Изобретение относится к области углерод-углеродных композиционных материалов, работающих в условиях высокого теплового нагружения и окислительной среды, а также к области создания и производства углеродных материалов на основе объемно-армированных каркасов из углеродного волокна. Технология формирования каркаса, многомерно армированного углерод-углеродного композиционного материала используется для изготовления изделий авиации, изделий в химической, нефтяной и металлургической промышленности, а также в авиакосмической технике для создания изделий и элементов конструкций, подвергающихся воздействию агрессивных сред. Конкретно предлагаемое решение является составной частью устройств для получения теплозащитных материалов, стойких к эрозионному разрушению при воздействии высоких температур и давлений.
Известно устройство для изготовления стержневого пятинаправленного армирующего каркаса (1) (Патент RU на полезную модель №134481), включающее основание 6, кинематически связанные с ним нижнюю перфорированную пластину 7 и перемещающуюся в вертикальной плоскости и фиксирующуюся в заданном положении верхнюю перфорированную пластину 8, в отверстия 13 и 14 которых устанавливаются стержни 1 вертикального направления армирования, съемную ограничительную плиту 15, параллельные между собой и закрепляемые на нижней перфорированной пластине 7 два съемных шаблона 16 в форме прямоугольного треугольника с углом между основанием и гипотенузой треугольника, равным 26°40', при этом перфорация пластин 7 и 8 выполнена в виде отверстий с диаметром, равным диаметру стержней изготовляемого каркаса, расположенных в шахматном порядке с шагом между отверстиями, равным двум диаметрам стержней каркаса, при этом перфорированные пластины 7 и 8 параллельны друг другу, а отверстия 13 и 14 пластин соосны. Перфорированные пластины для установки стержней вертикального направления армирования изготовлены из металла.
Известен способ формирования 3D каркаса многомерно армированного углеродного композиционного материала (2) (патент РФ №2712607), выбранный за прототип. Способ включает в себя набор и выкладку стержней из углеродного волокна, отличающимся тем что предварительно изготовленные из углеродного волокна стержни нарезаются длиной равной высоте направления Ζ будущего изделия, устанавливаются вертикально в плиту-кондуктор с отверстиями необходимого диаметра, расположенные взаимно перпендикулярными рядами, будущие горизонтальные стержни каркаса нарезаются в виде заготовок длиной, кратной нескольким длинам стержней направления X, раскладываются горизонтально параллельно направлению X в количестве, равном необходимому количеству стержней каркаса направления X, с шагом по оси Υ, равным шагу расположения отверстий по оси Υ кондуктора для установки стержней направления Ζ таким образом, чтобы оси заготовок стержней направления X располагались между стержнями направления Ζ, затем от заготовок отрезаются стержни необходимой для формирования направления X длины и перемещают их вдоль направления X с ограничением возможности их перемещения по другим направлениям в зону их окончательного расположения, все стержни уложенного ряда поджимаются единым для всех стержней прижимом до их расчетного положения по оси Ζ механического устройства, имеющего возможность перемещения прижима до заданного положения, равного расчетному уровню стержней очередного уложенного ряда, затем в той же последовательности действий проводится укладка стержней в направления Υ, поочередно укладываются в каркас горизонтальные стержни направлений X и Υ в количестве циклов определяемых размером собираемого каркаса по оси Ζ. Так же в прототипе описано устройство для формирования 3D каркаса многомерно армированного углеродного композиционного материала, включающее два одинаковых взаимно перпендикулярных узла подачи стержней с направлениями X и Υ каркаса и узел поджатая горизонтальных стержней с тремя плитами-кондукторами вертикальных стержней направления Ζ. В данном способе сборки, сборка каркаса начинается с установки предварительно изготовленных и нарезанных вертикальных стержней нужной длины (направление Ζ) в плиту - сборочный кондуктор, имеющую необходимое количество отверстий, расположенных таким образом, чтобы между стержнями направления Ζ в дальнейшем располагались стержни направления Χ, Υ (3D каркас) или Χ, Υ, Ζ (4D каркас) с нужными координатами расположения по всем направлениям.
