. С учётом вышесказанного, в случае Патентного документа 3, как и в случае Патентного документа 2, существует риск появления включений на основе оксидов, имеющих такой химический состав с низкой температурой плавления, что они растягиваются при выполнении прокатки в зависимости от таких условий в стали, как концентрации элементов, аналогичных O (кислороду), S и тому подобных.
Настоящее изобретение выполнено с учётом ситуации, описанной выше, и цель настоящего изобретения заключается в разработке листа из неструктурированной электротехнической стали, имеющего такую низкую концентрацию Al, что он является превосходным по эффективности возвращения железного лома в технологический цикл и характеризуется высокой плотностью магнитного потока, а также низкой потерей в железе, и заключается в предложении способа изготовления сляба, используемого в качестве материала для производства такого листа из неструктурированной электротехнической стали.
Решение проблемы
Для решения проблем, описанных выше, авторы настоящего изобретения надлежащим образом проводили исследования, сфокусированные на влиянии химического состава листа из неструктурированной электротехнической стали, химических составов включений и способе изготовления сляба, используемого в качестве материала для производства листа из неструктурированной электротехнической стали, оказываемом на магнитные свойства листового продукта из неструктурированной электротехнической стали.
В результате было обнаружено, что торможение осаждения включений на основе сульфидов, имеющих малый диаметр зерна, таких как MnS, в стали, а также контролирование химических составов включений на основе оксидов и включений на основе оксисульфидов в стали, которые являются неспособными к растяжению химическими композициями, являются важными факторами для получения листа из неструктурированной электротехнической стали, описанного выше, и что регулирование значений зависящих от массы дробных выражений ((T.Ca + РЗМ)/(T.O + S)) и (T.Ca/РЗМ), которые являются выражениями соотношений масс компонентов стали, так, чтобы они находились в пределах соответствующего диапазона, является важным для повышения плотности магнитного потока листа из неструктурированной электротехнической стали и снижения потери стального листа в железе. Кроме того, было обнаружено, что применение надлежащего способа изготовления сляба, используемого в качестве материала для производства листа из неструктурированной электротехнической стали, является эффективным для контролирования морфологии включений в стали.
Настоящее изобретение выполнено на основе совокупности знаний, и объект настоящего изобретения является следующим.
[1] Лист из неструктурированной электротехнической стали, имеющий химический состав, включающий в себя 0,0050 или меньше масс. % C; от 1,5 масс. % до 5,0 масс. % Si; от 0,2 масс. % до 3,0 масс. % Mn; 0,0030 или меньше масс. % раств. Al; 0,2 или меньше масс. % P; 0,0050 или меньше масс. % S; 0,0040 или меньше масс. % N; от 0,0010 масс. % до 0,0080 масс. % T.Ca; 0,0100 или меньше масс. % T.O; от 0,0001 масс. % до 0,0050 масс. % РЗМ, а остальное представляет собой Fe и неизбежные примеси, в котором значение зависящего от массы дробного выражения ((T.Ca + РЗМ)/(T.O + S)), являющегося выражением соотношений масс четырёх компонентов, включая T.Ca, РЗМ, T.O и S, составляет 0,4 или больше.
[2] Лист из неструктурированной электротехнической стали, имеющий химический состав, включающий в себя 0,0050 или меньше масс. % C; от 1,5 масс. % до 5,0 масс. % Si; от 0,2 масс. % до 3,0 масс. % Mn; 0,0030 или меньше масс. % раств. Al; 0,2 или меньше масс. % P; 0,0050 или меньше масс. % S; 0,0040 или меньше масс. % N; от 0,0010 масс. % до 0,0080 масс. % T.Ca; 0,0100 или меньше масс. % T.O; от 0,0001 масс. % до 0,0050 масс. % РЗМ, по меньшей мере, один из элементов групп A-C, приведённых ниже, а остальное представляет собой Fe и неизбежные примеси, в котором значение зависящего от массы дробного выражения ((T.Ca + РЗМ)/(T.O + S)), являющегося выражением соотношений масс четырёх компонентов, включая T.Ca, РЗМ, T.O и S, составляет 0,4 или больше.
Здесь,
группа A состоит из одного или обоих элементов, выбранных из Sn и Sb, каждого в количестве от 0,01 масс. % до 0,1 масс. %,
группа B состоит из Mg в количестве от 0,0001 масс. % до 0,0050 масс. % и
группа C состоит из одного, двух или всех элементов, выбранных из Cu, Ni и Cr, каждого в количестве от 0,01 масс. % до 0,5 масс. %.
[3] Лист из неструктурированной электротехнической стали по п. [1] или [2], приведённым выше, в котором значение зависящего от массы дробного выражения (T.Ca/РЗМ), являющегося выражением соотношений масс двух компонентов, включая T.Ca и РЗМ, составляет 1,0 или больше.
[4] Лист из неструктурированной электротехнической стали по любому из пп. [1]-[3], приведённым выше, в котором средний диаметр зерна кристалла металлографической структуры составляет 40 мкм или больше.
[5] Способ изготовления сляба, используемого в качестве материала для производства листа из неструктурированной электротехнической стали, имеющего химический состав, включающий в себя Si, РЗМ и Ca,
в процессе рафинирования расплавленной стали, выпущенной из конвертера или электродуговой печи, с использованием устройства для вакуумной дегазации, путём добавления Ca-содержащего сплава к рафинируемой расплавленной стали и непрерывной разливки расплавленной стали, к которой добавлен Ca-содержащий сплав, при использовании машины непрерывной разливки для получения сляба,
при этом данный способ включает в себя следующее:
добавляют металлический Si или Si-содержащий сплав к расплавленной стали в ходе рафинирования, выполняемого с использованием устройства для вакуумной дегазации, с целью раскисления расплавленной стали за счёт использования Si;
добавляют РЗМ-содержащий сплав к расплавленной стали, раскисленной за счёт использования Si, в ходе рафинирования, выполняемого с использованием устройства для вакуумной дегазации, или после окончания рафинирования, выполняемого с использованием устройства для вакуумной дегазации; и
добавляют Ca-содержащий сплав к расплавленной стали, к которой добавлен РЗМ-содержащий сплав, в ковше.
Полезные эффекты изобретения
В случае листа из неструктурированной электротехнической стали согласно настоящему изобретению, путём контролирования значения зависящего от массы дробного выражения ((T.Ca + РЗМ)/(T.O + S)), являющегося выражением соотношений масс четырёх компонентов стали, то есть, T.Ca, РЗМ, T.O и S, так, чтобы оно составляло 0,4 или больше, тормозят образование в стали растягиваемых включений на основе сульфидов, и можно регулировать, чтобы включения на основе оксидов в стали имели зернистую нерастягиваемую морфологию. При этом можно получать лист из неструктурированной электротехнической стали, характеризующийся высокой плотностью магнитного потока и низкой потерей в железе и имеющий такую низкую концентрацию раств. Al, составляющую 0,0030 масс. % или меньше, что он является превосходным по эффективности возвращения железного лома в технологический цикл.
В дополнение к этому, в случае способа изготовления сляба, используемого в качестве материала для производства листа из неструктурированной электротехнической стали согласно настоящему изобретению, поскольку РЗМ-содержащий сплав добавляют после раскисления расплавленной стали с использованием Si, РЗМ-содержащий сплав можно добавлять к расплавленной стали при высоком объёме выпуска. В дополнение к этому, так как Ca-содержащий сплав добавляют после добавления РЗМ-содержащего сплава, то поскольку можно связывать и удалять S (серу) посредством добавления РЗМ, можно изготавливать сляб, используемый в качестве материала для производства листа из неструктурированной электротехнической стали, при низкой стоимости.
Осуществление изобретения
Далее в данном документе настоящее изобретение будет описано подробно.
Авторы настоящего изобретения изготавливали сляб, используемый в качестве материала для производства листа из неструктурированной электротехнической стали, имеющего химический состав, включающий в себя 0,0050 или меньше масс. % C; от 1,5 масс. % до 5,0 масс. % Si; от 0,2 масс. % до 3,0 масс. % Mn; 0,0030 или меньше масс. % раств. Al; 0,2 или меньше масс. % P; 0,0050 или меньше масс. % S; 0,0040 или меньше масс. % N; от 0,0010 масс. % до 0,0080 масс. % T.Ca (общего кальция); 0,0100 или меньше масс. % T.O (общего кислорода); от 0,0001 масс. % до 0,0050 масс. % РЗМ, а остальное представляет собой Fe и неизбежные примеси, при использовании машины непрерывной разливки после осуществления рафинирования с применением устройства для вакуумной дегазации в отношении расплавленной стали, выпущенной из конвертера; получали готовый стальной лист (подвергнутый конечному отжигу стальной лист) при использовании полученного сляба в качестве материала и оценивали соотношение между химическим составом стали и потерей в железе, представляемой величиной W15/50, в состоянии готового стального листа. В настоящем документе выражение «концентрация РЗМ» в случае добавления РЗМ-содержащего сплава, заключающего в себе Ce (церий), La (лантан), Nd (неодим) и Pr (празеодим), обозначает общую концентрацию указанных элементов.
