Область техники, к которой относится изобретение
Настоящее изобретение относится к способу непрерывной разливки стали. Говоря более конкретно, настоящее изобретение относится к способу непрерывной разливки стали, способному уменьшить осевую ликвацию, которая имеет место в слябе.
Уровень техники
В технологическом процессе затвердевания стали растворенные элементы, такие как углерод, фосфор, сера и марганец, концентрируются на незатвердевшей жидкофазной стороне в результате перераспределения при затвердевании стали. В качестве результата между осями дендритов имеет место микроликвация.
В дополнение к этому, в непрерывнолитом слябе, который формируют в результате разливки при использовании установки для непрерывной разливки, и который находится в процессе затвердевания, (ниже в настоящем документе также просто обозначаемом термином «сляб») иногда может формироваться полость на центральном участке в направлении по толщине сляба, или иногда на центральном участке в направлении по толщине сляба может генерироваться вакуумметрическое давление вследствие усадки при затвердевании, усадки при нагревании, вздутия затвердевшей корочки, которое имеет место между роликами установки для непрерывной разливки, и тому подобного. В качестве результата расплавленная сталь вытягивается при поступлении ее в центральный участок в направлении по толщине сляба. Однако, в конце затвердевания в незатвердевшем слое отсутствует достаточное количество расплавленной стали, и, таким образом, расплавленная сталь, которая присутствует между осями дендритов, и в которой концентрируются вышеупомянутые растворенные элементы, перемещается таким образом, что вытягивается при поступлении ее в центральный участок в направлении по толщине сляба, и затвердевает на центральном участке в направлении по толщине сляба. В месте ликвации, сформированном описанным выше образом, концентрации растворенных элементов являются значительно большими, чем первоначальные концентрации растворенных элементов в расплавленной стали. Данное явление в общем случае называется «микроликвацией», а также называется «осевой ликвацией» вследствие той локализации, где данное явление имеет место.
Осевая ликвация в слябах значительно уменьшает качество материала магистральных труб, использующихся для транспортирования сырой нефти, природного газа и тому подобного. Например, водород, который поступает во внутреннее пространство стали вследствие реакции корродирования, диффундирует и накапливается в окрестности сульфида марганца (MnS) или карбида ниобия (NbC), образовавшихся на участке, где имеет место осевая ликвация, и вследствие внутреннего давления образуются трещины таким образом, что стимулируется ухудшение качества, такое как то, которое упоминалось выше. В дополнение к этому, участок, где имеет место осевая ликвация, приобретает твердость вследствие высоких концентраций растворенных элементов, и, таким образом, вышеупомянутые трещины дополнительно распространяются и простираются до периферийных участков. Данные трещины называются водород-индуцированным растрескиванием (ВИР). Таким образом, чрезвычайно важным является уменьшение осевой ликвации, которая имеет место на центральном участке в направлении по толщине сляба, в целях улучшения качества стальной продукции.
На предшествующем уровне техники имеется большое количество технологий уменьшения осевой ликвации, которая имеет место в слябе, или придания безвредности осевой ликвации, которая имеет место в слябе, на протяжении периода времени от технологического процесса непрерывной разливки до технологического процесса прокатки. Например, в каждом из источников патентной литературы, выбираемых из источника патентной литературы 1 и источника патентной литературы 2, предлагается технология разливки в установке для непрерывной разливки сляба, который имеет незатвердевший слой, и который находится на стадии конца затвердевания, при одновременной постепенной прокатке сляба при использовании роликов, поддерживающих сляб, с достижением величины обжатия при прокатке, которая является по существу эквивалентной сумме из величины усадки при затвердевании и величины усадки при нагревании, таким образом, чтобы уменьшить толщину сляба. Данная методика называется способом мягкого обжатия. В способе мягкого обжатия при вытаскивании сляба при использовании пар роликов, поддерживающих сляб, которые компонуют в направлении разливки, сляб подвергают постепенной прокатке и обжатию по толщине с достижением величины обжатия при прокатке, соразмерной с суммой из величины усадки при затвердевании и величины усадки при нагревании, таким образом, чтобы уменьшить объем незатвердевшего слоя, и на центральном участке сляба предотвращается формирование полости и участка вакуумметрического давления. В качестве результата предотвращается вытягивание концентрированной расплавленной стали между осями дендритов при поступлении ее в центральный участок в направлении по толщине сляба. В результате действия такого механизма при использовании способа мягкого обжатия уменьшается осевая ликвация, которая имеет место в слябе.
В дополнение к этому, как это известно, имеется тесная взаимозависимость между формой микроструктуры дендрита на центральном участке в направлении по толщине и осевой ликвацией. Например, в источнике патентной литературы 3 предлагается технология облегчения измельчения и равноосной кристаллизации для микроструктуры при затвердевании в результате задания конкретного расхода воды в направлении разливки в определенной позиции в зоне вторичного охлаждения установки для непрерывной разливки стали, составляющего 0,5 л/кг или более, и уменьшения осевой ликвации. В источнике патентной литературы 4 предлагается технология уменьшения осевой ликвации в результате надлежащего подстраивания условий обжатия при прокатке и условий охлаждения таким образом, чтобы задавать расстояние между первичными осями дендритов на центральном участке в направлении по толщине сляба, составляющее 1,6 мм или менее.
В противоположность этому, в качестве способа контролируемого выдерживания температуры сляба в установке для непрерывной разливки в источнике патентной литературы 5 предлагается технология нагревания и увеличения поверхностной температуры сляба, и данная технология фактически направлена на предотвращение поверхностного растрескивания сляба. В источнике патентной литературы 5 предотвращается возникновение поверхностного растрескивания во время правки сляба в результате нагревания поверхностного слоя сляба при средней скорости увеличения температуры, составляющей 30 °С/мин или более, в правильной зоне установки для непрерывной разливки.
Перечень цитирования
Источники патентной литературы
ИПЛ 1: публикация японской нерассмотренной патентной заявки № 8-132203
ИПЛ 2: публикация японской нерассмотренной патентной заявки № 8-192256
ИПЛ 3: публикация японской нерассмотренной патентной заявки № 8-224650
ИПЛ 4: публикация японской нерассмотренной патентной заявки № 2016-28827
ИПЛ 5: публикация японской нерассмотренной патентной заявки № 2008-100249
Раскрытие сущности изобретения
Техническая проблема
В изобретении, описанном в источнике патентной литературы 1, и изобретении, описанном в источнике патентной литературы 2, осевая ликвация может быть уменьшена в результате мягкого обжатия. Однако, изобретение, описанное в источнике патентной литературы 1, и изобретение, описанное в источнике патентной литературы 2, являются недостаточными для уменьшения осевой ликвации до того уровня, который недавно был затребован для стальных труб, таких как материалы магистральных труб.
В изобретении, описанном в источнике патентной литературы 3, и изобретении, описанном в источнике патентной литературы 4, измельчение для микроструктуры при затвердевании обуславливается проведением подстраивания условий вторичного охлаждения в дополнение к мягкому обжатию, и осевая ликвация может быть уменьшена. Однако, уровень уменьшения ликвации, при этом данный уровень требуется для стальных труб, таких как материалы магистральных труб, год от года увеличивается, и изобретение, описанное в источнике патентной литературы 3, и изобретение, описанное в источнике патентной литературы 4, являются недостаточными для достижения уровня уменьшения ликвации, который будет затребован в будущем. В дополнение к этому, в целях дополнительного уменьшения ликвации может быть рассмотрена, например, непрерывная разливка стали в оптимальных условиях мягкого обжатия, и затруднительным является достижение дополнительного уменьшения ликвации в сопоставлении с тем, чего добиваются в настоящее время при использовании способа, описанного в источнике патентной литературы 3, или способа, описанного в источнике патентной литературы 4.
Устройство для нагревания сляба, описанное в источнике патентной литературы 5, характеризуется ограниченным установочным пространством в установке для непрерывной разливки, и, таким образом, устройство для нагревания сляба неспособно контролируемо выдерживать равномерную температуру по всему слябу даже несмотря на возможность использования устройства для нагревания сляба в качестве средства локального нагревания.
Настоящее изобретение было сделано с учетом данных проблем, и одна цель настоящего изобретения заключается в предложении способа непрерывной разливки стали, способного уменьшить осевую ликвацию, которая имеет место в слябе.
Разрешение проблемы
Изобретатели настоящего изобретения провели обширные исследования в целях разрешения вышеупомянутых проблем. Как это открыли изобретатели настоящего изобретения в качестве результата, в технологическом процессе охлаждения сляба при непрерывной разливке стали осевая ликвация может быть уменьшена в большой степени в результате охлаждения сляба в предварительно определенной секции при предварительно определенном расходе воды, и, в соответствии с этим, и было сделано настоящее изобретение.
Настоящее изобретение было сделано на основании вышеупомянутых знаний, и сущность настоящего изобретения представляет собой нижеследующее.
[1] Способ непрерывной разливки стали, при котором в секции в установке для непрерывной разливки вдоль направления извлечения сляба секцию от начальной точки, в которой среднее значение долей твердой фазы вдоль направления по толщине в центре в направлении по ширине сляба находится в пределах диапазона между 0,4 или более и 0,8 или менее, до конечной точки, в которой среднее значение долей твердой фазы вдоль направления по толщине в центре в направлении по ширине сляба является большим, чем среднее значение долей твердой фазы в начальной точке и составляет 1,0 или менее, задают в качестве первой секции, и сляб охлаждают водой в первой секции при расходе воды при расчете на площадь поверхности сляба в пределах диапазона между 50 л/(м2 × мин) или более и 2000 л/(м2 × мин) или менее.
[2] В способе непрерывной разливки стали, описанном в представленной выше позиции [1], сляб охлаждают водой в первой секции при расходе воды при расчете на площадь поверхности сляба в пределах диапазона между 300 л/(м2 × мин) или более и 1000 л/(м2 × мин) или менее.
[3] В способе непрерывной разливки стали, описанном в представленной выше позиции [1] или представленной выше позиции [2], среднее значение долей твердой фазы в конечной точке первой секции составляет менее, чем 1,0, и секцию, которая позиционируется по ходу технологического потока еще ниже первой секции, и которая имеет предварительно определенную длину, задают в качестве второй секции, и сляб охлаждают водой во второй секции при расходе воды при расчете на площадь поверхности сляба, меньшем, чем расход воды при расчете на площадь поверхности сляба в первой секции.
[4] В способе непрерывной разливки стали, описанном в представленной выше позиции [3], сляб охлаждают водой во второй секции при расходе воды при расчете на площадь поверхности сляба в пределах диапазона между 50 л/(м2 × мин) или более и 300 л/(м2 × мин) или менее.
[5] В способе непрерывной разливки стали, описанном в представленной выше позиции [3] или представленной выше позиции [4], во второй секции поверхностная температура сляба составляет 200 °С или менее.
[6] В способе непрерывной разливки стали, описанном в любой одной из позиций от представленной выше позиции [1] до представленной выше позиции [5], первая секция локализуется в области горизонтальной зоны, в которой сляб транспортируют в горизонтальном направлении в установке для непрерывной разливки.
[7] В способе непрерывной разливки стали, описанном в любой одной из позиций от представленной выше позиции [1] до представленной выше позиции [6], в секции, которая представляет собой область, отнесенную на 5 м или более на расположенной ниже по ходу технологического потока стороне от нижнего конца кристаллизатора установки для непрерывной разливки вдоль линии траектории извлечения сляба, и которая представляет собой секцию, простирающуюся, по меньшей мере, на 5 м или более в направлении расположенной выше по ходу технологического потока стороны от позиции между роликами, соседними с расположенной выше по ходу технологического потока стороной начальной точки первой секции, проводят охлаждение сляба без распыления воды вторичного охлаждения на сляб, и при представлении полной ширины сляба символом W (от - 0,5 W через центр в направлении по ширине при 0 до + 0,5 W) разность между максимальным значением и минимальным значением поверхностной температуры сляба в пределах диапазона в 0,8 W (от - 0,4 W через центр в направлении по ширине при 0 до + 0,4 W) для ширины сляба между роликами, соседними с расположенной выше по ходу технологического потока стороной начальной точки первой секции, составляет 150 °С или менее.
Выгодные эффекты от изобретения
В способе непрерывной разливки стали, соответствующем настоящему изобретению, может быть уменьшена осевая ликвация, которая имеет место в слябе.
Краткое описание чертежей
Фигура 1 представляет собой схематическую диаграмму, иллюстрирующую один пример установки для непрерывной разливки, способной использовать способ непрерывной разливки стали, соответствующий настоящему изобретению.
Фигура 2 представляет собой изображение вида сверху, иллюстрирующее позицию для центра в направлении по ширине сляба.
Фигура 3 представляет собой изображение вида в поперечном сечении для сляба, который разрезают в направлении по толщине в позиции для центра в направлении по ширине.
Фигура 4 представляет собой диаграмму, иллюстрирующую область поперечного сечения сляба, которая должна быть подвергнута анализу при вычислении доли твердой фазы вдоль направления по толщине в центре в направлении по ширине сляба.