В известных технических решениях перфорированные пластины или сборочный кондуктор - плита для установки стержней вертикального направления армирования представляет собой деталь из листового материала, как правило металла с большим количеством (до нескольких десятков тысяч) просверленных отверстий диаметром около 1 мм, расположенных рядами с шагом около 2 мм. Для обеспечения высокой точности сборки каркаса отверстия должны иметь высокую точность изготовления и высокую точность расположения. Кроме этого, каждое отверстие должно иметь фаску для удобства сборки каркаса, что влечет за собой необходимость изготовления спец инструмента. Таким образом, изготовление сборочных плит представляет собой трудоемкий дорогостоящий процесс.
Поскольку стержни вертикального направления армирования могут иметь большую длину, то для обеспечения точности их позиционирования по всему объему будущего каркаса каждое отверстие в сборочной плите должно обеспечивать высокую точность задания направления соответствующего стержня. Этого можно достичь либо большой глубиной отверстия, либо плотной фиксацией каждого стержня в соответствующем отверстии. Увеличение глубины отверстий ограничено технико-экономическими возможностями механической обработки (сверления тонкими сверлами на большую глубину). Поэтому приходится делать сборочные плиты из достаточно тонкого материала (не более 5 диаметров отверстий) с отверстиями, обеспечивающими достаточно плотное обжатие стержней. Плотная посадка стержней в отверстиях ведет к тому, что после полной сборки каркаса суммарная сила сцепления плиты и каркаса по всем стержням оказывается настолько сильной, что для снятия каркаса с плиты для его передачи на следующие технологические операции приходится прикладывать большое усилие, которое может привести к деформации каркаса.
Задачей предлагаемого технического решения является увеличение точности сборки каркасов, уменьшение вероятности брака, улучшение удобства сборки, а следовательно - увеличение производительности.
Поставленная задача решается тем, что сборочный кондуктор стержней вертикального направления армирования для изготовления каркасов многомерно армированных углерод-углеродных композиционных материалов выполнен 3D печатью методом послойного наплавления из нити полилактида имеет форму плиты толщиной достаточной для обеспечения точного координирования стержней вертикального направления армирования с отверстиями диаметром достаточным для легкого съема каркаса многомерно армированного материалов со сборочного кондуктора.
Изготовление сборочного кондуктора методом 3D печати, не имеет ограничений, присущих механической обработке изделий в виде сверления отверстий и изготовление фасок в каждом отверстии.
Изготовление сборочного кондуктора методом 3D печати включает в себя следующие операции: построение 3D-модели в соответствии с заданным чертежом сборочного кондуктора; перевод исходной 3D-модели в STL формат; разбиение 3D-модели на слои печати программой Poligon X, соблюдая настройки экструзии; сохранение файла в формате PolygonX Task File (.plgx)); перенос на 3D-принтер подготовленного файла формата PolygonX Task File (plgx); нанесение на рабочую поверхность стекла-подложки 3D-принтера, протертого спиртом и просушенного в течение 3-5 минут, тонкого слоя клея, с дальнейшей просушкой клея в течение 3-5 минут; выбор на дисплее принтера соответствующих режимов печати; после окончания печати отделение от стекла-подложки готового кондуктора.
Сборочный кондуктор представляет собой пластину с зоной перфорации квадратной или шестигранной или другой формы (фиг.1), при этом перфорация выполнена в виде отверстий с диаметром, примерно равным диаметру стержней изготовляемого каркаса, расположение рядов и шаг между отверстиями задаются в зависимости от структуры собираемого каркаса (трех- или четырех направленного).