В результате была найдена корреляция между химическим составом стали и потерей в железе W15/50. Исходя из результатов дополнительных исследований, выполненных на готовом стальном листе, было обнаружено, что неметаллические включения (включения на основе оксидов и включения на основе сульфидов), которые наблюдались в готовом стальном листе, имели различные морфологии, в зависимости от химического состава стали, и были обнаружены включения, обладающие зернистой морфологией, включения, имеющие морфологию, растягиваемую в направлении прокатки, и тому подобные.
То есть, в случае хорошего показателя потери в железе W15/50 концентрация T.Ca и концентрация РЗМ в стали были высокими по сравнению с концентрацией T.O и концентрацией S, а многие наблюдаемые включения на основе оксидов имели зернистую нерастягиваемую морфологию. С другой стороны, в случае низкого показателя потери в железе W15/50, концентрация T.Ca и концентрация РЗМ в стали были низкими по сравнению с концентрацией T.O и концентрацией S, а многие наблюдаемые включения на основе оксидов имели морфологию, растягиваемую в направлении прокатки.
В случае листа из неструктурированной электротехнической стали, для которого предназначено настоящее изобретение, поскольку концентрация Si в стали является высокой, и так как добавляют Ca-содержащий сплав и РЗМ-содержащий сплав, образующиеся в стали включения на основе оксидов в основном представляют собой включения на основе CaO-SiO2, содержащие оксиды РЗМ. В дополнение к этому, поскольку Al2O3, присутствующий в ковше в виде шлама, восстанавливается в стали элементами Si, Ca и РЗМ, в расплавленной стали может образовываться Al, что в результате приводит также к внедрению Al2O3 во включения на основе оксидов.
Растягиваемые включения на основе оксидов имеют более низкую концентрацию CaO и концентрацию оксидов РЗМ, а также более высокую концентрацию Al2O3, чем нерастягиваемые зернистые включения на основе оксидов. Считается, это происходит потому, что, поскольку концентрация T.Ca или концентрация РЗМ является недостаточной, включения на основе оксидов имеют химические составы с низкой температурой плавления, что в результате приводит к образованию включений, растягиваемых в направлении прокатки при выполнении горячей прокатки. Считается, что, поскольку такие включения на основе оксидов разрушаются при выполнении холодной прокатки, наблюдается уменьшение диаметра зерна кристалла вследствие торможения роста зерна кристалла в листе из неструктурированной электротехнической стали при осуществлении отжига, что в результате приводит к ухудшению показателя потери в железе W15/50, обусловленному замедлением движения стенки магнитного домена.
В дополнение к этому, касательно включений на основе сульфидов отметим, что были обнаружены сульфиды CaS, MnS и РЗМ. В частности, растягиваемые включения на основе сульфидов имели в своём составе высокую концентрацию MnS и осаждались в форме мелких частиц на зёрнах кристаллов. На основе данных наблюдений было обнаружено, что в случае, когда концентрация T.Ca или концентрация РЗМ является недостаточной, невозможно контролировать морфологию включений на основе сульфидов, что в итоге способствует ухудшению показателя потери в железе W15/50.
Исходя из результатов, изложенных выше, было обнаружено, что для достижения хорошего показателя потери в железе W15/50 необходимо регулировать химический состав включений на основе оксидов так, чтобы он представлял собой химическую композицию с высокой температурой плавления, и тормозить образование включений на основе сульфидов, имеющих малый диаметр зерна, таких как MnS. То есть было найдено, что необходимо повышать в достаточной степени концентрацию T.Ca и концентрацию РЗМ, в сравнении с концентрацией T.O и концентрацией S в стали.
Повышение концентрации T.Ca и концентрации РЗМ подразумевает увеличение концентрации CaO и концентрации оксидов РЗМ во включениях на основе оксидов, а это способствует повышению температуры плавления включений на основе оксидов. В дополнение к этому, касательно включений на основе сульфидов отметим, что путём добавления Ca и РЗМ можно связывать S в формах CaS и сульфидов РЗМ в расплавленной стали, хотя при этом отсутствует влияние на рост зерна кристалла, поскольку имеет место увеличение диаметра зерна сульфидов, обусловленное образованием сульфидов при высокой температуре.
Кроме того, в случае, когда оксиды РЗМ внедрены во включения на основе оксидов CaO-SiO2, то, поскольку имеет место увеличение сульфидного содержимого включений на основе оксидов, ожидается, что можно использовать включения на основе оксидов в качестве ядер для осаждения сульфидов. В случае, когда сульфиды осаждаются на оксидных включениях, то, поскольку наблюдается уменьшение количества включений на основе сульфидов, осаждающихся в зёрнах кристаллов, предполагается, что происходит улучшение магнитных свойств.
С точки зрения, изложенной выше, было сформулировано соотношение между химическим составом стали и химическим составом неметаллических включений в рамках исследований, описанных выше. В результате было обнаружено, что значение зависящего от массы дробного выражения ((T.Ca + РЗМ)/(T.O + S)), являющегося выражением соотношений масс четырёх компонентов стали, то есть, T.Ca, РЗМ, T.O и S, должно находиться в пределах соответствующего диапазона. То есть было обнаружено, что в случае, когда значение зависящего от массы дробного выражения ((T.Ca + РЗМ)/(T.O + S)), являющегося выражением соотношений масс четырёх компонентов стали, составляет меньше 0,4, то, поскольку концентрация Ca и концентрация РЗМ не являются достаточными для повышения температуры плавления включений на основе оксидов или для подавления образования MnS, невозможно избегать образования включений на основе оксидов с низкой температурой плавления и MnS, что в результате приводит к ухудшению показателя потери в железе W15/50. С учётом вышесказанного, в случае листа из неструктурированной электротехнической стали согласно настоящему изобретению, необходимо, чтобы значение зависящего от массы дробного выражения ((T.Ca + РЗМ)/(T.O + S)), являющегося выражением соотношений масс четырёх компонентов стали, регулировалось на уровне 0,4 или больше, предпочтительно 0,8 или больше, или предпочтительнее, 1,2 или больше.
В дополнение к этому, на основе результатов дополнительных исследований также было обнаружено, что значение определённого выражения для соотношения концентрации T.Ca и концентрации РЗМ в стали должно находиться в пределах соответствующего диапазона. То есть было обнаружено, что в случае, когда значение зависящего от массы дробного выражения (T.Ca/РЗМ), являющегося выражением соотношений масс двух компонентов стали, а именно, T.Ca и РЗМ, составляет меньше 1,0, то, поскольку наблюдается увеличение концентрации оксидов РЗМ во включениях на основе оксидов, имеет место понижение температуры плавления включений на основе оксидов. В дополнение к этому, в случае, когда добавляют избыточное количество РЗМ-содержащего сплава, повышается стоимость. С учётом вышесказанного, предпочтительно, чтобы РЗМ играл лишь вспомогательную роль по отношению к Ca. Следовательно, в случае листа из неструктурированной электротехнической стали согласно настоящему изобретению предпочтительно, чтобы значение зависящего от массы дробного выражения (T.Ca/РЗМ), являющегося выражением соотношений масс двух компонентов стали, регулировалось на уровне 1,0 или больше.
В дополнение к этому, в аспекте металлографической структуры было обнаружено, что в случае, когда средний диаметр зерна кристалла листа из неструктурированной электротехнической стали составляет меньше 40 мкм, то, поскольку наблюдается ухудшение показателя потери в железе, может отсутствовать возможность стабильного достижения хороших магнитных свойств. С учётом вышесказанного, в настоящем изобретении предпочтительно, чтобы средний диаметр зерна кристалла листа из неструктурированной электротехнической стали составлял 40 мкм или больше, или более предпочтительно, 70 мкм или больше. В настоящем документе термин «средний диаметр зерна кристалла» в рамках настоящего изложения обозначает среднее значение диаметров зёрен кристалла, которые определяют в сечении в направлении толщины, параллельном направлению прокатки, в центральном положении по ширине листа из неструктурированной электротехнической стали.
Кроме того, было также обнаружено, что при получении листа из неструктурированной электротехнической стали, имеющего химический состав, описанный выше, следует применять соответствующий способ изготовления сляба, используемого в качестве материала для производства листа из неструктурированной электротехнической стали. То есть, для получения превосходного по показателю потери в железе, готового стального листа было найдено, что, как описано выше, необходимо регулировать значение зависящего от массы дробного выражения ((T.Ca + РЗМ)/(T.O + S)), являющегося выражением соотношений масс четырёх компонентов стали, так, чтобы оно составляло 0,4 или больше, и что важным является выбор момента времени добавления РЗМ-содержащего сплава к расплавленной стали в процессе рафинирования.