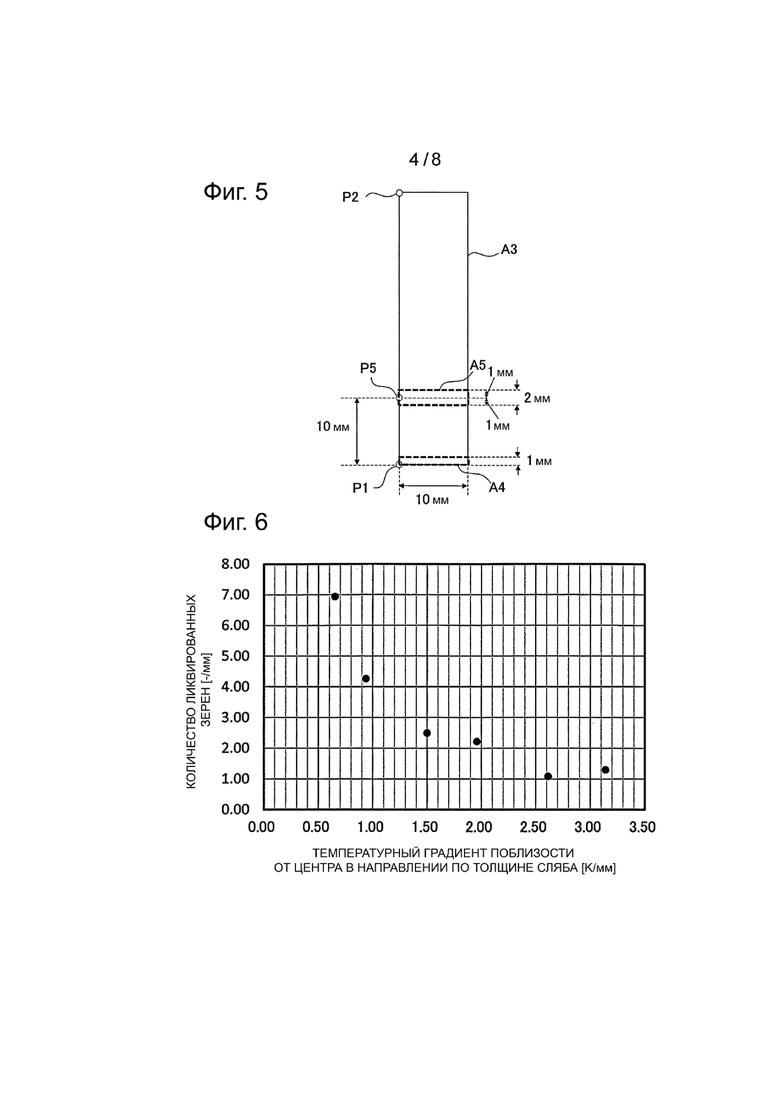
Фигура 5 представляет собой диаграмму, иллюстрирующую область поперечного сечения сляба, которую используют при вычислении температурного градиента поблизости от центра в направлении по толщине в конце затвердевания.
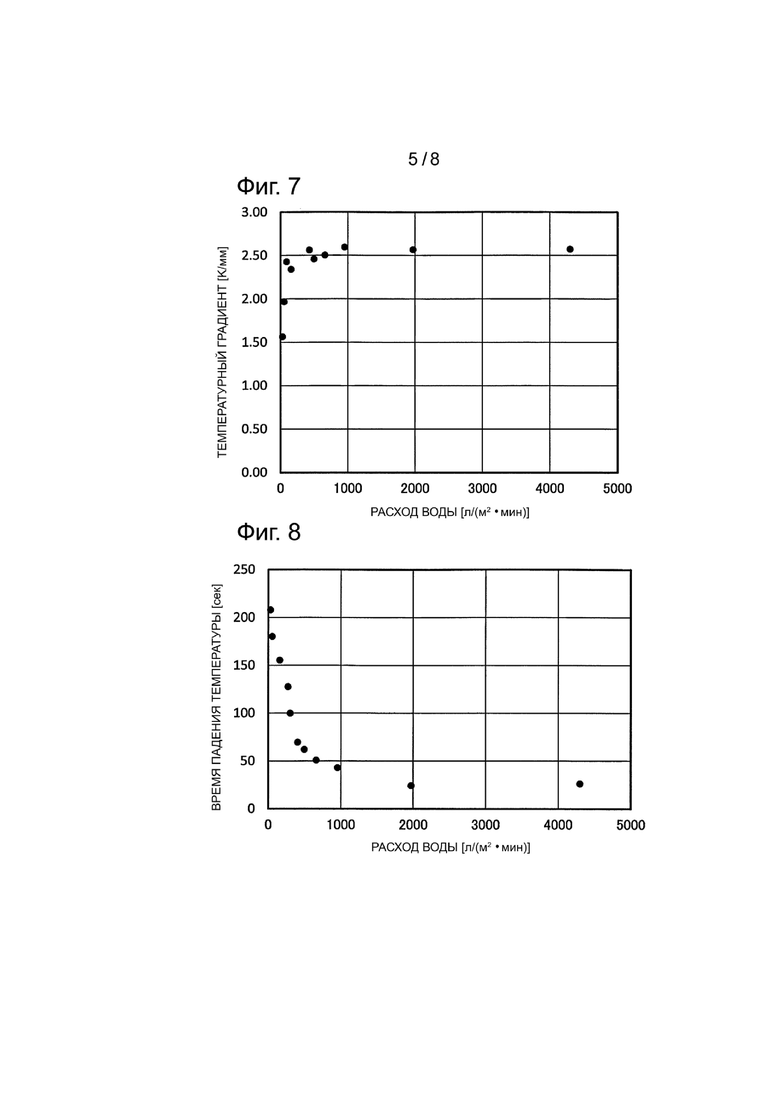
Фигура 6 представляет собой график, иллюстрирующий взаимозависимость между температурным градиентом и количеством ликвированных зерен в справочном эксперименте 1.
Фигура 7 представляет собой график, иллюстрирующий взаимозависимость между расходом воды и температурным градиентом в справочном эксперименте 2.
Фигура 8 представляет собой график, иллюстрирующий взаимозависимость между расходом воды и временем падения температуры в справочном эксперименте 3.
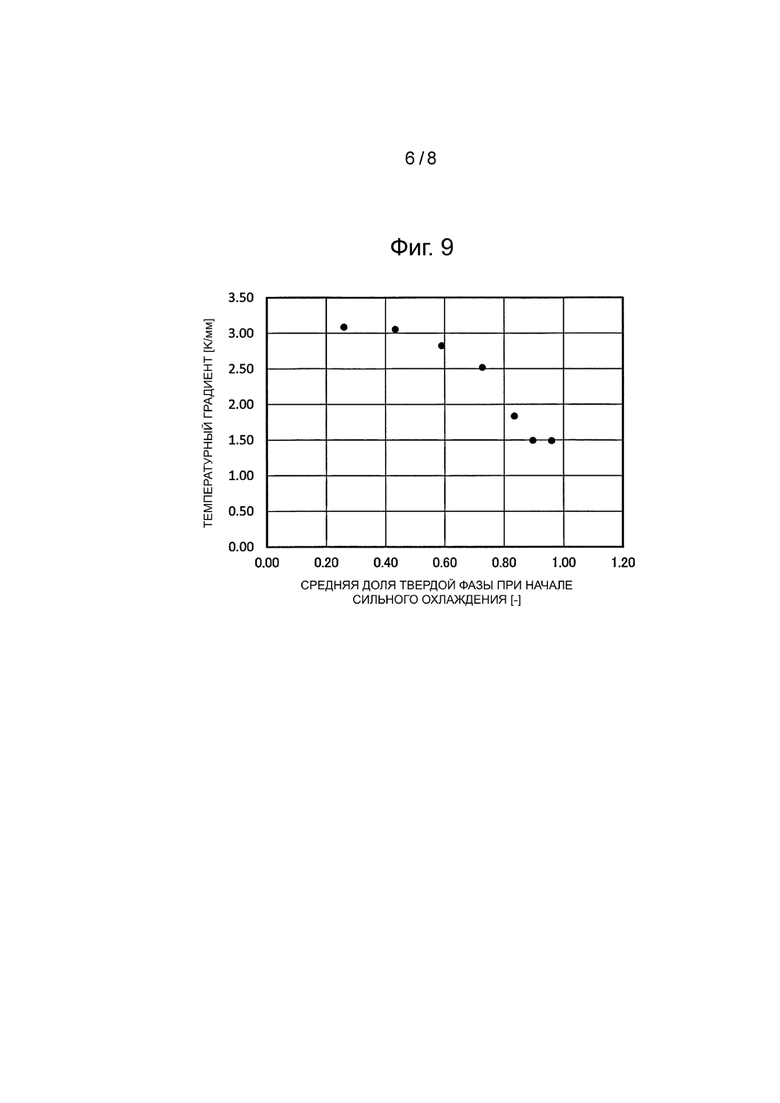
Фигура 9 представляет собой график, иллюстрирующий взаимозависимость между долей твердой фазы при начале сильного охлаждения и температурным градиентом в справочном эксперименте 4.
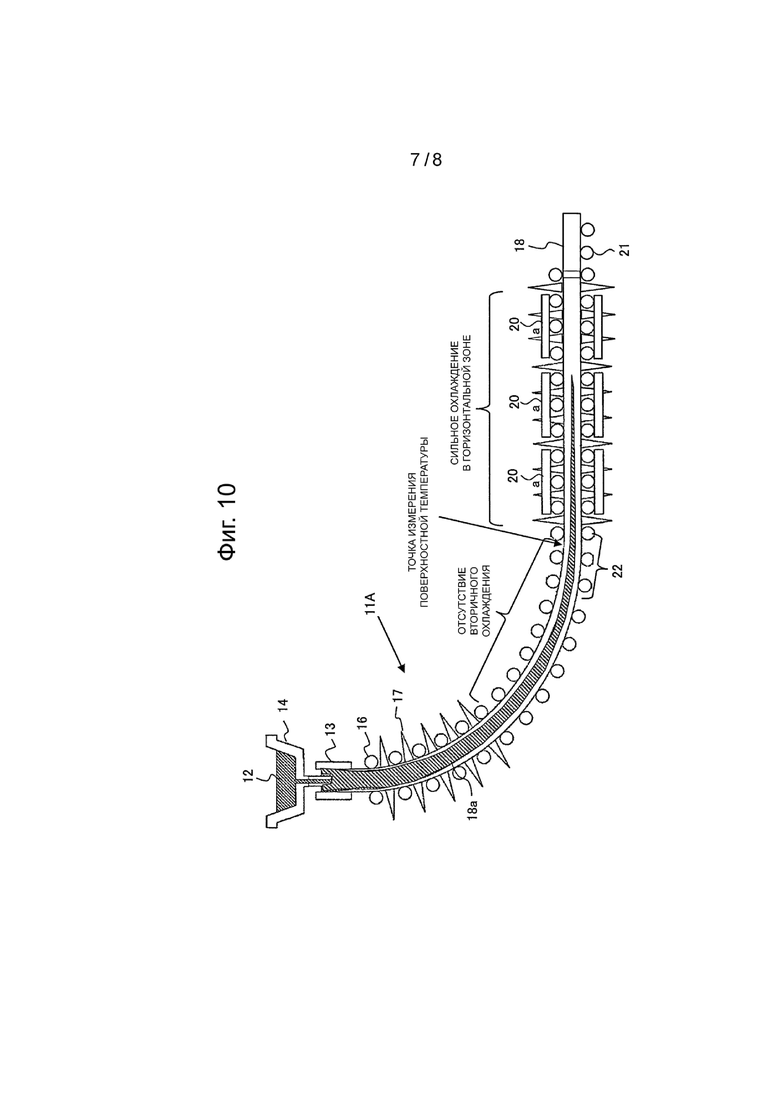
Фигура 10 представляет собой схематическую диаграмму, иллюстрирующую еще один пример установки для непрерывной разливки, способной использовать способ непрерывной разливки стали, соответствующий настоящему изобретению.