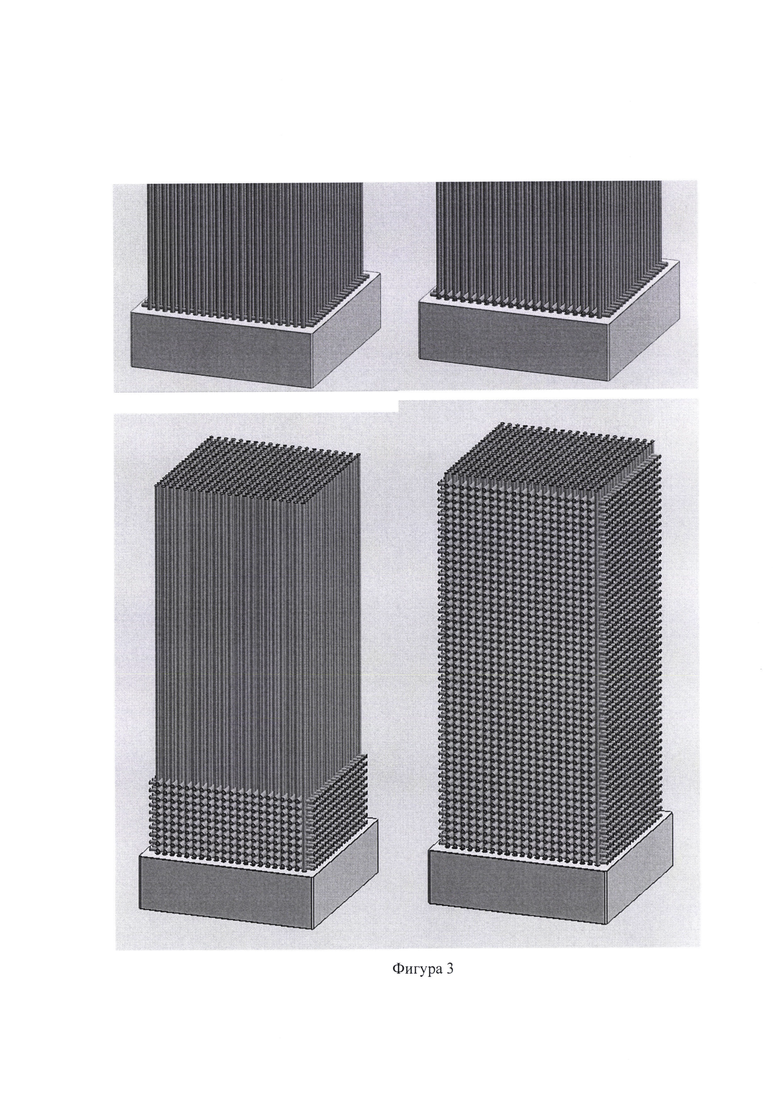
Сборка в кондуктор стержней для изготовления каркасов многомерно армированных углерод-углеродных композиционных материалов производится вручную. В квадратную плиту определенного размера (например, размером 100×100 мм с отверстиями диаметром ∅ 1,30 мм) устанавливают углеродные стержни (для данного примера диаметром 1,20 мм) (направление Z) (фиг.2). Затем в каждый ряд между стержнями направления Ζ укладывают стержни направления X (фиг.3). Поворачивая, сборочный кондуктор с собранным каркасом на угол 90° в горизонтальной плоскости, собирают ряд стержней направления Υ (фиг.3). Последовательно собирают слои в направлениях Χ, Υ на необходимую высоту, соблюдая чередование Χ, Υ, - Χ, Υ, - и т.д. Затем, воздействуя на края плиты, покачивая плиту и прилагая усилие вдоль оси Ζ, снимают каркас с плиты (фиг.4)
Источники информации
1. Патент RU на полезную модель № 134481, опубл. 20.01.2013, МПК В32В 5/12
2. Патент РФ № 2712607, опубл. 29.01.2020, МПК С04В 35/83, B29C 70/24.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ формирования 3D каркаса многомерно армированного углеродного композиционного материала и устройство для его осуществления | 2019 |
|
RU2712607C1 |
| Способ формирования 4D каркаса многомерно армированного углеродного композиционного материала и устройство для его осуществления | 2020 |
|
RU2770083C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЪЕМНО АРМИРОВАННОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2017 |
|
RU2678020C1 |
| ОБЪЁМНО-АРМИРОВАННЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2020 |
|
RU2778523C2 |
| Устройство для изготовления изделий из композиционных материалов | 1980 |
|
SU912530A1 |
| КОМПОЗИЦИОННЫЙ МАТЕРИАЛ НА ОСНОВЕ КАРКАСА ОБЪЁМНОЙ СТРУКТУРЫ И ДИСПЕРСНО-УПРОЧНЁННОЙ НАНО- И/ИЛИ УЛЬТРАДИСПЕРСНЫМИ ЧАСТИЦАМИ ТУГОПЛАВКИХ СОЕДИНЕНИЙ УГЛЕРОДНОЙ ИЛИ УГЛЕРОД-КЕРАМИЧЕСКОЙ МАТРИЦЫ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2021 |
|
RU2779626C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА, АРМИРОВАННОГО УГЛЕРОДНЫМ ВОЛОКНОМ | 2008 |
|
RU2477686C2 |
| УГЛЕРОД-КАРБИДОКРЕМНИЕВЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ НА ОСНОВЕ МНОГОНАПРАВЛЕННОГО АРМИРУЮЩЕГО СТЕРЖНЕВОГО КАРКАСА | 2015 |
|
RU2626501C2 |
| Способ получения углерод-углеродного композиционного материала на основе многонаправленного армирующего каркаса из углеродного волокна | 2022 |
|
RU2791456C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЪЕМНО АРМИРОВАННОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2017 |