Лист из неструктурированной электротехнической стали, для которого предназначено настоящее изобретение, имеющий высокую концентрацию Si, изготовляют путём рафинирования расплавленной стали (или добавления к ней Si), выпущенной из конвертера или электродуговой печи, при использовании устройства для вакуумной дегазации, такого как вакуумный дегазатор RH. В случае, когда РЗМ-содержащий сплав добавляют до раскисления расплавленной стали с использованием Si, необходимо большое количество РЗМ-содержащего сплава, и существуют риски снижения объёма выпуска и повышения стоимости. Для предотвращения таких рисков необходимо добавлять РЗМ-содержащий сплав после введения заданного количества Si и раскисления расплавленной стали путём использования Si.
В дополнение к этому, поскольку РЗМ образует сульфиды, более стабильные, чем в случае Ca, предполагается, что S связывается в форме сульфидов РЗМ, так что S удаляется. Для реализации такого эффекта необходимо добавлять РЗМ-содержащий сплав до введения Ca-содержащего сплава. Однако, поскольку сульфиды РЗМ имеют большую удельную массу, равную 5,0, маловероятно, что сульфиды РЗМ всплывут в неперемешиваемой ванне. С учётом вышесказанного, предпочтительно, чтобы РЗМ-содержащий сплав добавлялся в перемешиваемую ванну, в которой осуществляют вакуумную дегазацию после выполнения раскисления с использованием Si. Нет необходимости говорить, что настоящее изобретение необязательно отрицает добавление РЗМ-содержащего сплава в неперемешиваемой ванне после осуществления вакуумной дегазации и до введения Ca-содержащего сплава.
Как описано выше, за счёт добавления РЗМ-содержащего сплава до введения Ca-содержащего сплава, поскольку можно увеличивать количество Ca, эффективное для регулирования морфологии включений (включений на основе оксидов и включений на основе сульфидов), можно достигать образования хорошей морфологии включений (включений на основе оксидов и включений на основе сульфидов). То есть в настоящем изобретении при изготовлении сляба, используемого в качестве материала для производства листа из неструктурированной электротехнической стали, раскисление путём использования Si осуществляют в ходе вакуумной дегазации, а РЗМ-содержащий сплав добавляют в ходе вакуумной дегазации после раскисления с использованием Si или до введения Ca-содержащего сплава после выполнения вакуумной дегазации. Затем к расплавленной стали, подвергнутой вакуумной дегазации и к которой добавлен РЗМ-содержащий сплав, добавляют Ca-содержащий сплав, а расплавленную сталь, к которой добавлен Ca-содержащий сплав, непрерывно разливают с использованием машины непрерывной разливки для получения сляба.
В настоящем изобретении причины, по которым химический состав листа из неструктурированной электротехнической стали определяют, как описано выше, являются следующими.
C (углерод); 0,0050 масс. % или меньше
C представляет собой элемент, который увеличивает потерю в железе за счёт того, что вызывает магнитное старение, и наблюдается заметное увеличение потери в железе в случае, когда концентрация C составляет больше 0,0050 масс. %. С учётом вышесказанного, концентрацию C устанавливают равной 0,0050 масс. % или меньше, либо предпочтительно 0,0030 масс. % или меньше. В настоящем способе, поскольку предпочтительно, чтобы концентрация C была как можно меньшей, не существует никакого конкретного ограничения нижнего предела концентрации C.
Si (кремний); от 1,5 масс. % до 5,0 масс. %
Si представляет собой элемент, который является эффективным для снижения потери в железе за счёт повышения электрического сопротивления стали. В частности, в настоящем изобретении, поскольку уменьшается количество Al, который оказывает то же влияние, что и Si, концентрацию Si устанавливают равной 1,5 масс. % или больше. Однако в случае, когда концентрация Si составляет более 5,0 масс. %, имеет место снижение плотности магнитного потока и наблюдается значительное ухудшение технологичности изготовления в результате, например, образования трещин при выполнении холодной прокатки, вследствие охрупчивания, появляющегося в стали. С учётом вышесказанного, верхний предел концентрации Si устанавливают равным 5,0 масс. %. Предпочтительно, чтобы концентрация Si составляла от 1,5 масс. % до 3,8 масс. %.
Mn (марганец); от 0,2 масс. % до 3,0 масс. %
Mn, аналогично Si, представляет собой элемент, который является эффективным для снижения потери в железе за счёт повышения электрического сопротивления стали. С учётом вышесказанного, в настоящем изобретении концентрацию Mn устанавливают равной 0,2 масс. % или больше. С другой стороны, в случае, когда концентрация Mn составляет больше 3,0 масс. %, имеет место снижение плотности магнитного потока. С учётом вышесказанного, верхний предел концентрации Mn устанавливают равным 3,0 масс. %.
Раств. Al (кислоторастворимый алюминий); 0,0030 масс. % или меньше
Al (алюминий), подобно Si, представляет собой элемент, который является эффективным для снижения потери в железе за счёт повышения электрического сопротивления стали. Однако, с точки зрения возвращения в технологический цикл железного лома листа из неструктурированной электротехнической стали в качестве исходного материала для получения литейного чугуна, требуется, чтобы концентрация Al составляла меньше 0,05 масс. %, и предпочтительно, чтобы концентрация Al была как можно меньшей. В дополнение к этому, концентрацию Al дополнительно снижают для увеличения плотности магнитного потока за счёт улучшения текстуры и устанавливают концентрацию раств. Al равной 0,0030 масс. % или меньше, предпочтительно 0,0020 масс. % или меньше, или более предпочтительно, 0,0010 масс. % или меньше. Поскольку предпочтительно, чтобы концентрация раств. Al была как можно меньшей, не существует никакого конкретного ограничения нижнего предела концентрации раств. Al.
P (фосфор); 0,2 масс. % или меньше
Поскольку P является полезным элементом, который является высокоэффективным для повышения твёрдости стали при добавлении в очень малом количестве, P добавляют, как это необходимо в соответствии с требуемой твёрдостью. Однако, в случае, когда P добавляют в избыточном количестве, наблюдается ухудшение показателей холодной прокатки. С учётом вышесказанного, верхний предел концентрации P устанавливают равным 0,2 масс. %.
S (сера); 0,0050 масс. % или меньше
Так как S вызывает ухудшение технологичности изготовления (показателей горячей прокатки) и магнитных свойств готового стального листа вследствие образования включений в форме сульфидов, предпочтительно, чтобы концентрация S была как можно меньшей. С учётом вышесказанного, в настоящем изобретении приемлемый верхний предел концентрации S составляет 0,0050 масс. %, и предпочтительно, чтобы концентрация S составляла 0,0025 масс. % или меньше в случае, когда магнитные свойства рассматриваются как важные. В настоящем документе, поскольку предпочтительно, чтобы концентрация S была как можно меньшей, не существует никакого конкретного ограничения нижнего предела концентрации S.
N (азот); 0,0040 масс. % или меньше
Так как N, аналогично C, описанному выше, представляет собой элемент, который вызывает ухудшение магнитных свойств, и, в частности, поскольку такое неблагоприятное воздействие становится заметным в случае стали с низким содержанием Al, концентрацию N устанавливают равной 0,0040 масс. % или меньше, либо предпочтительно 0,0030 масс. % или меньше. В настоящем документе, поскольку предпочтительно, чтобы концентрация N была как можно меньшей, не существует никакого конкретного ограничения нижнего предела концентрации N.
T.Ca (общий кальций); от 0,0010 масс. % до 0,0080 масс. %
Поскольку Ca (кальций) замедляет осаждение сульфидов, имеющих малый диаметр зерна, таких как MnS, за счёт образования сульфидов, имеющих большой диаметр зерна, в форме CaS, Ca является эффективным для снижения потери в железе в результате улучшения роста зерна кристалла. С учётом вышесказанного, концентрацию T.Ca устанавливают равной 0,0010 масс. % или больше. С другой стороны, в случае, когда концентрация T.Ca составляет больше 0,0080 масс. %, то, поскольку наблюдается увеличение количеств сульфидов Ca и оксидов Ca, рост зерна кристалла подавляется, что неблагоприятным образом приводит к ухудшению характеристик потери в железе. С учётом вышесказанного, верхний предел концентрации T.Ca устанавливают равным 0,0080 масс. %. В настоящем документе концентрация T.Ca (общая концентрация кальция) является суммой концентрации кислоторастворимого Ca и концентрации нерастворимого в кислоте Ca, содержащегося в стали.