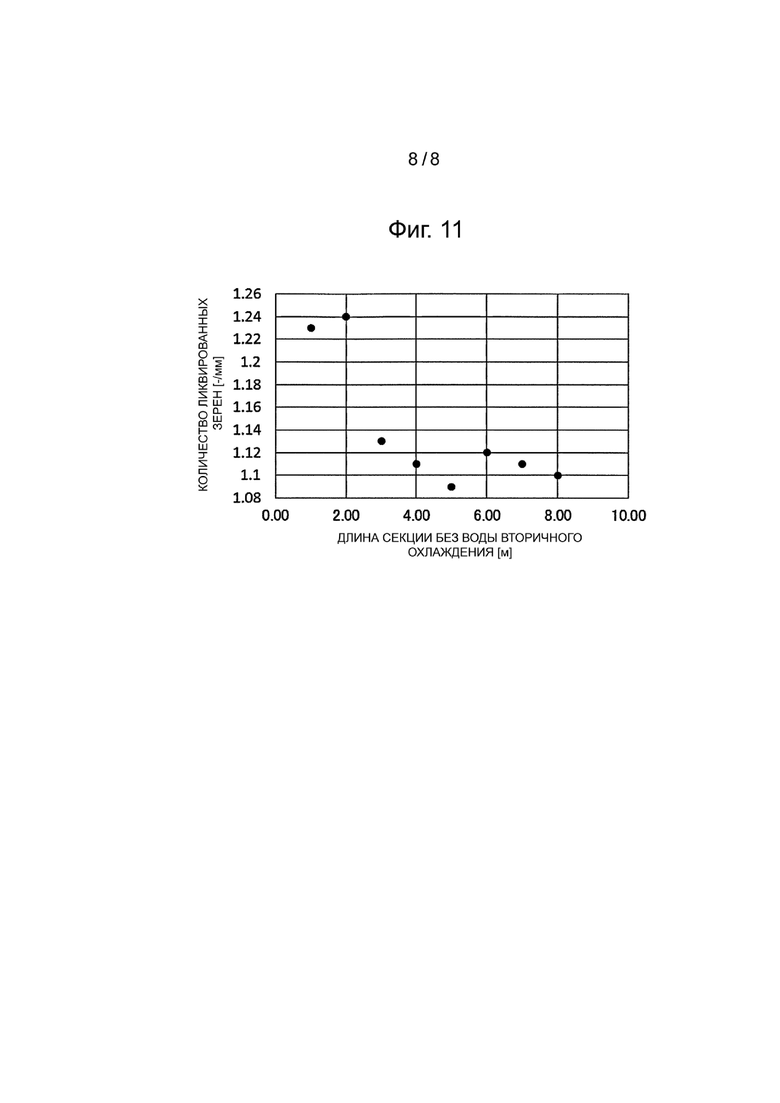
Фигура 11 представляет собой график, иллюстрирующий взаимозависимость между длиной секции, в которой не используют воду вторичного охлаждения, и количеством ликвированных зерен.
Осуществление изобретения
Ниже будет описываться один предпочтительный вариант осуществления настоящего изобретения при обращении к чертежам. Как это должно быть отмечено, на объем настоящего изобретения не накладывают ограничений примерами, проиллюстрированными на чертежах. В настоящем описании изобретения символ «-» указывает на безразмерную величину.
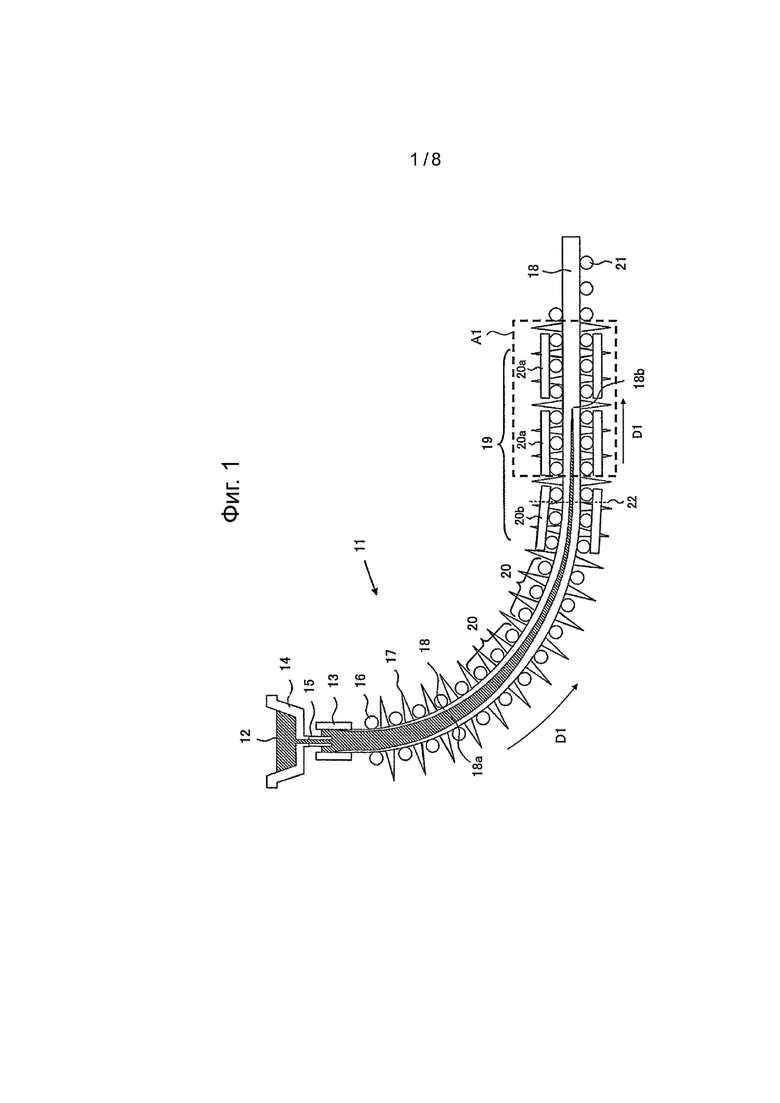
Фигура 1 представляет собой схематическую диаграмму, иллюстрирующую один пример установки для непрерывной разливки, способной использовать способ непрерывной разливки стали, соответствующий настоящему изобретению. Установка для непрерывной разливки 11, проиллюстрированная на фигуре 1, представляет собой вертикальную установку для непрерывной разливки с изгибанием сляба. Как это должно быть отмечено, на установку для непрерывной разливки 11 не накладывают ограничений вертикальной установкой для непрерывной разливки с изгибанием сляба, и может быть использована установка для непрерывной разливки с криволинейным кристаллизатором.
Установка для непрерывной разливки 11, проиллюстрированная на фигуре 1, включает разливочное устройство 14, кристаллизатор 13, пары поддерживающих сляб роликов 16, множество распылительных форсунок 17 и тому подобное. Как это проиллюстрировано на фигуре 1, сляб 18 извлекают в направлении извлечения сляба D1. В настоящем описании изобретения сторона, на которой размещают разливочное устройство 14 в направлении извлечения сляба D1, будет обозначаться термином «сторона, расположенная выше по ходу технологического потока», а сторона, на которую сляб 18 извлекают, будет обозначаться термином «сторона, расположенная ниже по ходу технологического потока».
Разливочное устройство 14 размещается выше кристаллизатора 13 и подает расплавленную сталь 12 в кристаллизатор 13. Расплавленную сталь 12 подают из ковша (не проиллюстрировано) в разливочное устройство 14 и хранят в разливочном устройстве 14. В нижней части разливочного устройства 14 располагают разливочный стакан со скользящим раствором (не проиллюстрировано), который подстраивает расход расплавленной стали 12, и на нижней поверхности разливочного стакана со скользящим раствором размещают погружной стакан 15.
Ниже разливочного устройства 14 размещают кристаллизатор 13. Расплавленную сталь 12 вводят в кристаллизатор 13 через погружной стакан 15 разливочного устройства 14. Введенную расплавленную сталь 12 охлаждают в кристаллизаторе 13 (первичное охлаждение), и в качестве результата формируется профиль внешней корочки сляба 18.
Пары поддерживающих сляб роликов 16 поддерживают сляб 18 с обеих сторон сляба 18 вдоль направления извлечения сляба D1. Пары поддерживающих сляб роликов 16 формируют, например, из пар поддерживающих роликов, включающих пару поддерживающих роликов, пару направляющих роликов и пару тянущих роликов. В дополнение к этому, как это проиллюстрировано на фигуре 1, пары поддерживающих сляб роликов 16 разделяют на группы, каждая из которых формирует единый сегмент 20.
Вдоль направления извлечения сляба D1 компонуют множество распылительных форсунок 17 таким образом, чтобы каждая из распылительных форсунок 17 была бы расположена между соседними поддерживающими сляб роликами 16. Каждая из распылительных форсунок 17 представляет собой форсунку для распыления охлаждающей воды на сляб 18 таким образом, чтобы подвергнуть сляб 18 вторичному охлаждению. В качестве распылительных форсунок 17 могут быть использованы без ограничения форсунки, такие как водораспылительные форсунки (форсунки с однопоточными соплами) и воздушно-жидкостные распылительные форсунки (форсунки с двухпоточными соплами).
Сляб 18 охлаждают охлаждающей водой (водой вторичного охлаждения), которую распыляют из множества распылительных форсунок 17, при одновременном извлечении его в направлении извлечения сляба D1. Как это должно быть отмечено, незатвердевший участок 18а расплавленной стали в слябе 18 проиллюстрирован в качестве заштрихованного участка на фигуре 1. В дополнение к этому, на фигуре 1 ссылочная позиция 18b обозначает позицию завершения затвердевания, в которой исчезал незатвердевший участок 18а, и завершается затвердевание.
В установке для непрерывной разливки 11 зона мягкого обжатия 19, в которой сляб 18 подвергают мягкому обжатия, локализуется на стороне, расположенной ниже по ходу технологического потока. Зона мягкого обжатия 19 включает сегменты 20а и 20b, каждый из которых сформирован из нескольких пар поддерживающих сляб роликов 16. Пары поддерживающих сляб роликов 16 в зоне мягкого обжатия 19 компонуют таким образом, чтобы расстояние между каждой парой роликов в направлении по толщине сляба 18 постепенно становилось бы меньше в направлении извлечения сляба D1. В качестве результата сляб 18, который проходит через зону мягкого обжатия 19, подвергают мягкому обжатию. В дополнение к этому, на фигуре 1 ссылочная позиция 22 обозначает нижнюю правильную позицию установки для непрерывной разливки 11, которую залают в области зоны мягкого обжатия 19.
В установке для непрерывной разливки 11 область А1 горизонтальной зоны, в которой сляб 18 транспортируют в горизонтальном направлении, локализуется на стороне, расположенной ниже по ходу технологического потока. Как это должно быть отмечено, на фигуре 1 один из сегментов, каждый из которых сформирован из нескольких поддерживающих сляб роликов 16, при этом один сегмент позиционируется в области А1 горизонтальной зоны, обозначается ссылочной позицией 20а, а еще один из сегментов, который позиционируется по ходу технологического потока еще выше, чем область А1 горизонтальной зоны, обозначается ссылочной позицией 20b.
В установке для непрерывной разливки 11 множество транспортирующих роликов 21 для транспортирования сляба 18, который полностью затвердел, компонуют по ходу технологического потока еще ниже области А1 горизонтальной зоны. Выше транспортирующих роликов 21 размещают установку для резки сляба (не проиллюстрировано), предназначенную для резки сляба 18 на предварительно определенные длины.
В способе непрерывной разливки стали, соответствующем настоящему изобретению, в секции установки для непрерывной разливки 11 в направлении извлечения сляба D1 секцию от начальной точки, в которой среднее значение долей твердой фазы вдоль направления по толщине в центре сляба в направлении по ширине находится в пределах диапазона между 0,4 или более и 0,8 или менее, до конечной точки, в которой среднее значение долей твердой фазы вдоль направления по толщине в центре в направлении по ширине сляба является большим, чем среднее значение долей твердой фазы в начальной точке и составляет 1,0 или менее, задают в качестве первой секции. В данном случае доля твердой фазы представляет собой показатель, который указывает на прохождение затвердевания и выражается значением в диапазоне между 0 и 1,0. Доля твердой фазы 0 (ноль) указывает на отсутствие затвердевания, а доля твердой фазы 1,0 указывает на полное затвердевание.
В способе непрерывной разливки стали, соответствующем настоящему изобретению, в первой секции сляб охлаждают в результате распыления воды из водораспылительных форсунок, в то время как расход воды при расчете на площадь поверхности сляба задают в пределах диапазона между 50 л/(м2 × мин) или более и 2000 л/(м2 × мин) или менее. В качестве результата температурный градиент на центральном участке в направлении по толщине сляба становится в значительной степени большим, и это стимулирует измельчение для микроструктуры при затвердевании на центральном участке в направлении по толщине сляба таким образом, что уменьшается осевая ликвация. В данном случае в настоящем описании изобретения охлаждение сляба при использовании охлаждающей воды в первой секции в то время, как расход воды при расчете на площадь поверхности сляба задают в пределах диапазона между 50 л/(м2 × мин) или более и 2000 л/(м2 × мин) или менее, ниже в настоящем документе обозначается термином «сильное охлаждение».