|
RU2678021C1 |


Изобретение относится к области производства углеродных материалов на основе объемно-армированных каркасов из углеродного волокна. Технология формирования каркаса многомерно армированного углерод-углеродного композиционного материала используется для изготовления изделий в химической, нефтяной и металлургической промышленности, а также в авиакосмической технике для создания изделий и элементов конструкций, стойких к эрозионному разрушению при воздействии высоких температур и давлений, а также агрессивных сред. Сборочный кондуктор для изготовления каркасов многомерно армированных углерод-углеродных композиционных материалов, имеющий форму перфорированной плиты с отверстиями для установки стержней вертикального направления армирования, выполнен 3D-печатью методом послойного наплавления из нити полилактида. Толщина плиты обеспечивает точное координирование стержней вертикального направления армирования, расположение рядов и шаг между отверстиями заданы в зависимости от структуры собираемого трёх- или четырёхнаправленного каркаса, а диаметр отверстий обеспечивает легкий съём каркаса со сборочного кондуктора. Технический результат изобретения - увеличение точности сборки каркасов и увеличение производительности устройства. 4 ил.
Сборочный кондуктор для изготовления каркасов многомерно армированных углерод-углеродных композиционных материалов, имеющий форму перфорированной плиты с отверстиями для установки стержней вертикального направления армирования, отличающийся тем, что он выполнен 3D-печатью методом послойного наплавления из нити полилактида, при этом толщина плиты обеспечивает точное координирование стержней вертикального направления армирования, расположение рядов и шаг между отверстиями заданы в зависимости от структуры собираемого трёх- или четырёхнаправленного каркаса, а диаметр отверстий обеспечивает легкий съём каркаса со сборочного кондуктора.
| Устройство для воспроизведения нелинейных зависимостей от входного аргумента | 1959 |
|
SU134481A1 |
| СПОСОБ ПРОИЗВОДСТВА ИЗДЕЛИЙ ИЗ КОМПОЗИТНЫХ МАТЕРИАЛОВ МЕТОДОМ 3Д-ПЕЧАТИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2017 |
|
RU2674138C1 |
| Устройство для изготовления изделий из композиционных материалов | 1980 |
|
SU912530A1 |
| Способ формирования 3D каркаса многомерно армированного углеродного композиционного материала и устройство для его осуществления | 2019 |
|
RU2712607C1 |
| КОНДУКТОР ДЛЯ СБОРКИ И СВАРКИ ДЕТАЛЕЙ | 1991 |
|
RU2035284C1 |
| US 4168337 A1, 18.09.1979 | |||
| CN 107825702 A, 23.03.2018. | |||