T.O (общий кислород); 0,0100 масс. % или меньше
Касательно O (кислорода), отметим, что в случае, когда концентрация T.O больше 0,0100 масс. %, то, поскольку в стали имеет место увеличение количества включений на основе оксидов, рост зерна кристалла замедляется, что в результате приводит к ухудшению характеристик потери в железе. С учётом вышесказанного, концентрацию T.O устанавливают равной 0,0100 масс. % или меньше, либо предпочтительно 0,0060 масс. % или меньше. В настоящем документе количество T.O является суммой количества O (кислорода), присутствующего в стали в форме твёрдого раствора, и количества O (кислорода), присутствующего в стали в форме оксидов.
РЗМ; от 0,0001 масс. % до 0,0050 масс. %
РЗМ является эффективным для улучшения магнитных свойств за счёт образования стабильных сульфидов при высокой температуре, как описано выше. Кроме того, можно ожидать дополнительного эффекта увеличения количества эффективного Ca. С учётом вышесказанного, необходимо, чтобы концентрация РЗМ составляла 0,0001 масс. % или больше. С другой стороны, в случае, когда РЗМ добавляют в избыточном количестве, существуют риски насыщения таких эффектов, увеличения стоимости и снижения температуры плавления включений на основе оксидов. С учётом вышесказанного, верхний предел концентрации РЗМ устанавливают равным 0,0050 масс. %.
Лист из неструктурированной электротехнической стали согласно настоящему изобретению может дополнительно содержать, по меньшей мере, один из элементов групп A-C, приведённых ниже, в дополнение к химическому составу, описанному выше.
Группа A, состоящая из одного или обоих элементов, выбранных из Sn (олова) и Sb (сурьмы), каждого в количестве от 0,01 масс. % до 0,1 масс. %
Sn и Sb, оба являются эффективными для улучшения магнитных свойств путём улучшения текстуры. Для реализации такого эффекта предпочтительно добавлять указанные элементы по отдельности или в сочетании, каждый в количестве 0,01 масс. % или больше. Однако в случае, когда упомянутые элементы добавляют в избыточных количествах, в стали происходит охрупчивание, что в результате приводит к появлению разрыва и дефекта поверхности, такого как плена, возникающего в стальном листе в процессе его изготовления. С учётом вышесказанного, предпочтительно, чтобы верхний предел концентрации каждого из указанных элементов составлял 0,1 масс. %.
Группа B, состоящая из Mg (магния) в количестве от 0,0001 масс. % до 0,0050 масс. %
Поскольку Mg представляет собой элемент, который является эффективным для улучшения магнитных свойств за счёт образования сульфидов, более стабильных, чем MnS и Cu2S, в высокотемпературной среде, можно добавлять Mg. Для реализации такого эффекта предпочтительно добавлять Mg в количестве 0,0001 масс. % или больше. С другой стороны, в случае, когда Mg добавляют в избыточном количестве, существуют риски насыщения такого эффекта и понижения температуры плавления включений на основе оксидов. С учётом вышесказанного, предпочтительно, чтобы верхний предел концентрации Mg составлял 0,0050 масс. %.
Группа C, состоящая из одного, двух или всех элементов, выбранных из Cu (меди), Ni (никеля) и Cr (хрома), каждого в количестве от 0,01 масс. % до 0,5 масс. %
Поскольку Cu, Ni и Cr представляют собой элементы, которые являются эффективными для снижения потери в железе за счёт повышения удельного сопротивления стального листа, можно добавлять один, два или все указанные элементы. Для реализации такого эффекта предпочтительно добавлять каждый из упомянутых элементов в количестве 0,01 масс. % или больше. С другой стороны, так как данные элементы являются более дорогостоящими, чем Si и Al, предпочтительно, чтобы концентрация каждого из указанных элементов составляла 0,5 масс. % или меньше.
В случае листа из неструктурированной электротехнической стали, изготовленного при использовании способа согласно настоящему изобретению, остальное содержимое, которое отличается от элементов, описанных выше, представляет собой Fe и неизбежные примеси. Однако можно добавлять и другие элементы, если только не наблюдается ослабления эффектов настоящего изобретения, и, например, приемлемо, чтобы концентрация V (ванадия) составляла 0,004 масс. % или меньше, концентрация Nb (ниобия) составляла 0,004 масс. % или меньше, концентрация B (бора) составляла 0,0005 масс. % или меньше, концентрация Ti составляла 0,002 масс. % или меньше, концентрация Cu составляла 0,01 масс. % или меньше, концентрация Ni составляла 0,01 масс. % или меньше и концентрация Cr составляла 0,01 масс. % или меньше, в случае, когда указанные элементы содержатся в виде неизбежных примесей.
Далее в настоящем документе будут описаны химические составы включений на основе оксидов, присутствующие в листе из неструктурированной электротехнической стали согласно настоящему изобретению.
В настоящем изобретении, для получения листа из неструктурированной электротехнической стали, имеющего превосходные магнитные свойства, необходимо, чтобы значение зависящего от концентрации дробного выражения ((масс. % CaO + масс. % оксидов РЗМ)/(масс. % CaO + масс. % оксидов РЗМ + масс. % SiO2 + масс. % Al2O3)), которое является выражением отношения концентраций CaO и оксидов РЗМ к концентрациям включений на основе оксидов, присутствующих не только в готовом стальном листе (стальном листе, подвергнутом конечному отжигу), но также и в горячекатаном стальном листе или слябе, используемом в качестве материала для производства готового стального листа, составляло 0,50 или больше, и чтобы значение зависящего от концентрации дробного выражения (масс. % Al2O3/(масс. % CaO + масс. % оксидов РЗМ + масс. % SiO2 + масс. % Al2O3)), которое является выражением отношения концентрации Al2O3 к концентрациям описанных выше включений на основе оксидов, составляло 0,20 или меньше. Указанные требования могут удовлетворяться в случае, если значение зависящего от массы дробного выражения ((T.Ca + РЗМ)/(T.O + S)), которое является выражением соотношений масс четырёх компонентов стали, а именно, T.Ca, РЗМ, T.O и S, составляет 0,4 или больше.
В случае, когда химические составы описанных выше включений на основе оксидов не удовлетворяют вышеизложенным требованиям, то, поскольку включения на основе оксидов растягиваются при выполнении горячей прокатки вследствие понижения температуры плавления включений на основе оксидов, рост зерна кристалла подавляется в процессе самоотжига сразу же по завершении процесса горячей прокатки, процесса отжига горячекатаного стального листа и процесса конечного отжига, что в результате приводит к ухудшению магнитных свойств. Предпочтительно, чтобы значение зависящего от концентрации дробного выражения ((масс. % CaO + масс. % оксидов РЗМ)/(масс. % CaO + масс. % оксидов РЗМ + масс. % SiO2 + масс. % Al2O3)), которое является выражением отношения концентраций CaO и оксидов РЗМ к концентрациям вышеописанных включений на основе оксидов, составляло 0,6 или больше и чтобы значение зависящего от концентрации дробного выражения (масс. % Al2O3/(масс. % CaO + масс. % оксидов РЗМ + масс. % SiO2 + масс. % Al2O3)), которое является выражением отношения концентрации Al2O3 к концентрациям вышеописанных включений на основе оксидов, составляло 0,1 или меньше. В настоящем документе значение вышеописанного выражения для концентраций CaO и оксидов РЗМ, а также значение вышеописанного выражения для концентрации Al2O3 вычисляют исходя из средних значений, полученных в результате исследования 100 или больше включений на основе оксидов, присутствующих в сечении (сечение L), параллельном направлению прокатки стального листа, с помощью сканирующего электронного микроскопа (СЭМ) и осуществления анализа их химических составов с использованием энергодисперсионного рентгеновского спектрометра (ЭДС), соединённого с СЭМ. В настоящем документе диаметр электронного пучка ЭДС составляет 1 мкм.
Далее в настоящем документе будет изложен способ изготовления сляба, используемого в качестве материала для производства листа из неструктурированной электротехнической стали, описанного выше.
Способ изготовления сляба, используемого в качестве материала для производства листа из неструктурированной электротехнической стали согласно настоящему изобретению, представляет собой способ изготовления сляба, используемого в качестве материала для производства листа из неструктурированной электротехнической стали, имеющего химический состав, описанный выше, в котором осуществляют рафинирование расплавленной стали, выпущенной из конвертера или электродуговой печи, при использовании устройства для вакуумной дегазации; к расплавленной стали, подвергнутой рафинированию в устройстве для вакуумной дегазации, добавляют Ca-содержащий сплав, и непрерывно разливают расплавленную сталь, к которой добавлен Ca-содержащий сплав, с использованием машины непрерывной разливки для получения сляба. В таком способе изготовления сляба к расплавленной стали добавляют Si-содержащее вещество в ходе рафинирования, выполняемого при использовании устройства для вакуумной дегазации, с целью доведения концентрации Si в расплавленной стали до величины от 1,5 масс. % до 5,0 масс. %. К расплавленной стали, концентрация Si в которой доведена до заданного значения, добавляют РЗМ-содержащий сплав в ходе рафинирования, выполняемого при использовании устройства для вакуумной дегазации, или по окончании рафинирования, выполняемого при использовании устройства для вакуумной дегазации, с целью доведения концентрации РЗМ в расплавленной стали до значения от 0,0001 масс. % до 0,0050 масс. %. Далее к расплавленной стали, подвергнутой рафинированию в устройстве для вакуумной дегазации и к которой добавлен РЗМ-содержащий сплав, в ковше добавляют Ca-содержащий сплав с целью доведения концентрации T.Ca в расплавленной стали до значения от 0,0010 масс. % до 0,0080 масс. %.