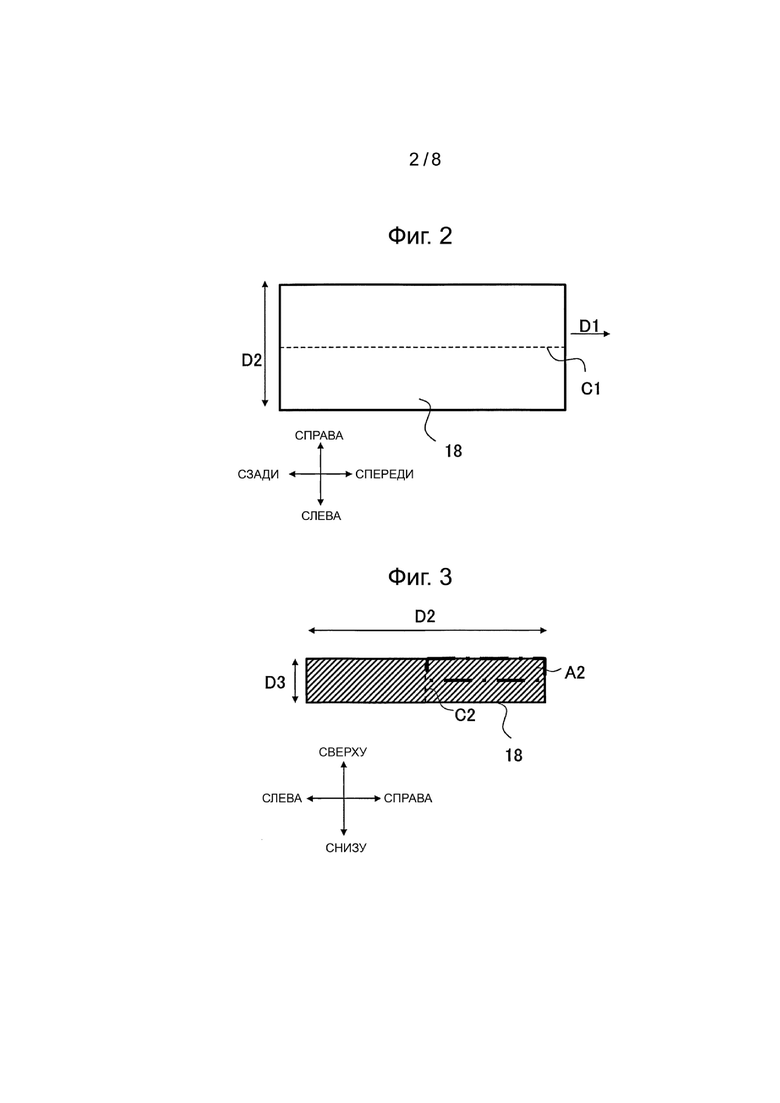
Направление по толщине в центре в направлении по ширине сляба теперь будет описываться при обращении к фигуре 2 и фигуре 3.
Фигура 2 представляет собой диаграмму, иллюстрирующую позицию С1 для центра в направлении по ширине сляба. Фигура 2 представляет собой изображение вида сверху для сляба 18 при поддерживании верхней поверхности и нижней поверхности сляба 18 поддерживающими сляб роликами 16. На фигуре 2 направление вперед, которое указывается обозначением «СЗАДИ ←→ СПЕРЕДИ», соответствует направлению извлечения сляба D1, а каждое из направлений, которые указываются обозначением «СПРАВА ←→ СЛЕВА», соответствует направлению по ширине D2 сляба 18. Позиция С1 для центра в направлении по ширине сляба является позицией вдоль направления извлечения сляба D1 в центре в направлении по ширине сляба 18 и указывается штриховой линией на фигуре 2.
Фигура 3 представляет собой изображение вида в поперечном сечении для сляба 18, который разрезают в плоскости, перпендикулярной направлению извлечения сляба D1. На фигуре 3 каждое из направлений, которые указываются обозначением «СЛЕВА ←→ СПРАВА», соответствует направлению по ширине D2 сляба 18, а каждое из направлений, которые указываются обозначением «СВЕРХУ ←→ СНИЗУ», соответствует направлению по толщине D3 сляба 18. В поперечном сечении сляба 18 позиция С2 для центра в направлении по ширине сляба в направлении по толщине является позицией, параллельной направлению по толщине D3 в позиции С1 для центра в направлении по ширине сляба, и указывается штриховой линией на фигуре 3.
Доля твердой фазы вдоль направления по толщине в центре в направлении по ширине сляба
Доля твердой фазы вдоль направления по толщине в центре в направлении по ширине сляба может быть рассчитана при использовании распределения по температуре в поперечном сечении сляба, температуры солидуса расплавленной стали и температуры ликвидуса расплавленной стали в области аналитического рассмотрения А2 (смотрите фигуру 3) поперечного сечения сляба. Подробности способа вычисления доли твердой фазы будут описываться ниже. При равномерном делении поперечного сечения сляба 18, полученного в результате разрезания сляба 18 в плоскости, перпендикулярной направлению извлечения сляба D1, на четыре области поперечного сечения область аналитического рассмотрения А2 представляет собой одну из четырех областей поперечного сечения. Как это проиллюстрировано на фигуре 3, четыре области поперечного сечения получают в результате равномерного деления поперечного сечения на две области в направлении по толщине сляба и равномерного деления поперечного сечения на две области в направлении по ширине сляба. На фигуре 3 область аналитического рассмотрения А2 указывается линией, образованной чередованием штриха и одной точки. Как это должно быть отмечено, в настоящем описании изобретения температуру сляба рассчитывают в предположении равномерного распыления воды вторичного охлаждения по всей поверхности сляба. В данном случае температура солидуса является температурой, при которой расплавленная сталь полностью затвердевает, то есть, температурой, при которой доля твердой фазы становится равной 1,0, а температура ликвидуса является температурой, при которой расплавленная сталь начинает затвердевать, то есть, температурой, при которой доля твердой фазы превышает 0. Температуру солидуса и температуру ликвидуса определяют при использовании химического состава расплавленной стали.
Распределение по температуре в поперечном сечении сляба
Распределение по температуре в поперечном сечении сляба получают в результате проведения анализа нестационарной теплопередачи и затвердевания в отношении области аналитического рассмотрения А2. Анализ нестационарной теплопередачи и затвердевания может быть проведен при использовании широко известного способа. Например, при анализе нестационарной теплопередачи и затвердевания вычисление может быть проведено при использовании, например, «энтальпийного способа», описанного в публикации 1 (опубликованной с выходными данными Itsuo Ohnaka, Introduction to computational heat transfer and solidification analysis - Application to casting process, Maruzen Co., Ltd., 1985, pp. 201-202).
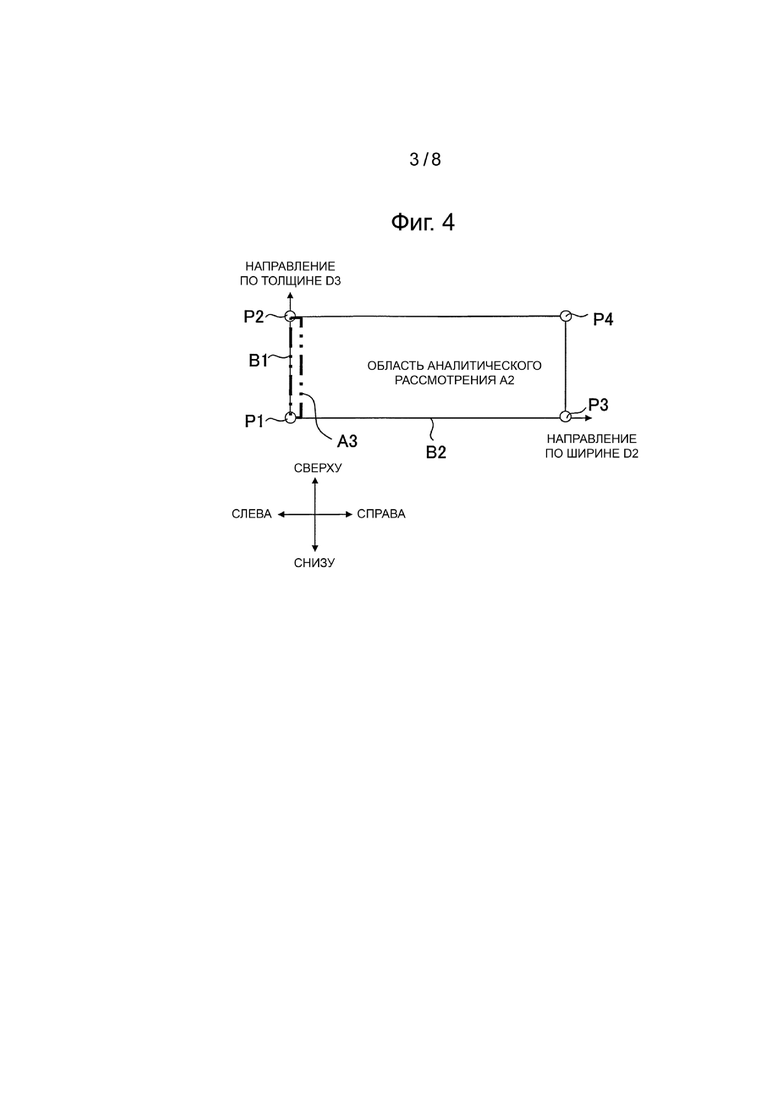
На фигуре 4 проиллюстрирована область аналитического рассмотрения А2. Вершины области аналитического рассмотрения А2 соответствуют позиции для центра Р1 на поперечном сечении сляба, позиции для центра в направлении по ширине Р2 на поверхности сляба, позиции для центра в направлении по толщине Р3 на боковой поверхности сляба и позиции для угла Р4 сляба. В дополнение к этому, на фигуре 4 в том, что касается границ между областью аналитического рассмотрения А2 и другими областями, то граница в направлении по толщине и граница в направлении по ширине обозначаются, соответственно, ссылочной позицией В1 и ссылочной позицией В2.
В области аналитического рассмотрения А2 поперечного сечения сляба граничные условия задаются в качестве зеркальных условий, а условия охлаждения для первичного охлаждения и вторичного охлаждения приводятся в качестве граничных условий для границы В1 и границы В2. В дополнение к этому, для каждых условий охлаждения используют регрессионное выражение для широко известного способа водораспылительного охлаждения или результат, измеренный при использовании эксперимента. В подходящем для использования случае подстраивают пространственную сетку и временную сетку и используют надлежащие значения.
В отношении коэффициента теплопередачи для случая охлаждения сляба в результате распыления воды на поверхности сляба используют регрессионную оценку, а значения физических свойств, соответствующие каждой температуре, получают из справочников и используют в качестве физических свойств, относящихся к другим материалам сталей. Для некоей температуры, в отношении которой нет данных, используют значение, полученное в результате пропорционального вычисления при использовании элементов данных, относящихся к температурам до и после данной температуры.
Коэффициент теплопередачи на поверхности сляба в результате распыления воды описывается, например, в публикации 2 (Masashi Mitsuka, Iron and steel, Vol. 91, 2005, pp. 685-693, The Iron and Steel Institute of Japan) и публикации 3 (Toshio Teshima et al., Iron and steel, Vol. 74, 1988, pp. 1282-1289, The Iron and Steel Institute of Japan).
Распределение по температуре в поперечном сечении сляба рассчитывают при использовании следующего далее уравнения (1), в котором в уравнение теплопроводности вводят температуру перехода ϕ и теплосодержание Н.
Математическая формула 1
В представленном выше уравнении (1) ρ служит для обозначения плотности стали (кг/м3), Н служит для обозначения теплосодержания стали (Дж/кг), τ служит для обозначения продолжительности времени, когда происходит передача тепла, (сек), k0 служит для обозначения коэффициента теплопроводности при реперной температуре (Дж/(м × сек × °С)), ϕ служит для обозначения температуры перехода (°С), х служит для обозначения позиции (m) в области аналитического рассмотрения в направлении по толщине сляба, а у служит для обозначения позиции (m) в области аналитического рассмотрения в направлении по ширине сляба.
Как это должно быть отмечено, реперная температура является начальной температурой во время проведения операции интегрирования для получения температуры перехода и может быть любой температурой, и обычно ее задают равной комнатной температуре или 0 °С.
Температура перехода представляет собой произведение между коэффициентом, полученным в результате проведения операции интегрирования относительного коэффициента теплопроводности от реперной температуры до фактической температуры, и истинной температурой θ. Более конкретно, например, она описывается в публикации 4 (The Iron and Steel Institute of Japan, heat economy technique committee, heating furnace subcommittee, Heat transfer experiment and calculation method in continuous steel slab heating furnace, 1971, The Iron and Steel Institute of Japan).
В результате проведения анализа нестационарной теплопередачи и затвердевания описанным выше образом может быть получено распределение по температуре в поперечном сечении сляба.
Вычисление среднего значения долей твердой фазы вдоль направления по толщине в центре в направлении по ширине сляба.
Среднее значение долей твердой фазы вдоль направления по толщине в центре в направлении по ширине сляба получают в результате вычисления среднего значения долей твердой фазы в области А3, которая включается в двумерное поперечное сечение сляба, которое представляет собой область аналитического рассмотрения А2, и которая простирается в направлении по толщине от центра в направлении по ширине сляба (границы В1 на фигуре 4) таким образом, чтобы иметь ширину в пределах диапазона в 10 мм. На фигуре 4 область А3 указывается линией, образованной чередованием штриха и двух точек. Среднее значение долей твердой фазы вдоль направления по толщине в центре в направлении по ширине сляба ниже в настоящем документе также будет просто обозначаться термином «средняя доля твердой фазы».