Далее в настоящем документе вышеизложенный способ изготовления сляба будет описан конкретно.
Расплавленную сталь, полученную с использованием конвертера или электродуговой печи, выпускают в ковш и подвергают выпущенную расплавленную сталь рафинированию при пониженном давлении (называемому «вакуумной дегазацией») с использованием устройства для вакуумной дегазации, такого как вакуумный дегазатор RH, у которого имеется функция вакуумного рафинирования. При осуществлении такой вакуумной дегазации C, содержащийся в расплавленной стали, удаляется (называется «вакуумным обезуглероживанием») до достижения сверхнизкой концентрации углерода (0,0050 масс. % или меньше), одновременно удаляется N, имеющийся в расплавленной стали (называется «деазотированием»). Поскольку необходимо осуществлять вакуумное обезуглероживание с использованием устройства для вакуумной дегазации с целью достижения сверхнизкой концентрации углерода в расплавленной стали, предпочтительно выпускать расплавленную сталь из конвертера или электродуговой печи без раскисления.
После достижения концентрации C в расплавленной стали, составляющей 0,0050 масс. % или меньше, посредством вакуумного обезуглероживания добавляют металлический Si и Si-содержащий сплав (такой как сплав Fe-Si) для осуществления раскисления с использованием Si. После выполнения регулирования таким образом, что достигается заданная концентрация Si в расплавленной стали в диапазоне от 1,5 масс. % до 5,0 масс. %, добавляют другие составляющие сплава, такие как металлический Mn, для осуществления регулирования состава. В дополнение к этому, для регулирования концентрации РЗМ в случае, когда РЗМ-содержащий сплав добавляют в ходе вакуумной дегазации, РЗМ-содержащий сплав добавляют в тот же момент времени, что и другие составляющие сплава, такие как металлический Mn, или позже. Далее, после удаления включений на основе оксидов и включений на основе оксисульфидов из расплавленной стали посредством флотационного разделения путём осуществления обработки в циркуляционной системе в течение заданного периода времени, вакуумную дегазацию завершают. В настоящем способе можно добавлять некоторые сплавы, отличные от РЗМ-содержащего сплава, при выпуске расплавленной стали из конвертера или электродуговой печи. Для регулирования концентрации РЗМ в случае, когда РЗМ-содержащий сплав добавляют после окончания вакуумной дегазации, РЗМ-содержащий сплав добавляют к расплавленной стали в ковше при атмосферном давлении после осуществления вакуумной дегазации. Примеры способа добавления РЗМ-содержащего сплава при атмосферном давлении включают в себя способ впрыска и способ с использованием механизма подачи железной проволоки с покрытием.
К расплавленной стали, которую подвергли вакуумной дегазации и к которой добавлен РЗМ-содержащий сплав, добавляют Ca-содержащий сплав (такой как сплав Ca-Si) в ковше при атмосферном давлении для доведения концентрации T.Ca в расплавленной стали до величины от 0,0010 масс. % до 0,0080 масс. % так, чтобы значение зависящего от массы дробного выражения ((T.Ca + РЗМ)/(T.O + S)), которое является выражением соотношений масс четырёх компонентов стали, составляло 0,4 или больше. Примеры способа добавления Ca-содержащего сплава включают в себя способ впрыска и способ с использованием механизма подачи железной проволоки с покрытием.
В настоящем документе, касательно концентрации T.Ca в расплавленной стали, химический состав которой доведён до заданного, необходимо, чтобы значение зависящего от массы дробного выражения ((T.Ca + РЗМ)/(T.O + S)), которое является выражением соотношений масс четырёх компонентов стали, составляло 0,4 или больше, а также предпочтительно, чтобы значение зависящего от массы дробного выражения (T.Ca/РЗМ), которое является выражением соотношений масс двух компонентов стали, составляло 1,0 или больше. Примеры эффективного способа удовлетворения таких требований включают в себя пример, в котором имеет место увеличение количества Ca-содержащего сплава, добавляемого к расплавленной стали; пример, в котором количество T.O в стали уменьшают путём предоставления достаточного времени пребывания в условиях вакуумной дегазации после осуществления раскисления при использовании Si; и пример, в котором концентрацию S в расплавленной стали снижают до 0,0025 масс. % или меньше путём осуществления обессеривания расплавленного чугуна или расплавленной стали. В дополнение к этому, примеры эффективного способа повышения достигаемого содержания Ca в расплавленной стали и подавления захвата N из атмосферного воздуха включают в себя пример, в котором воздух отсекают путём наложения крышки на ковш и вдувания инертного газа, такого как газообразный аргон, в расплавленную сталь при добавлении Ca-содержащего сплава.
Далее такую расплавленную сталь непрерывно разливают с использованием машины непрерывной разливки для изготовления сляба, имеющего заданную толщину и заданную длину. В данном способе сляб, имеющий заданную толщину и заданную длину, также можно изготовлять с применением способа разливки-обжатия слитков, и настоящее изобретение необязательно отрицает способ изготовления сляба, используемого в качестве материала для производства листа из неструктурированной электротехнической стали, с применением способа разливки-обжатия слитков.
Далее в настоящем документе будет описан способ изготовления листа из неструктурированной электротехнической стали согласно настоящему изобретению.
Вышеописанный сляб, используемый в качестве материала для производства листа из неструктурированной электротехнической стали, подвергают горячей прокатке для получения горячекатаного стального листа. При горячей прокатке предпочтительно, чтобы температура (SRT) повторного нагрева сляба составляла от 1000°C до 1250°C. В случае, когда SRT выше 1250°C, имеет место снижение экономической эффективности вследствие увеличения потери энергии и могут появляться проблемы в процессе изготовления, такие как прогиб сляба, обусловленный снижением высокотемпературной прочности сляба. С другой стороны, в случае, когда SRT ниже 1000°C, имеется повышенная сложность при осуществлении горячей прокатки вследствие увеличения сопротивления горячей деформации. После выполнения повторного нагрева горячую прокатку можно осуществлять в обычных условиях.
С точки зрения достижения удовлетворительной производительности предпочтительно, чтобы толщина горячекатаного стального листа, который изготовляют путём осуществления горячей прокатки, составляла от 1,5 мм до 2,8 мм. В случае, когда толщина стального листа меньше 1,5 мм, имеет место увеличение числа проблем прокатки, возникающих при осуществлении горячей прокатки. С другой стороны, не является предпочтительным, чтобы толщина составляла больше 2,8 мм, поскольку это вызывает ухудшение текстуры вследствие избыточного повышения обжатия при прокатке в ходе осуществления холодной прокатки. Более предпочтительно, чтобы толщина горячекатаного стального листа составляла от 1,7 мм до 2,4 мм.
Хотя отжиг горячекатаного стального листа после осуществления процесса горячей прокатки можно выполнять или исключать его, предпочтительно исключать такой отжиг с точки зрения уменьшения стоимости изготовления. В данном способе, в случае исключения отжига горячекатаного стального листа предпочтительно, чтобы температура сворачивания в рулон после выполнения процесса горячей прокатки составляла 550°C или выше. Это обусловлено тем, что в случае, когда температура сворачивания в рулон ниже 550°C, поскольку эффект самоотжига горячекатаного стального листа в свёрнутом состоянии проявляется в недостаточной мере, может иметь место ситуация, когда рекристаллизация стального листа не происходит в достаточной степени до процесса холодной прокатки, что в результате приводит к появлению смятия и снижению плотности магнитного потока. В случае исключения отжига горячекатаного стального листа более предпочтительно, чтобы температура сворачивания в рулон после осуществления процесса горячей прокатки составляла 600°C или выше.
С другой стороны, в случае выполнения отжига горячекатаного стального листа предпочтительно, чтобы температура выдержки в процессе отжига горячекатаного стального листа составляла от 900°C до 1150°C. Это обусловлено тем, что микроструктура проката сохраняется в случае, когда температура выдержки ниже 900°C, а это приводит к проявлению эффекта улучшения магнитных свойств в недостаточной мере. С другой стороны, в случае, если температура выдержки выше 1150°C, поскольку имеет место увеличение диаметра зерна кристалла, в процессе холодной прокатки появляется тенденция к образованию трещин и имеется экономический недостаток. В настоящем документе нет необходимости говорить, что температура сворачивания в рулон может составлять 550°C или выше, даже в случае выполнения отжига горячекатаного стального листа.