Доля твердой фазы в определенной позиции, которую произвольным образом выбирают в направлении по толщине поперечного сечения сляба, может быть рассчитана при использовании температуры в произвольным образом выбранной позиции, температуры солидуса расплавленной стали и температуры ликвидуса расплавленной стали. Температура в произвольным образом выбранной позиции может быть определена при использовании распределения по температуре в поперечном сечении сляба, которое было упомянуто выше. При наличии температуры в данной позиции, равной или меньшей в сопоставлении с температурой солидуса расплавленной стали, доля твердой фазы составляет 1,0, а при наличии температуры в данной позиции, равной или большей в сопоставлении с температурой ликвидуса расплавленной стали, доля твердой фазы составляет 0. В дополнение к этому, при наличии температуры в данной позиции, большей, чем температура солидуса расплавленной стали и меньшей, чем температура ликвидуса расплавленной стали, доля твердой фазы представляет собой значение, составляющее более, чем 0 или менее, чем 1,0, и является предварительно определенной долей твердой фазы, которая определяется температурой в данной позиции.
Среднее значение долей твердой фазы вдоль направления по толщине в центре в направлении по ширине сляба рассчитывают исходя из долей твердой фазы в позициях в направлении по толщине сляба, рассчитанных описанным выше образом.
В способе непрерывной разливки стали, соответствующем настоящему изобретению, в первой секции задают расход воды при расчете на площадь поверхности сляба в пределах диапазона между 50 л/(м2 × мин) или более и 2000 л/(м2 × мин) или менее. В целях эффективного получения эффекта уменьшения ликвации в первой секции предпочтительным является задание расхода воды при расчете на площадь поверхности сляба, составляющего 300 л/(м2 × мин) или более. В дополнение к этому, отсутствует значительное различие температурного градиента и количества ликвированных зерен между случаем задания расхода воды при расчете на площадь поверхности сляба в первой секции 2000 л/(м2 × мин) и случаем задания расхода воды при расчете на площадь поверхности сляба в первой секции 1000 л/(м2 × мин). Кроме того еще, в результате уменьшения расхода воды требуемое количество воды уменьшается таким образом, что уменьшаются издержки, и, таким образом, предпочтительным является задание расхода воды при расчете на площадь поверхности сляба, составляющего 1000 л/(м2 × мин) или менее.
Выгодный эффект от настоящего изобретения может быть получен в результате охлаждения сляба в первой секции при расходе воды, указанном в настоящем изобретении. С точки зрения эффективного получения выгодного эффекта от настоящего изобретения в результате увеличения длины секции, в которой проводят охлаждение при вышеупомянутом расходе воды, предпочтительной является разность между средней долей твердой фазы в начальной точке и средней долей твердой фазы в конечной точке, составляющая 0,2 или более, а более предпочтительно 0,4 или более.
Начальная точка первой секции зачастую локализуется в горизонтальной зоне, в которой сляб транспортируют в горизонтальном направлении в установке для непрерывной разливки, или в искривленной зоне, которая позиционируется по ходу технологического потока еще выше горизонтальной зоны. В данном случае предпочтительной является локализация первой секции в области А1 горизонтальной зоны, в которой сляб транспортируют в горизонтальном направлении в установке для непрерывной разливки. В результате проведения сильного охлаждения в области горизонтальной зоны сляб может быть равномерно охлажден, и может быть подавлено воздействие термического напряжения таким образом, что может быть дополнительно уменьшена вероятность возникновения внутреннего растрескивания сляба.
Как это должно быть отмечено, выгодный эффект от настоящего изобретения может быть получен даже в случае локализации начальной точки первой секции в искривленной зоне, и, таким образом, случай локализации исходной точки первой секции в искривленной зоне также попадает в пределы объема настоящего изобретения.
При средней доле твердой фазы в конечной точке первой секции, составляющей менее, чем 1,0, секция, которая позиционируется по ходу технологического потока еще ниже первой секции, и которая имеет предварительно определенную длину, задается в качестве второй секции.
Во второй секции предпочтительным является охлаждение сляба в результате распыления воды при расходе воды при расчете на площадь поверхности сляба, меньшем, чем расход воды при расчете на площадь поверхности сляба в первой секции. В качестве результата могут быть получены выгодный эффект, при котором требуемое количество охлаждающей воды может быть уменьшено в результате большего уменьшения расхода воды, чем в случае проведения сильного охлаждения только в первой секции при одновременном уменьшении ликвации на уровне, подобном соответствующему уровню в случае проведения сильного охлаждения только в первой секции, и выгодный эффект, при котором подавляется быстрое повторное нагревание таким образом, что предотвращается возникновение внутреннего растрескивания сляба вследствие повторного нагревания.
В дополнение к этому, с точки зрения эффективного получения вышеупомянутых выгодных эффектов во второй секции предпочтительным является охлаждение сляба в результате распыления воды при одновременном задании расхода воды при расчете на площадь поверхности сляба в пределах диапазона между 50 л/(м2 × мин) или более и 300 л/(м2 × мин) или менее.
Во второй секции предпочтительной является поверхностная температура сляба, составляющая 200 °С или менее. В качестве результата с дополнительной эффективностью может быть получен выгодный эффект, при котором предотвращается возникновение внутреннего растрескивания сляба вследствие повторного нагревания, и при котором охлаждение стабилизируется.
В дополнение к этому, предпочтительным является непроведение распыления воды вторичного охлаждения на сляб в секции, которая представляет собой область, отнесенную на 5 м или более на расположенной ниже по ходу технологического потока стороне от нижнего конца кристаллизатора установки для непрерывной разливки 11 вдоль линии траектории извлечения сляба, и которая представляет собой секцию, простирающуюся, по меньшей мере, на 5 м или более в направлении расположенной выше по ходу технологического потока стороны от позиции между парой роликов, соседних с расположенной выше по ходу технологического потока стороной начальной точки первой секции. Говоря другими словами, предпочтительным является охлаждение сляба в результате только введения сляба в контакт с поддерживающими сляб роликами 16. Для данного случая при представлении полной ширины сляба символом W (от - 0,5 W через центр в направлении по ширине при 0 до + 0,5 W) предпочтительной является разность между максимальным значением и минимальным значением поверхностной температуры сляба в пределах диапазона в 0,8 W (от - 0,4 W через центр в направлении по ширине при 0 до + 0,4 W) для ширины сляба между парами роликов, соседних с расположенной выше по ходу технологического потока стороной начальной точки первой секции, составляющая 150 °С или менее.
Поверхностная температура сляба является температурой в позиции для центра в направлении по ширине Р2 (смотрите фигуру 4) на самой внешней поверхности сляба в распределении по температуре в поперечном сечении сляба, полученном в результате проведения вышеупомянутого анализа нестационарной теплопередачи и затвердевания. Как это должно быть отмечено, несмотря на использование данного расчетного значения для поверхностной температуры в настоящем изобретении может быть проведено и фактическое измерение поверхностной температуры сляба. Для случая проведения фактического измерения поверхностной температуры, например, в качестве поверхностной температуры измеряют температуру самой внешней поверхности сляба при использовании радиационного термометра или термопары.
Примеры
Сначала проводили исследования в отношении требований к уменьшению осевой ликвации при использовании справочных экспериментов. После этого при использовании примеров подробно рассматривали условия уменьшения осевой ликвации.
В справочных экспериментах от 1 до 4 и примерах от 1 до 3 проводили разливку среднеуглеродистой раскисленной алюминием стали при использовании вертикальной установки для непрерывной разливки с изгибанием сляба, проиллюстрированной на фигуре 1. Длина установки для непрерывной разливки составляла 49 м. Толщина сляба составляла 250 мм, а ширина сляба составляла 2100 мм. В ходе вторичного охлаждения использовали воздушно-жидкостное распыление в области, исключающей первую секцию и вторую секцию, и сектор, в котором должно было быть проведено вторичное охлаждение, задавали в качестве сектора, простирающегося от позиции непосредственно ниже кристаллизатора до выхода из установки для непрерывной разливки. Концентрация каждого химического компонента в среднеуглеродистой раскисленной алюминием стали представляет собой нижеследующее: 0,20 % (масс.) углерода (С), 0,25 % (масс.) кремния (Si), 1,1 % (масс.) марганца (Mn), 0,01 % (масс.) фосфора (Р) и 0,002 % (масс.) серы (S).
В справочных экспериментах и примерах позиция завершения затвердевания, в которой завершается затвердевание сляба, и температурный градиент поблизости от центра в направлении по толщине сляба в конце затвердевания определяются следующим далее образом. В дополнение к этому, при оценке степени ликвации и оценке внутреннего растрескивания, соответственно, используются количество ликвированных зерен в слябе и длина внутренней трещины в слябе, где каждый параметр из данных измеряли следующим далее образом.
Позиция завершения затвердевания
Позицию завершения затвердевания, в которой завершается затвердевание сляба, рассчитывали в результате проведения вышеупомянутого анализа нестационарной теплопередачи и затвердевания. Говоря более конкретно, вышеупомянутое распределение по температуре в поперечном сечении сляба рассчитывали в поперечном сечении сляба, перпендикулярном направлению извлечения сляба D1, и позицию, где все температуры в области А3 (смотрите фигуру 4), которая простирается в направлении по толщине в центре в направлении по ширине сляба, были равными или меньшими в сопоставлении с температурой солидуса расплавленной стали, определяли в качестве позиции завершения затвердевания.
Температурный градиент поблизости от центра в направлении по толщине сляба в конце затвердевания
Температурный градиент поблизости от центра в направлении по толщине сляба в конце затвердевания рассчитывали при использовании вышеупомянутого анализа нестационарной теплопередачи и затвердевания. Как это должно быть отмечено, фигура 5 представляет собой диаграмму, иллюстрирующую область поперечного сечения сляба (поперечного сечения сляба в позиции на 1 м по ходу технологического потока выше позиции завершения затвердевания в направлении извлечения сляба D1), которую использовали при вычислении температурного градиента поблизости от центра в направлении по толщине в конце затвердевания.
Говоря более конкретно, сначала в поперечном сечении сляба в позиции на 1 м по ходу технологического потока выше позиции завершения затвердевания в направлении извлечения сляба D1 рассчитывали среднюю температуру области (области, обозначенной ссылочной позицией А4 на фигуре 5) в пределах диапазона в 1 мм в направлении по толщине и в 10 мм в направлении по ширине от позиции для центра Р1 сляба. После этого в поперечном сечении сляба в позиции на 1 м по ходу технологического потока выше позиции завершения затвердевания в направлении извлечения сляба D1 рассчитывали среднюю температуру области (области, обозначенной ссылочной позицией А5 на фигуре 5) в пределах диапазона в ± 1 мм в направлении по толщине и в 10 мм в направлении по ширине при одновременном использовании в качестве центра позиции Р5, которая отстоит на 10 мм в сторону от позиции для центра Р1 сляба в направлении по толщине. После этого значение, полученное в результате деления разности между данными двумя средними температурами на 10 мм, задавали в качестве температурного градиента поблизости от центра в направлении по толщине сляба в конце затвердевания (К/мм).
Количество ликвированных зерен
Количество ликвированных зерен измеряли при использовании следующего далее метода и использовали для оценки ликвации.
В поперечном сечении сляба, перпендикулярном направлению извлечения сляба D1, отбирали образец сляба, имеющий ширину в 15 мм, включающий участок осевой ликвации на своем центральном участке и имеющий длину от центра в направлении по ширине до тройной точки на одной стороне (точки, где росли и встречались затвердевшая корочка на короткой стороне и затвердевшая корочка на длинной стороне). Поперечное сечение отобранного образца сляба, при этом поперечное сечение является перпендикулярным направлению извлечения сляба D1, полировали, а поверхность подвергали корродированию при использовании, например, водного раствора, насыщенного пикриновой кислотой, таким образом, чтобы стимулировать проявление зоны ликвации. Сектор в пределах диапазона в ± 7,5 мм толщины сляба от центра зоны ликвации задавали в качестве участка осевой ликвации. Образец сляба в зоне ликвации поблизости от центра в направлении по толщине (по соседству с участком завершенного затвердевания) подразделяли в направлении по ширине сляба, а после этого по всей поверхности образца сляба проводили анализ по площади для концентрации марганца (Mn) в образце сляба при использовании электронно-зондового микроанализатора (ЭЗМА), имеющего диаметр электронного пучка в 100 мкм. После этого определяли распределение по степени ликвации марганца (Mn), и рассматривали формирование одного ликвированного зерна из непрерывных областей, в каждой из которых степень ликвации Mn составляла 1,33 или более. Подсчитывали количество ликвированных зерен, и значение, полученное в результате деления количества ликвированных зерен на длину образца в направлении по ширине сляба, задавали в качестве количества ликвированных зерен. В данном случае степень ликвации Mn получают в результате деления концентрации Mn на участке ликвации на концентрацию Mn в позиции с отстоянием на 10 мм в сторону от центрального участка в направлении по толщине.
Длина внутренней трещины в слябе
Длины внутренних трещин в слябе измеряли при использовании следующего далее метода и использовали для оценки внутреннего растрескивания.
В слябе, который подвергся разливке, наблюдали поперечное сечение сляба, перпендикулярное направлению извлечения сляба D1, и измеряли длины внутренних трещин вдоль направления по толщине сляба. В числе длин данных внутренних трещин наибольшую длину на наблюдаемом поперечном сечении задавали в качестве длины внутренней трещины. В случае ненаблюдения внутренней трещины длину внутренней трещины задавали равной нулю.
Изобретатели настоящего изобретения провели большое количество справочных экспериментов следующим далее образом в целях рассмотрения условий для уменьшения осевой ликвации.
Справочный эксперимент 1
Температурный градиент поблизости от центра в направлении по толщине сляба в конце затвердевания и количество ликвированных зерен рассчитывали или измеряли при использовании вышеупомянутого метода и рассматривали их взаимозависимость. Данные элементы экспериментальных данных продемонстрированы в таблице 1, и график, изображающий данные элементы данных, проиллюстрирован на фигуре 6.
Как это было установлено исходя из результатов в таблице 1 и на фигуре 6, при увеличении температурного градиента поблизости от центра в направлении по толщине в конце затвердевания количество осевых ликваций уменьшалось, и была вероятной возможность уменьшения осевой ликвации. Предположительно уменьшения осевой ликвации добивались вследствие достижения измельчения для микроструктуры при затвердевании на центральном участке в направлении по толщине сляба в результате увеличения температурного градиента.
Справочный эксперимент 2
Изготавливали сляб в результате изменения условий по расходу воды при расчете на площадь поверхности сляба при проведении распыления воды в ходе вторичного охлаждения сляба при использовании установки для непрерывной разливки и рассматривали взаимозависимость между расходом воды и температурным градиентом поблизости от центра в направлении по толщине сляба в конце затвердевания. После этого рассматривали диапазон оптимального расхода воды для реализации температурного градиента на центральном участке в направлении по толщине сляба, при использовании которого может быть уменьшена осевая ликвация. Данные элементы экспериментальных данных продемонстрированы в таблице 2, и график, изображающий данные элементы данных, проиллюстрирован на фигуре 7.
[л/м2 ⋅ мин)]
Как это было установлено исходя из результатов в таблице 2 и на фигуре 7, температурный градиент на центральном участке в направлении по толщине сляба становился в значительной степени большим при расходе воды при расчете на площадь поверхности сляба, составляющем 50 л/(м2 × мин) или более. Говоря другими словами, как это было установлено в соответствии с результатами из справочного эксперимента 1, осевая ликвация может быть уменьшена в большой степени в результате проведения охлаждения при расходе воды при расчете на площадь поверхности сляба, составляющем 50 л/(м2 × мин) или более.
В дополнение к этому, температурный градиент не увеличивался в результате увеличения расхода воды при расчете на площадь поверхности сляба до более, чем 500 л/(м2 × мин). Поэтому, как это было установлено, в целях эффективного увеличения температурного градиента предпочтительным является задание расхода воды при расчете на площадь поверхности сляба, составляющего 500 л/(м2 × мин) или менее.
Справочный эксперимент 3
Поверхностная температура сляба оказывает большое воздействие на эффект охлаждения сляба. Это обуславливается изменением типа кипения охлаждающей воды в зависимости от поверхностной температуры сляба. При достаточно низкой поверхностной температуре сляба тип кипения на поверхностном слое представляет собой пузырьковое кипение, и может быть проведено стабильное охлаждение.
В соответствии с этим, условия по расходу воды при расчете на площадь поверхности сляба при распылении воды изменялись при проведении второго охлаждения в отношении сляба при использовании установки для непрерывной разливки, и рассчитывали время, затрачиваемое для падения поверхностной температуры сляба от 800°С до 300°С, (время падения температуры) таким образом, чтобы рассмотреть воздействие расхода воды на время падения температуры. Данные элементы экспериментальных данных продемонстрированы в таблице 3, а график, изображающий данные элементы данных, проиллюстрирован на фигуре 8.
Как это было установлено исходя из результатов в таблице 3 и на фигуре 8, при расходе воды при расчете на площадь поверхности сляба, составляющем приблизительно 50 л/(м2 × мин), время падения температуры, затрачиваемое для падения поверхностной температуры сляба от 800°С до 300°С, составляет менее, чем 200 секунд, что является укороченным временем, и, таким образом, предпочтительным является задание расхода воды при расчете на площадь поверхности сляба, составляющего 50 л/(м2 × мин) или более. В дополнение к этому, при расходе воды при расчете на площадь поверхности сляба, составляющем более, чем 2000 л/(м2 × мин), отсутствует значительное изменение времени падения. Поэтому, как это было установлено, с точки зрения эффективного охлаждения должен быть задан расход воды при расчете на площадь поверхности сляба, составляющий 2000 л/(м2 × мин) или менее.
Справочный эксперимент 4
Изобретатели рассмотрели начальную позицию сильного охлаждения, при использовании которой может быть эффективно увеличен температурный градиент на центральном участке в направлении по толщине сляба.
Сляб охлаждали при использовании установки для непрерывной разливки при одновременном изменении условий по среднему значению долей твердой фазы вдоль направления по толщине сляба в начале сильного охлаждения и рассматривали взаимозависимость между средней долей твердой фазы в начале сильного охлаждения и температурным градиентом поблизости от центра в направлении по толщине сляба в конце затвердевания. Толщина сляба составляет 250 мм, а расход воды при расчете на площадь поверхности сляба при сильном охлаждении составляет 300 л/(м2 × мин). Сильное охлаждение продолжали вплоть до достижения позиции, где затвердевание сляба завершалось. Элементы экспериментальных данных, относящиеся к взаимозависимости между средней долей твердой фазы в начале сильного охлаждения и температурным градиентом поблизости от центра в направлении по толщине сляба в конце затвердевания продемонстрированы в таблице 4, и график, изображающий данные элементы данных, проиллюстрирован на фигуре 9.
Как это было установлено исходя из результатов в таблице 1 и на фигуре 6, температурный градиент на центральном участке сляба, вероятно, увеличивается по мере уменьшения средней доли твердой фазы в начале сильного охлаждения. Однако, отсутствует значительное изменение между температурным градиентом при средней доле твердой фазы в начале сильного охлаждения 0,26 и температурным градиентом при средней доле твердой фазы в начале сильного охлаждения 0,43. Таким образом, как это было установлено, в целях достаточного обеспечения получения выгодных эффектов от настоящего изобретения и уменьшения размера оборудования для сильного охлаждения таким образом, чтобы усовершенствовать капитальные вложения и эксплуатационную эффективность, может быть задана средняя доля твердой фазы в начале сильного охлаждения, составляющая 0,4 или более. В дополнение к этому, температурный градиент не увеличивался при средней доле твердой фазы в начале сильного охлаждения, составляющей более, чем 0,9.
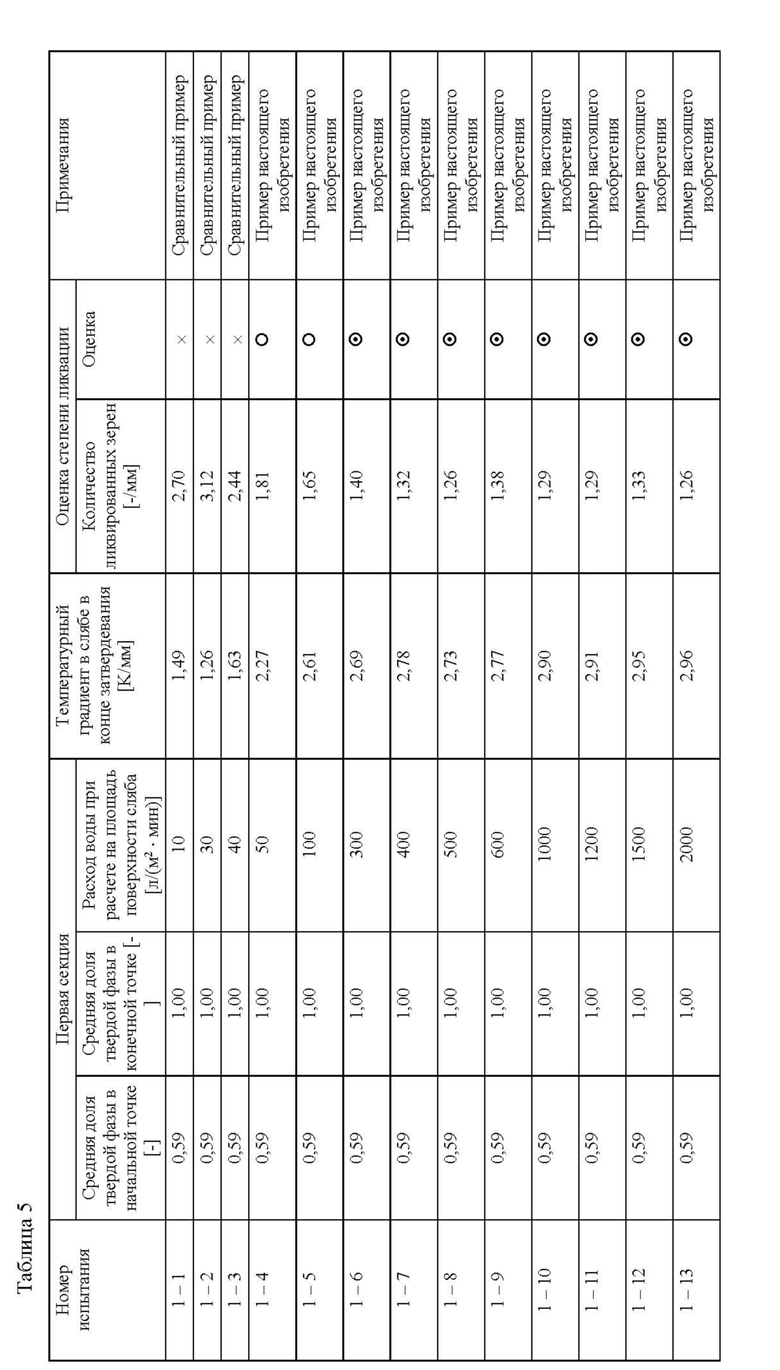
Пример 1
Испытания на непрерывную разливку стали проводили в результате различного изменения расхода воды при расчете на площадь поверхности сляба при распылении воды на сляб в ходе вторичного охлаждения, как это продемонстрировано в таблице 5. Средняя доля твердой фазы в начале сильного охлаждения составляет 0,59. В дополнение к этому, сильное охлаждение проводили вплоть до достижения позиции завершения затвердевания. Таким образом, средняя доля твердой фазы в начальной точке первой секции составляет 0,59, а средняя доля твердой фазы в конечной точке первой секции составляет 1,00. Сильное охлаждение в примере 1 проводили в области горизонтальной зоны.
В дополнение к этому, в каждом из испытаний на непрерывную разливку измеряли температурный градиент на центральном участке в направлении по толщине сляба в конце затвердевания и измеряли количество ликвированных зерен в слябе. После этого на основании измеренного количества ликвированных зерен оценивали степень ликвации. Результаты измерения продемонстрированы в таблице 5.
Степень ликвации оценивали на основании следующих далее критериев.
 : Количество ликвированных зерен составляет 1,40 или менее.
: Количество ликвированных зерен составляет 1,40 или менее.
 : Количество ликвированных зерен находится в диапазоне между более, чем 1,40 или менее, чем 2,30.
: Количество ликвированных зерен находится в диапазоне между более, чем 1,40 или менее, чем 2,30.
×: Количество ликвированных зерен составляет 2,30 или более.
Как это было установлено исходя из результатов в таблице 5, в испытаниях из примера настоящего изобретения может быть уменьшена осевая ликвация, которая имеет место в слябе. Говоря более конкретно, как это было установлено, осевая ликвация, которая имеет место в слябе, может быть уменьшена в первой секции в условиях разливки по расходу воды при расчете на площадь поверхности сляба в диапазоне между 50 л/(м2 × мин) или более и 2000 л/(м2 × мин) или менее.
Даже при задании расхода воды при расчете на площадь поверхности сляба, составляющего 1000 л/(м2 × мин) или более, количество ликвированных зерен значительно не улучшалось. Как это было установлено, в целях эффективного получения эффекта уменьшения ликвации предпочтительным является задание расхода воды при расчете на площадь поверхности сляба в пределах диапазона между 300 л/(м2 × мин) или более и 1000 л/(м2 × мин) или менее.