После осуществления процесса горячей прокатки или процесса отжига горячекатаного стального листа вышеописанный горячекатаный стальной лист подвергают холодной прокатке один раз, два раза или больше, при этом процесс отжига располагается между периодами, в которые выполняют холодную прокатку для получения холоднокатаного стального листа, имеющего конечную толщину. В то же время для повышения плотности магнитного потока предпочтительно осуществлять так называемую тёплую прокатку, в которой выполняют прокатку стального листа, температуру которого повышают примерно до 200°C. В дополнение к этому, хотя не существует никакого конкретного ограничения по толщине (конечной толщине) холоднокатаного стального листа, предпочтительно, чтобы указанная толщина составляла от 0,10 мм до 0,60 мм. Это обусловлено тем, что имеет место снижение производительности в случае, когда толщина меньше 0,10 мм. С другой стороны, в случае, когда толщина больше 0,60 мм, в недостаточной степени проявляется эффект снижения потери в железе. Для усиления эффекта снижения потери в железе более предпочтительно, чтобы толщина (конечная толщина) холоднокатаного стального листа составляла от 0,10 мм до 0,35 мм.
После процесса холодной прокатки вышеописанный холоднокатаный стальной лист подвергают конечному отжигу с применением способа непрерывного отжига. Предпочтительно, чтобы температура выдержки в указанном процессе конечного отжига составляла от 700°C до 1150°C. В случае, когда температура выдержки ниже 700°C, поскольку рекристаллизация протекает в недостаточной степени, невозможно достигать хороших магнитных свойств и невозможно реализовать эффект коррекции формы, обусловливаемый непрерывным отжигом. С другой стороны, в случае, когда температура выдержки выше 1150°C, поскольку наблюдается увеличение потери энергии, то имеет место снижение экономической эффективности.
Для дополнительного уменьшения потери в железе предпочтительно формировать изолирующую плёнку путём нанесения покрытия на поверхность вышеописанного стального листа, подвергнутого конечному отжигу, при спекании. В настоящем способе, в случае, когда требуется достижение хорошей пробиваемости, предпочтительно, чтобы такая изолирующая плёнка являлась органической плёнкой, которая содержит смолу. В дополнение к этому, в случае, когда важной считается свариваемость, предпочтительно, чтобы такая изолирующая плёнка являлась полуорганической плёнкой или неорганической плёнкой.
Как описано выше, согласно настоящему изобретению путём регулирования значения зависящего от массы дробного выражения ((T.Ca + РЗМ)/(T.O + S)), которое является выражением соотношений масс четырёх компонентов стали, то есть, T.Ca, РЗМ, T.O и S, на уровне 0,4 или больше в стали тормозят образование растягиваемых включений на основе сульфидов, и можно контролировать, чтобы включения на основе оксидов в стали имели зернистую нерастягиваемую морфологию. В силу этого можно получать лист из неструктурированной электротехнической стали, характеризующийся высокой плотностью магнитного потока и низкой потерей в железе и имеющий такую низкую концентрацию Al, что он является превосходным по эффективности возвращения железного лома в технологический цикл.
ПРИМЕР 1
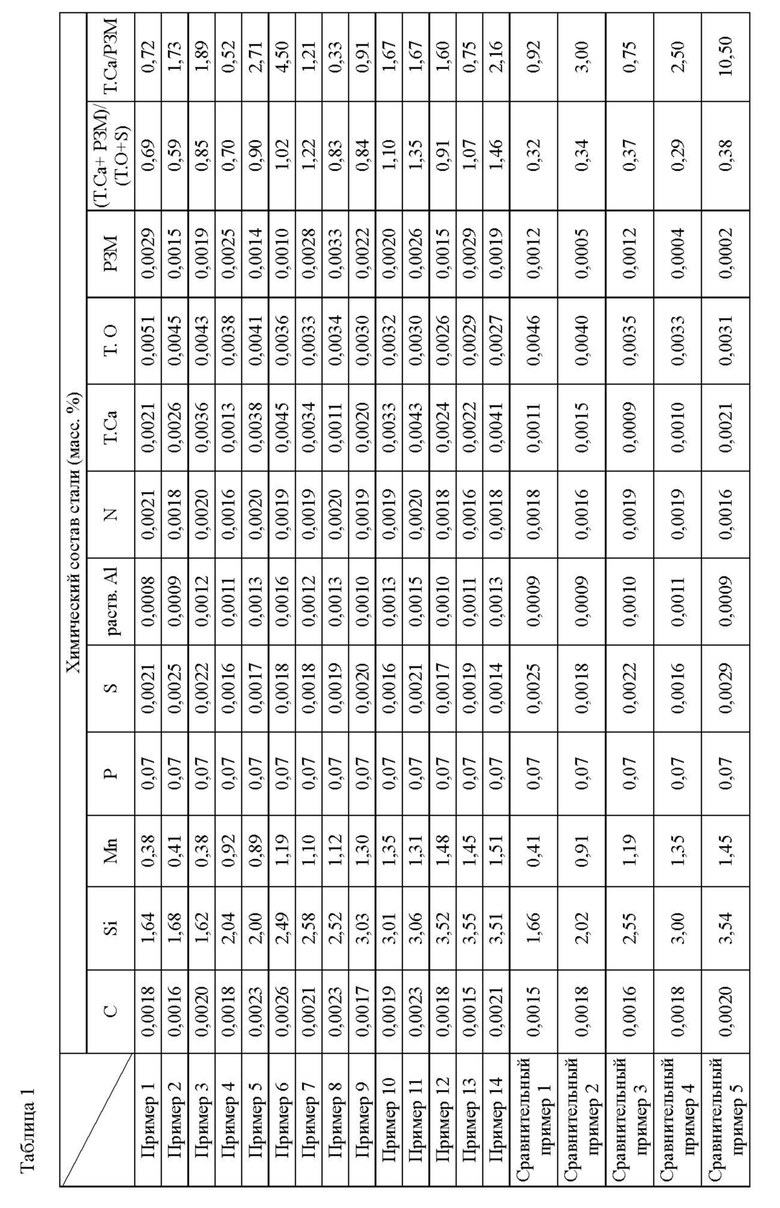
В условиях способа изготовления стального сляба, включающего в себя процессы с вовлечением «конвертера, вакуумного дегазатора RH, добавления сплава Ca-Si с использованием механизма подачи проволоки, и машины непрерывной разливки» на линии промышленного производства, характеризующейся теплоёмкостью класса около 200 тонн в единицах массы расплавленной стали на загрузку, проводили испытание таким образом, что значение зависящего от массы дробного выражения ((T.Ca + РЗМ)/(T.O + S)), которое является выражением соотношений масс четырёх компонентов стали, то есть, T.Ca, РЗМ, T.O и S, изменяли путём варьирования концентраций составляющих частей стали. После выполнения раскисления с использованием Si добавляли РЗМ-содержащий сплав в ходе осуществления рафинирования с применением вакуумного дегазатора RH. Химические составы для различных условий испытания приведены в таблице 1.
Стальные слябы, которые были получены путём осуществления непрерывной разливки, нагревали до температуры от 1050°C до 1130°C и после этого подвергали горячей прокатке для получения горячекатаных стальных листов, имеющих толщину 2,3 мм. В то же время температура сворачивания в рулон составляла 680°C во всех случаях. Полученные горячекатаные стальные листы подвергали травлению с последующей холодной прокаткой для получения холоднокатаных стальных листов, имеющих конечную толщину 0,50 мм, данные холоднокатаные стальные листы подвергали конечному отжигу в условиях температуры выдержки 1000°C, а отожжённые стальные листы покрывали изолирующими плёнками путём нанесения покрытия при спекании для получения листов из неструктурированной электротехнической стали (готовых стальных листов).
Для анализа химических составов 100 или больше включений на основе оксидов исследовали параллельное направлению прокатки сечение (сечение L) готового стального листа, полученного, как описано выше, при помощи сканирующего электронного микроскопа (СЭМ). Исходя из средних величин, вычисленных на основе значений, полученных в результате анализа, вычисляли значение зависящего от концентрации дробного выражения ((масс. % CaO + масс. % оксидов РЗМ) / (масс. % CaO + масс. % оксидов РЗМ + масс. % SiO2 + масс. % Al2O3)), которое является выражением отношения концентраций CaO и оксидов РЗМ к концентрациям включений на основе оксидов, и значение зависящего от концентрации дробного выражения (масс. % Al2O3 / (масс. % CaO + масс. % оксидов РЗМ + масс. % SiO2 + масс. % Al2O3)), которое является выражением отношения концентрации Al2O3 к концентрациям включений на основе оксидов.
В дополнение к этому, определяли средний диаметр зерна кристалла готового стального листа, описанного выше. Средний диаметр зерна кристалла получали посредством измерения средней площади сечения зёрен кристалла с использованием метода сравнения или метода секущих, предусмотренного стандартом JIS G 0552 «Способы испытания для определения зерна феррита в стали», и определения диаметра окружности, эквивалентной полученной площади, как среднего диаметра зерна кристалла. Кроме того, в соответствии со стандартом JIS C 2552 отбирали образцы для испытания методом Эпштейна в направлении прокатки и в направлении, ортогональном направлению прокатки готового стального листа, описанного выше, с целью определения плотности магнитного потока B50 (плотность магнитного потока при напряжённости магнитного поля, составляющей 5000 A/м) и потери в железе W15/50 (потеря в железе под действием возбуждения при плотности магнитного потока 1,5 Tл и частоте 50 Гц).
Результаты анализа включений, описанных выше, и результаты определения среднего диаметра зерна кристалла, плотности магнитного потока B50 и потери в железе W15/50 приведены в таблице 2.
Таблица 2
(C+R+S+A)
(C+R+S+A)
{(масс.% CaO) + (масс. % оксидов РЗМ)}/
{(масс. % CaO) + (масс. % оксидов РЗМ) + (масс. % SiO2) + (масс. % Al2O3)}
(масс. % Al2O3)/
{(масс. % CaO) + (масс. % оксидов РЗМ) + (масс. % SiO2) + (масс. % Al2O3)}
Как показано в таблице 2, очевидно, что стальные листы, которые соответствовали настоящему изобретению, (примеры 1-14) характеризовались низкой потерей в железе, представленной величиной W15/50, равной 2,87 Вт/кг или меньше, хорошей плотностью магнитного потока, представленной величиной B50, равной 1,708 Tл или больше, а это означает, что листы примеров обладали превосходными магнитными свойствами. В противоположность этому, ясно, что магнитные свойства стальных листов сравнительных примеров 1-5, которые не соответствовали настоящему изобретению, были неудовлетворительными по показателям потери в железе W15/50 и/или плотности магнитного потока B50.
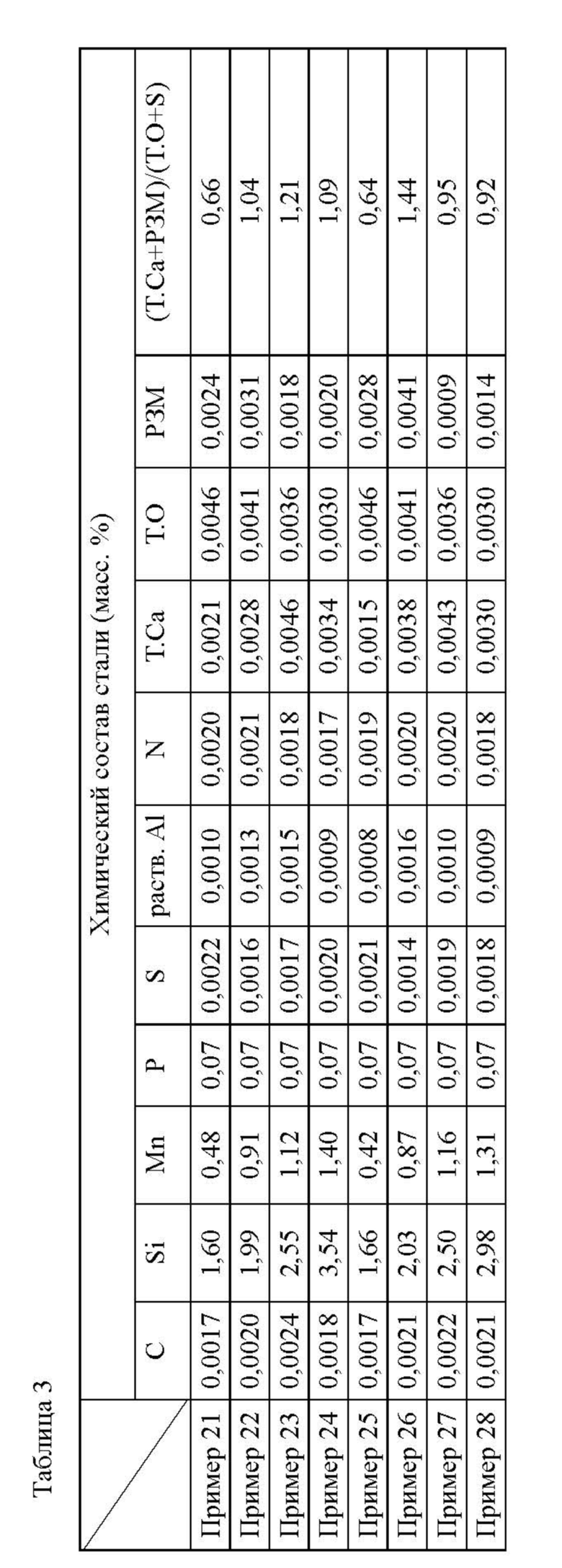
ПРИМЕР 2
С использованием того же способа изготовления стального сляба, что и в случае примера 1, изготовляли стальные слябы, имеющие химические составы, приведённые в таблице 3, которые соответствовали настоящему изобретению. Однако условия изготовления разделялись на две группы в соответствии с выбором момента добавления РЗМ-содержащего сплава, а именно, в одном случае сплав добавляли в вакуумный дегазатор RH после выполнения раскисления путём использования Si, а в другом случае сплав добавляли после осуществления обработки в вакуумном дегазаторе RH, перед добавлением Ca-содержащего сплава.
Полученные стальные слябы превращали в листы из неструктурированной электротехнической стали (готовые стальные листы) с применением того же способа, что и в случае примера 1. Для готовых стальных листов, полученных с применением того же способа, что и в случае примера 1, вычисляли значение зависящего от концентрации дробного выражения ((масс. % CaO + масс. % оксидов РЗМ)/(масс. % CaO + масс. % оксидов РЗМ + масс. % SiO2 + масс. % Al2O3)), которое является выражением отношения концентраций CaO и оксидов РЗМ к концентрации включений на основе оксидов, и значение зависящего от концентрации дробного выражения (масс. % Al2O3/(масс. % CaO + масс. % оксидов РЗМ + масс. % SiO2 + масс. % Al2O3)), которое является выражением отношения концентрации Al2O3 к концентрации включений на основе оксидов, а также определяли средний диаметр зерна кристалла, плотность магнитного потока B50 и потерю в железе W15/50.
Результаты анализа включений, описанных выше, и результаты определения среднего диаметра зерна кристалла, плотности магнитного потока B50 и потери в железе W15/50 приведены в таблице 4.
Таблица 4
(C+R+S+A)
(C+R+S+A)
B50 (Tл)
{(масс. % CaO) + (масс. % оксидов РЗМ)}/
{(масс. % CaO) + (масс. % оксидов РЗМ) + (масс. % SiO2) + (масс. % Al2O3)}
(масс. % Al2O3)/
{(масс. % CaO) + (масс. % оксидов РЗМ) + (масс. % SiO2) + (масс. % Al2O3)}
Как показано в таблице 4, очевидно, что стальные листы, которые изготавливали при добавлении РЗМ-содержащего сплава в ходе обработки в вакуумном дегазаторе RH после осуществления раскисления путём использования Si (примеры 21-24), характеризовались низкой потерей в железе, представленной величиной W15/50, равной 2,62 Вт/кг или меньше, высокой плотностью магнитного потока, представленной величиной B50, равной 1,716 Tл или больше, а это означает, что листы таких примеров обладали превосходными магнитными свойствами по сравнению со стальными листами, которые изготавливали при добавлении РЗМ-содержащего сплава после осуществления обработки в вакуумном дегазаторе RH до того, как добавляли Ca-содержащий сплав (примеры 25-28).