Пример 2
Испытания на непрерывную разливку проводили в результате различного изменения расхода воды при расчете на площадь поверхности сляба при распылении воды на сляб в ходе вторичного охлаждения, средней доли твердой фазы в начале сильного охлаждения и средней доли твердой фазы в конце сильного охлаждения, как это продемонстрировано в таблице 6. Сильное охлаждение в примере 2 проводили в области горизонтальной зоны.
В испытании с номером 2 - 1 из сравнительного примера сильное охлаждение не проводили и, в соответствии с этим, в соответствующем поле в столбце для первой секции из таблицы 6 вводили термин «Обычное охлаждение». В дополнение к этому, в испытаниях с номерами от 2 - 2 до 2 - 23 в результате принятия во внимание результатов из справочного эксперимента 4 задавали среднюю долю твердой фазы в начальной точке первой секции, составляющую 0,4 или более.
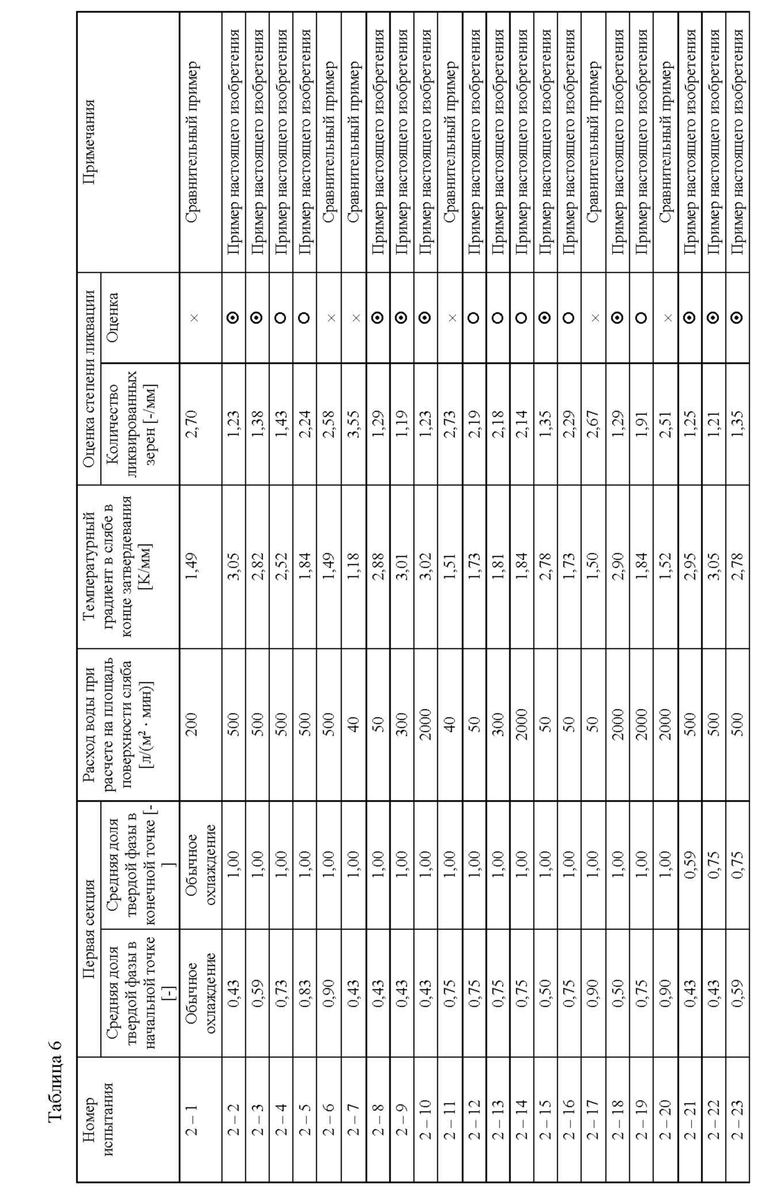
Степень ликвации оценивали на основании критериев, подобных соответствующим критериям, использованным в примере 1. Как это было установлено исходя из результатов в таблице 6, в испытаниях из примера настоящего изобретения может быть уменьшена осевая ликвация, которая имеет место в слябе.
Как это продемонстрировано в таблице 6, количество ликвированных зерен в испытаниях с номерами 2 - 6, 2 - 17 и 2 - 20 из сравнительного примера, в каждом из которых задавали среднюю долю твердой фазы в начальной точке первой секции 0,90, было приблизительно тем же самым, что и соответствующее количество в испытании номер 2 - 1, в котором сильное охлаждение не проводили. В противоположность этому, в испытаниях из примера настоящего изобретения, в каждом из которых среднюю долю твердой фазы в начальной точке первой секции задавали в пределах диапазона между 0,4 или более и 0,8 или менее, добивались значительного уменьшения количества ликвированных зерен.
Принимая во внимание данные результаты, в настоящем изобретении среднюю долю твердой фазы в начальной точке первой секции задавали в пределах диапазона между 0,4 или более и 0,8 или менее. В дополнение к этому, также и в испытаниях с номерами 2 - 21, 2 - 22 и 2 - 23 из примера настоящего изобретения, в каждом из которых задавали среднюю долю твердой фазы в конечной точке первой секции, составляющую менее, чем 1,0, добивались значительного уменьшения количества ликвированных зерен. Как это было установлено исходя из данного результата, средняя доля твердой фазы в конечной точке первой секции может составлять менее, чем 1,0.
Пример 3
Испытания на непрерывную разливку проводили в результате различного изменения расхода воды при расчете на площадь поверхности сляба в первой секции и расхода воды при расчете на площадь поверхности сляба во второй секции при распылении воды на сляб в ходе вторичного охлаждения и средних долей твердой фазы в начальной точке и конечной точке каждой секции, как это продемонстрировано в таблице 7. Как это должно быть отмечено, хотя первая секция и вторая секция необязательно являются смежными секциями, первая секция и вторая секция являются смежными секциями в примере 3, и, таким образом, средняя доля твердой фазы в конечной точке первой секции и средняя доля твердой фазы в начальной точке второй секции согласуются друг с другом.
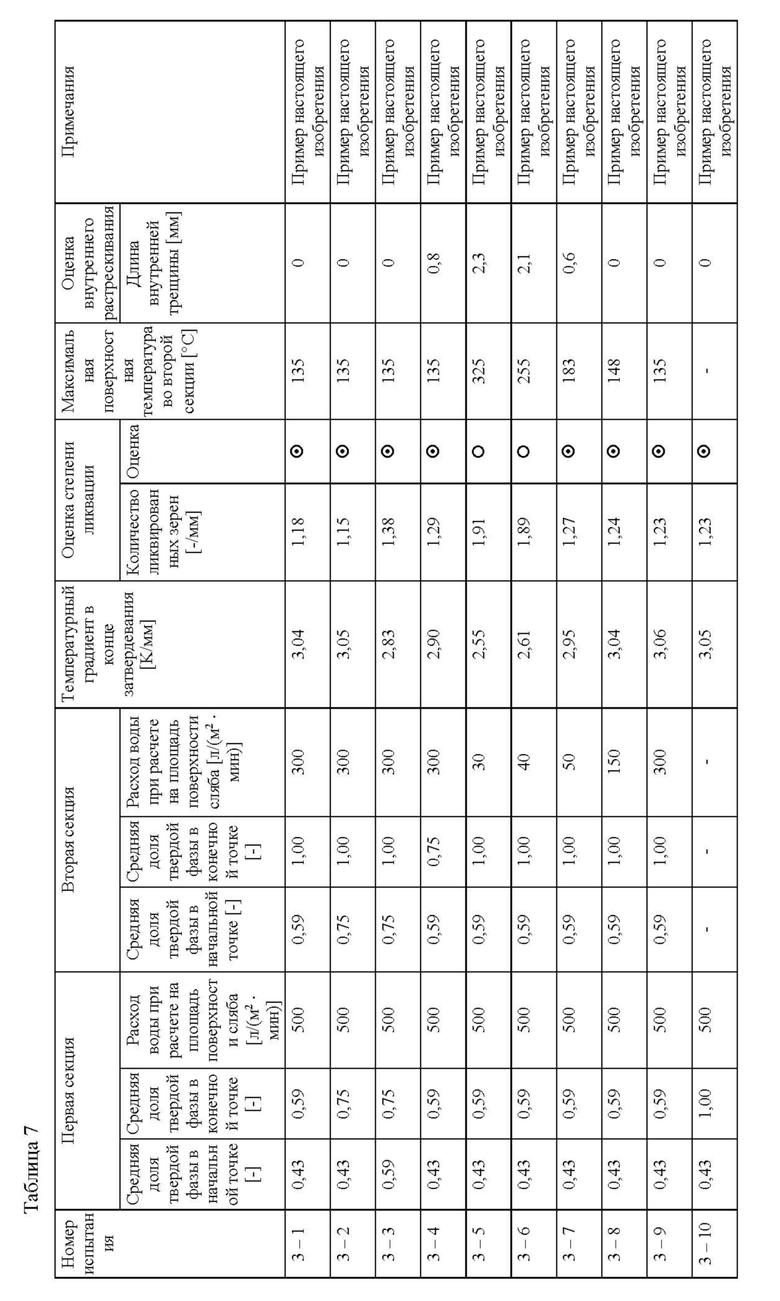
Степень ликвации оценивали на основании критериев, подобных соответствующим критериям, использованным в примере 1. Как это было установлено исходя из результатов в таблице 7, в испытаниях из примера настоящего изобретения может быть уменьшена осевая ликвация, которая имеет место в слябе.
В испытании из примера настоящего изобретения, в каждом из которых расход воды при расчете на площадь поверхности сляба во второй секции задают в диапазоне между 50 л/(м2 × мин) или более и 300 л/(м2 × мин) или менее, добивались значительного уменьшения количества ликвированных зерен. Как это было установлено исходя из данных результатов, предпочтительным является задание расхода воды во второй секции в диапазоне между 50 л/(м2 × мин) или более и 300 л/(м2 × мин) или менее.
В дополнение к этому, в испытании с номером 3 - 5, в котором задавали расход воды во второй секции 30 л/(м2 × мин), и испытании с номером 3 - 6, в котором задавали расход воды во второй секции 40 л/(м2 × мин), температуру поверхностного слоя увеличивали до 200 °С во второй секции, то есть, имело место повторное нагревание, и вследствие данного повторного нагревания имела место маленькая величина внутреннего растрескивания. В противоположность этому, в испытаниях из примера настоящего изобретения, в каждом из которых расход воды при расчете на площадь поверхности сляба во второй секции задавали в диапазоне между 50 л/(м2 × мин) или более и 300 л/(м2 × мин) или менее, повторное нагревание, которое было достаточно большим для стимулирования достижения поверхностной температуры, составляющей 200 °С или более, во второй секции не имело места, и почти что не имело место внутреннее растрескивание. Как это было установлено исходя из данных результатов, предпочтительной является поверхностная температура сляба во второй секции, составляющая 200 °С или менее.
В испытании с номером 3 - 4, в котором задавали среднюю долю твердой фазы в конечной точке второй секции, составляющую менее, чем 1,0, несмотря на уменьшение количества ликвированных зерен по ходу технологического потока ниже второй секции имело место повторное нагревание, и вследствие данного повторного нагревания имела место пренебрежимо малая величина внутреннего растрескивания. Поэтому, как это было установлено, предпочтительными являются средняя доля твердой фазы в конечной точке второй секции 1,0 и поверхностная температура сляба в позиции, где завершается затвердевание сляба, составляющая 200 °С или менее.
Пример 4
Фигура 10 представляет собой схематическую диаграмму, иллюстрирующую еще один пример установки для непрерывной разливки, способной использовать способ непрерывной разливки стали, соответствующий настоящему изобретению. Несмотря на наличие в основном подобия между установкой для непрерывной разливки 11А, проиллюстрированной на фигуре 10, и установкой для непрерывной разливки, проиллюстрированной на фигуре 1, отличие от установки для непрерывной разливки, проиллюстрированной на фигуре 1, заключается в том, что в предварительно определенной секции, которая локализуется по ходу технологического потока еще выше позиции между парой роликов, соседних с расположенной выше по ходу технологического потока стороной начальной точки первой секции, сляб охлаждают только в результате введения сляба в контакт с роликами, поддерживающими сляб (что ниже в настоящем документе обозначается термином «роликовое охлаждение») без распыления воды вторичного охлаждения на сляб. В примере 4 использовали вертикальную установку для непрерывной разливки с изгибанием сляба, проиллюстрированную на фигуре 10.
Поддерживающие сляб ролики, которые компонуют в секции, в которой проводят роликовое охлаждение, могут быть произвольным образом разработаны в результате принятия во внимание их долговечности и тому подобного до тех пор, пока они будут обладать структурой, в которой охлаждающая вода протекает через внутреннее пространство роликов. Проводили испытания на непрерывную разливку и в испытаниях проводили сильное охлаждение в горизонтальной зоне в отношении сляба, который проходил через секцию, в которой проводят только роликовое охлаждение. Несмотря на описание данного случая в качестве примера, в котором расход воды в первой секции и расход воды во второй секции задавали 500 л/(м2 × мин) и 150 л/(м2 × мин), соответственно, в качестве условий сильного охлаждения, было подтверждено получение подобных результатов до тех пор, пока каждый расход воды будет попадать в пределы объема настоящего изобретения.