Изобретение относится к области металлургии, а именно к изготовлению сляба, используемому в качестве материала для листа из неструктурированной электротехнической стали. Способ включает в себя рафинирование расплавленной стали, выпущенной из конвертера или электродуговой печи, с использованием устройства для вакуумной дегазации, и непрерывную разливку расплавленной стали с использованием машины непрерывной разливки для получения сляба. В процессе рафинирования посредством устройства для вакуумной дегазации для раскисления расплавленной стали путём использования Si добавляют металлический Si или Si-содержащий сплав. К расплавленной стали, раскисленной путём использования Si, в ходе рафинирования, выполняемого посредством устройства для вакуумной дегазации, или после окончания рафинирования, выполняемого посредством устройства для вакуумной дегазации, добавляют РЗМ-содержащий сплав, а затем к расплавленной стали в ковше добавляют Ca-содержащий сплав. Сляб имеет химический состав, включающий в себя, в мас.%: 0,0050 или меньше C, от 1,5 до 5,0 Si, от 0,2 до 3,0 Mn, 0,0030 или меньше раств. Al, 0,2 или меньше P, 0,0050 или меньше S, 0,0040 или меньше N, от 0,0010 до 0,0080 T.Ca, 0,0100 или меньше T.O, от 0,0001 до 0,0050 РЗМ, остальное представляет собой Fe и неизбежные примеси. Сляб может дополнительно содержать по меньшей мере один из элементов групп A-C: группа A состоит из одного или обоих элементов, выбранных из Sn и Sb, каждого в количестве от 0,01 до 0,1 мас.%, группа B состоит из Mg в количестве от 0,0001 до 0,0050 мас.% и группа C состоит из по меньшей мере одного элемента, выбранного из Cu, Ni и Cr, каждого в количестве от 0,01 до 0,5 мас.%. В слябе значение дробного выражения ((T.Ca + РЗМ) / (T.O + S)), которое является выражением соотношений масс четырёх компонентов, включая T.Ca, РЗМ, T.O и S, составляет 0,4 или больше, значение дробного выражения ((мас.% CaO + мас.% оксидов РЗМ)/(мас.% CaO + мас.% оксидов РЗМ + мас.% SiO2 + мас.% Al2O3)), которое является выражением отношения концентраций CaO и оксидов РЗМ к концентрациям включений на основе оксидов, составляет 0,50 или больше, а дробного выражения (мас.% Al2O3/(мас.% CaO + мас.% оксидов РЗМ + мас.% SiO2 + мас.% Al2O3)), которое является выражением отношения концентрации Al2O3 к концентрациям указанных выше включений на основе оксидов, составляет 0,20 или меньше. Получаемые из сляба листы неструктурированной электротехнической стали обладают высокой плотностью магнитного потока и низкой потерей в железе. 2 н. и 2 з.п. ф-лы, 4 табл., 2 пр.
1. Способ изготовления сляба, используемого в качестве материала для листа из неструктурированной электротехнической стали, имеющего химический состав, включающий в себя:
0,0050 или меньше мас.% C,
от 1,5 мас.% до 5,0 мас.% Si,
от 0,2 мас.% до 3,0 мас.% Mn,
0,0030 или меньше мас.% раств. Al,
0,2 или меньше мас.% P,
0,0050 или меньше мас.% S,
0,0040 или меньше мас.% N,
от 0,0010 мас.% до 0,0080 мас.% T.Ca,
0,0100 или меньше мас.% T.O,
от 0,0001 мас.% до 0,0050 мас.% РЗМ,
остальное представляет собой Fe и неизбежные примеси,
в котором значение зависящего от массы дробного выражения ((T.Ca + РЗМ) / (T.O + S)), которое является выражением соотношений масс четырёх компонентов, включая T.Ca, РЗМ, T.O и S, составляет 0,4 или больше,
при этом значение зависящего от концентрации дробного выражения ((мас.% CaO + мас.% оксидов РЗМ)/(мас.% CaO + мас.% оксидов РЗМ + мас.% SiO2 + мас.% Al2O3)), которое является выражением отношения концентраций CaO и оксидов РЗМ к концентрациям включений на основе оксидов, составляет 0,50 или больше, причем значение зависящего от концентрации дробного выражения (мас.% Al2O3/(мас.% CaO + мас.% оксидов РЗМ + мас.% SiO2 + мас.% Al2O3)), которое является выражением отношения концентрации Al2O3 к концентрациям указанных выше включений на основе оксидов, составляет 0,20 или меньше,
при этом способ включает в себя
добавление Ca-содержащего сплава к рафинируемой расплавленной стали в процессе рафинирования расплавленной стали, выпущенной из конвертера или электродуговой печи, с использованием устройства для вакуумной дегазации, и непрерывную разливку расплавленной стали, к которой добавлен Ca-содержащий сплав, при использовании машины непрерывной разливки для получения сляба,
при этом в ходе рафинирования посредством устройства для вакуумной дегазации для раскисления расплавленной стали путём использования Si добавляют металлический Si или Si-содержащий сплав,
причем к расплавленной стали, раскисленной путём использования Si, в ходе рафинирования, выполняемого посредством устройства для вакуумной дегазации, или после окончания рафинирования, выполняемого посредством устройства для вакуумной дегазации, добавляют РЗМ-содержащий сплав,
а Ca-содержащий сплав добавляют к расплавленной стали в ковше, к которой был добавлен РЗМ-содержащий сплав.
2. Способ изготовления сляба, используемого в качестве материала для листа из неструктурированной электротехнической стали, имеющего химический состав, включающий в себя:
0,0050 или меньше мас.% C,
от 1,5 мас.% до 5,0 мас.% Si,
от 0,2 мас.% до 3,0 мас.% Mn,
0,0030 или меньше мас.% раств. Al,
0,2 или меньше мас.% P,
0,0050 или меньше мас.% S,
0,0040 или меньше мас.% N,
от 0,0010 мас.% до 0,0080 мас.% T.Ca,
0,0100 или меньше мас.% T.O,
от 0,0001 мас.% до 0,0050 мас.% РЗМ,
по меньшей мере один из элементов групп A-C, приведённых ниже, а остальное представляет собой Fe и неизбежные примеси,
в котором значение зависящего от массы дробного выражения ((T.Ca + РЗМ) / (T.O + S)), которое является выражением соотношений масс четырёх компонентов, включая T.Ca, РЗМ, T.O и S, составляет 0,4 или больше,
при этом значение зависящего от концентрации дробного выражения ((мас.% CaO + мас.% оксидов РЗМ)/(мас.% CaO + мас.% оксидов РЗМ + мас.% SiO2 + мас.% Al2O3)), которое является выражением отношения концентраций CaO и оксидов РЗМ к концентрациям включений на основе оксидов, составляет 0,50 или больше, причем значение зависящего от концентрации дробного выражения (мас.% Al2O3/(мас.% CaO + мас.% оксидов РЗМ + мас.% SiO2 + мас.% Al2O3)), которое является выражением отношения концентрации Al2O3 к концентрациям указанных выше включений на основе оксидов, составляет 0,20 или меньше,
при этом группа A состоит из одного или обоих элементов, выбранных из Sn и Sb, каждого в количестве от 0,01 мас.% до 0,1 мас.%,
группа B состоит из Mg в количестве от 0,0001 мас.% до 0,0050 мас.% и
группа C состоит из одного, двух или всех элементов, выбранных из Cu, Ni и Cr, каждого в количестве от 0,01 мас.% до 0,5 мас.%,
при этом способ включает в себя
добавление Ca-содержащего сплава к рафинируемой расплавленной стали в процессе рафинирования расплавленной стали, выпущенной из конвертера или электродуговой печи, с использованием устройства для вакуумной дегазации, и непрерывную разливку расплавленной стали, к которой добавлен Ca-содержащий сплав, при использовании машины непрерывной разливки для получения сляба,
при этом в ходе рафинирования посредством устройства для вакуумной дегазации для раскисления расплавленной стали путём использования Si добавляют металлический Si или Si-содержащий сплав,
причем к расплавленной стали, раскисленной путём использования Si, в ходе рафинирования, выполняемого посредством устройства для вакуумной дегазации, или после окончания рафинирования, выполняемого посредством устройства для вакуумной дегазации, добавляют РЗМ-содержащий сплав,
а Ca-содержащий сплав добавляют к расплавленной стали в ковше, к которой был добавлен РЗМ-содержащий сплав.
3. Способ по п. 1 или 2, в котором значение зависящего от массы дробного выражения (T.Ca/РЗМ), которое является выражением соотношений масс двух компонентов, включая T.Ca и РЗМ, составляет 1,0 или больше.
4. Способ по любому из пп. 1-3, в котором средний диаметр зерна кристалла металлографической структуры составляет 40 мкм или больше.
| Автомобиль-сани, движущиеся на полозьях посредством устанавливающихся по высоте колес с шинами | 1924 |
|
SU2017A1 |
| ЛИТОЙ СЛЯБ ИЗ НЕТЕКСТУРИРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2009 |
|
RU2467826C2 |
| НЕОРИЕНТИРОВАННАЯ ЛИСТОВАЯ ЭЛЕКТРОТЕХНИЧЕСКАЯ СТАЛЬ И СПОСОБ ИЗГОТОВЛЕНИЯ НЕОРИЕНТИРОВАННОЙ ЛИСТОВОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2015 |
|
RU2665645C1 |
| Токарный резец | 1924 |
|
SU2016A1 |
| Устройство для охлаждения водою паров жидкостей, кипящих выше воды, в применении к разделению смесей жидкостей при перегонке с дефлегматором | 1915 |
|
SU59A1 |