Перечень результатов испытания продемонстрирован в таблице 8.
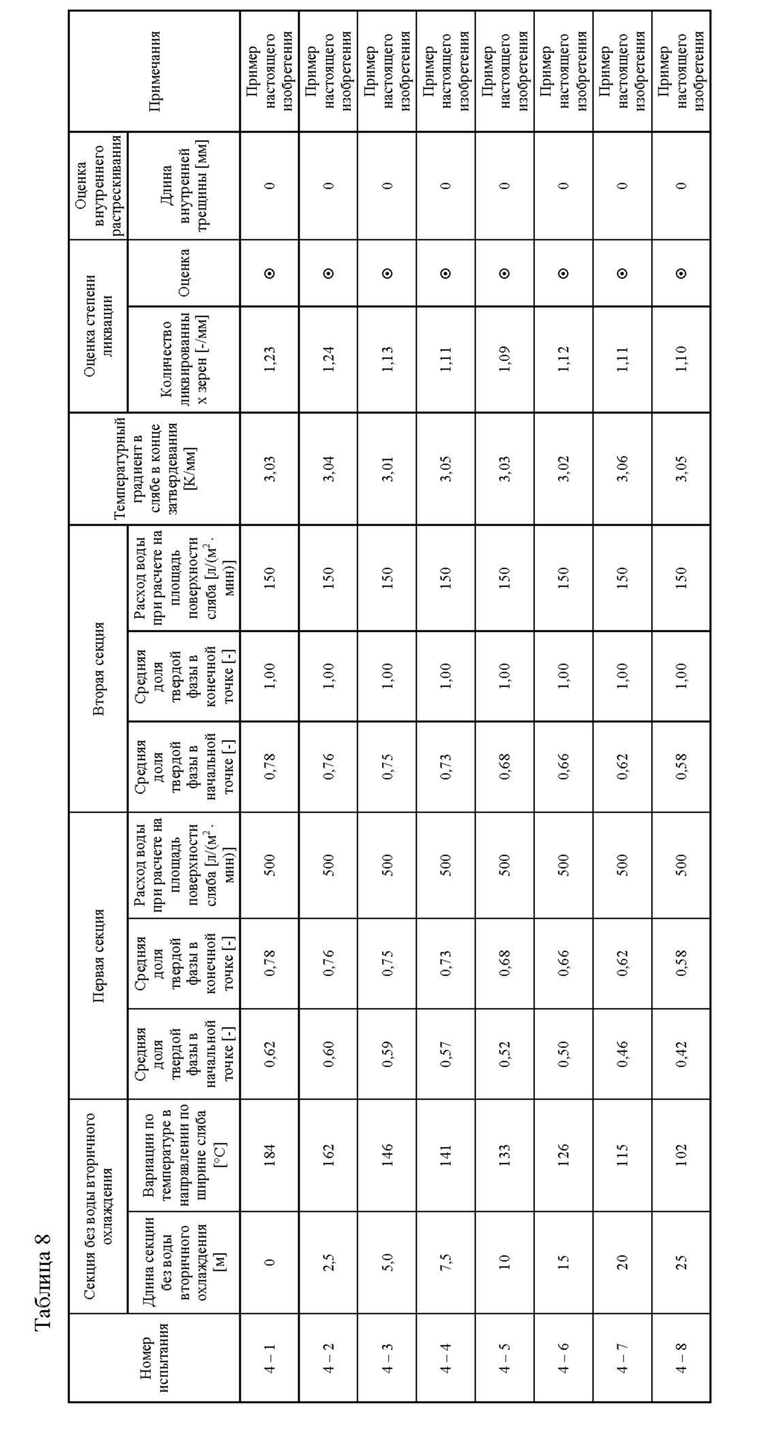
В данном случае в таблице 8 столбец «Длина секции без воды вторичного охлаждения» представляет длину секции, в которой не используют воду вторичного охлаждения, при этом секция простирается от начальной точки, в которой не используют воду вторичного охлаждения, до позиции между парой роликов, соседних с расположенной выше по ходу технологического потока стороной начальной точки первой секции. Как это должно быть отмечено, предпочтительным является позиционирование секции, в которой не используют воду вторичного охлаждения, на 5 м по ходу технологического потока ниже нижнего конца кристаллизатора. Это обуславливается тем, что в случае неиспользования воды вторичного охлаждения в секторе на 5 м по ходу технологического потока выше нижнего конца кристаллизатора может быть стимулировано возникновение эксплуатационной неустойчивости, такой как прорыв стенок сляба вследствие недостаточного роста затвердевшей корочки.
В столбце «Вариации по температуре в направлении по ширине сляба» вводится разность между максимальным значением и минимальным значением поверхностной температуры сляба в пределах диапазона в 0,8 W (от - 0,4 W через центр в направлении по ширине при 0 до + 0,4 W) для ширины сляба по отношению к полной ширине W сляба (от - 0,5 W через центр в направлении по ширине при 0 до + 0,5 W) при измерении поверхностной температуры сляба в направлении по ширине в позиции между парой роликов, соседних с расположенной выше по ходу технологического потока стороной начальной точки первой секции, (вводится наибольшее значение разности в числе измеренных значений разности, полученных в одних и тех же условиях разливки).
На фигуре 11 проиллюстрирована взаимозависимость между длиной секции, в которой не используют воду вторичного охлаждения, и количеством ликвированных зерен. Как это видно исходя из испытаний с номерами 4 - 1 и 4 - 2, при длине секции, в которой не используют воду вторичного охлаждения, составляющей менее, чем 5 м, вариации по температуре в направлении по ширине сляба являются большими.
В противоположность этому, при длине секции, в которой не используют воду вторичного охлаждения, составляющей 5 м или более, как в испытаниях с номерами от 4 - 3 до 4 - 8, вариации по температуре в направлении по ширине сляба составляют 150°С или менее. В качестве результата несмотря на отсутствие значительного различия температурного градиента поблизости от центрального участка в направлении по толщине сляба подавляется возникновение вариаций по ликвации в направлении по ширине сляба, и, таким образом, добивались уменьшения количества ликвированных зерен.
Перечень ссылочных позиций
11 установка для непрерывной разливки
11А установка для непрерывной разливки
12 расплавленная сталь
13 кристаллизатор
14 разливочное устройство
15 погружной стакан
16 ролик, поддерживающий сляб
17 распылительная форсунка
18 сляб
18а незатвердевший участок сляба
18b позиция завершения затвердевания
19 зона мягкого обжатия
20 сегмент
20а сегмент
20b сегмент
21 транспортирующий ролик
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2017 |
|
RU2718436C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 2004 |
|
RU2269395C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ СТАЛИ | 2014 |
|
RU2678112C2 |
| СПОСОБ ОХЛАЖДЕНИЯ ЗАГОТОВОК НА МАШИНАХ НЕПРЕРЫВНОГО ЛИТЬЯ | 2009 |
|
RU2422242C2 |
| СПОСОБ МЯГКОГО ОБЖАТИЯ НЕПРЕРЫВНОЛИТОЙ ЗАГОТОВКИ | 2014 |
|
RU2564192C1 |
| СПОСОБ УПРАВЛЕНИЯ ОХЛАЖДЕНИЕМ СЛЯБА В ЗОНЕ ВТОРИЧНОГО ОХЛАЖДЕНИЯ МНЛЗ КРИВОЛИНЕЙНОГО ТИПА | 2002 |
|
RU2229958C1 |
| Горячекатаный лист/полоса 30CrMo стали и способ их получения | 2020 |
|
RU2818814C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2220812C2 |
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТОГО СЛИТКА ИЗ СТАЛЕЙ И СПЛАВОВ С ПОНИЖЕННОЙ ТЕХНОЛОГИЧЕСКОЙ ПЛАСТИЧНОСТЬЮ | 2018 |
|
RU2691481C1 |
| ГОРЯЧЕКАТАНЫЙ СТАЛЬНОЙ ЛИСТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2518830C1 |
Изобретение относится к непрерывной разливке стали. Способ непрерывной разливки стали включает охлаждения сляба водой в секциях установки непрерывной разливки. В качестве первой секции вдоль направления извлечения сляба задают секцию от начальной точки, в которой сляб содержит долю твердой фазы, среднее значение которой по направлению толщины в центре ширины сляба находится в пределах 0,4-0,8, до конечной точки, в которой среднее значение долей твердой фазы по направлению толщины в центре по ширине сляба является большим, чем среднее значение долей твердой фазы в начальной точке, и составляет 1,0 или менее. В первой секции сляб охлаждают водой при расходе воды 50-2000 л/(м2×мин). В качестве второй секции задают секцию ниже первой секции по ходу технологического потока, длину которой предварительно определяют. Расход охлаждающей воды во второй секции ниже, чем в первой секции. Поверхностная температура сляба во второй секции 200°С или менее. Обеспечивается уменьшение осевой ликвации сляба. 4 з.п. ф-лы, 11 ил., 8 табл., 4 пр.
1. Способ непрерывной разливки стали, в котором в секции в установке для непрерывной разливки вдоль направления извлечения сляба секцию от начальной точки, в которой среднее значение долей твердой фазы вдоль направления по толщине в центре в направлении по ширине сляба находится в пределах диапазона между 0,4 или более и 0,8 или менее, до конечной точки, в которой среднее значение долей твердой фазы вдоль направления по толщине в центре в направлении по ширине сляба является большим, чем среднее значение долей твердой фазы в начальной точке, и составляет 1,0 или менее, задают в качестве первой секции, при этом
сляб охлаждают водой в первой секции при расходе воды при расчете на площадь поверхности сляба в пределах диапазона между 50 л/(м2×мин) или более и 2000 л/(м2×мин) или менее,
при этом среднее значение долей твердой фазы в конечной точке первой секции составляет менее чем 1,0, и секцию, которая позиционируется по ходу технологического потока еще ниже первой секции и которая имеет предварительно определенную длину, задают в качестве второй секции,
при этом сляб охлаждают водой во второй секции при расходе воды при расчете на площадь поверхности сляба меньшем, чем расход воды при расчете на площадь поверхности сляба в первой секции,
при этом во второй секции поверхностная температура сляба составляет 200°С или менее.
2. Способ по п. 1, в котором сляб охлаждают водой во второй секции при расходе воды при расчете на площадь поверхности сляба в пределах диапазона между 50 л/(м2×мин) или более и 300 л/(м2×мин) или менее.
3. Способ по п. 1 или 2, в котором в секции, которая представляет собой область, отнесенную на 5 м или более на расположенной ниже по ходу технологического потока стороне от нижнего конца кристаллизатора установки для непрерывной разливки вдоль линии траектории извлечения сляба, и которая представляет собой секцию, простирающуюся на по меньшей мере 5 м или более в направлении расположенной выше по ходу технологического потока стороны от позиции между роликами, соседними с расположенной выше по ходу технологического потока стороной начальной точки первой секции, проводят охлаждение сляба без распыления воды вторичного охлаждения на сляб,
при этом при представлении полной ширины сляба символом W, от –0,5W, через центр в направлении по ширине при 0, до +0,5W, разность между максимальным значением и минимальным значением поверхностной температуры сляба в пределах диапазона в 0,8W, от –0,4W, через центр в направлении по ширине при 0, до +0,4W, для ширины сляба между роликами, соседними с расположенной выше по ходу технологического потока стороной начальной точки первой секции, составляет 150°С или менее.
4. Способ по любому из пп. 1-3, в котором сляб охлаждают водой в первой секции при расходе воды при расчете на площадь поверхности сляба в пределах диапазона между 300 л/(м2×мин) или более и 1000 л/(м2×мин) или менее.
5. Способ по любому из пп. 1-4, в котором первая секция расположена в области горизонтальной зоны, в которой сляб транспортируют в горизонтальном направлении в установке для непрерывной разливки.
| JP 20132444492 A, 09.12.2013 | |||
| JP 2001062550 A, 13.03.2001 | |||
| JP 07001096 A, 06.01.1995 | |||
| JP 2012110898 A, 14.06.2012 | |||
| JP 2009297756 A, 24.12.2009 | |||
| СПОСОБ ОХЛАЖДЕНИЯ ЗАГОТОВОК НА МАШИНАХ НЕПРЕРЫВНОГО ЛИТЬЯ | 2009 |
|
RU2422242C2 |
| СПОСОБ МЯГКОГО ОБЖАТИЯ НЕПРЕРЫВНОЛИТОЙ ЗАГОТОВКИ | 2014 |
|
RU2564192C1 |
| RU 2185927 C2, 27.07.2002 | |||
| Способ управления кристаллизациейслитка | 1974 |
|
SU508331A1 |

