05
Ю
ОР Изобретение относится к предвар тельной обработке стальных или чугунных изделий нанесением ко позиционных покрытий. Известен электролит,.в котором изделие из стали или чугуна перед нанесением гальванических железных покрытий предварительно обрабатывают анодно, сначала в хлористом электролите железнения и затем в электролите на основе фосфорной ки лоты н. Недостатком известного решения является низкая адгезия за счет загрязнения шламами. Такая анодная обработка осуществляется циклически в двух ваннах, что требует.допо нительного оборудования и усложняет технологический процесс, ведет загрязнению ванны анодным шламом. Наиболее близким к изобретению является электролит для предварительной обработки стальных или чуг ных изделий перед нанесением желез ных покрытий, содержащий сернокислое железо и неорганическую кислоту 2. Однако известный электролит .не обеспечивает достаточного сцепления при нанесении композиционных электрохимических покрытий из хлор того электролита железнения с дисп гированными в нем нерастворимыми частицами, например карбидами, оксидами, боридами металлов, частица ми твердых смазок и полимерных материалов из-за недостаточно глуб {кого травления и снижения стабиль |ности работы валки за счет накопле ния в нем растворенного железа. Делью изобретения является повы шение адгезии покритий. Поставленная цель достигается тем, что электролит для предварител ной обработки стальных или чугунных изделий перед нанесением покрытий на основе железа преимущественно композиционных, содержащий сернокислое железо и неорганическую кислоту, дополнительно содержит тринатрийфосфат, а в качестве неорганической кислоты - фосфорную кислот при следующим соотношениях компонен тов, г/л; Сернокислое железо 150-350 Тринатрийфосфат: 10-30. Фосфорная кислота 130-150 Электролит готовят растворением расчетных количеств сернокислого железа (РеВОл- тринайтрийфос фата (NaaPO l и фосфорной кислоты () в воде. Процесс осуществляют следующим образом. Предварительно обезжиренную деталь травят анодно в электролите, содержащем 150-350 г/л сернокислого железа, 130-150 г/л ортофосфорной кислоты, 10-30 г/л тринатрийфосфата в течейие 20-90 с при 18-25°С и плотности тока, (Dg) 60-80 А/дм. Анодная обработка вызывает более глубокое травление поверхности основного металла и образование на ней устойчивой пассивной пленки, предохраняющей поверхность детали от окисления в процессе последуквдих операций. Стабилизация процесса анодного травления и образование пассивной пленки проходит в течение 2090 с. Увеличение, или сокращение этого времени приводит к ухудшению сцепления покгалтий. После анодной обработки изделие промывают в горячей воде и погружают в электролит-суспензию для нанесения композиционных электрохимических покрытий. Частицы второй фазы поддерживаются во взвешенном состоянии известным способом, например механическим перемещением, ультразвуковым или электромагнитным полями . Оптимальные режимы нанесения композиционных покрытий на основе железа или его сплавов. В электролите-суспензии изделие выдержив ают без тока в течение 3060 с для разрушения пассивной пленки, образовавшейся при анодном травлении за счет электрохимического и механического активирования поверхности СР ионами и дисперсными частицами. Затем подают ток и вьщержи;вают детсшь при плотности тока 1il,5 в течение 4-5 мин, после чего плавно повышают плотность тока до 4-5 Д/дм2 со скоростью 0,8 1 А/дм в минуту. ПРИ плотности тока 4-5 А/дм деталь вьщерживают в течение 3-4 мин, затем повыдают плотность тока до рабочей 20-50 Д/дм со скоростью 2-4 А/дм- в минуту, дальнейшее осаждение ведут при рабочей плотности тока 20-50 А/дм, температуре электролита 40t5°C, рН .0,7-1,1. Повышение рН более 1,1 приводит к ухудшению сцепления и качества самого покрытия. Пример. Изделия из стали 45 и чугуна СЧ 21-40 перед нанесением покрытия обезжиривают раствором венской извести, тщательно промывают водой, подвергают анодному травлению, промывают горячей водой, а затем наносят композиционные покрытия. Оптимальные режимы нанесения композиционного покрытия на основе железа с частицами полиамида 54С из электролита, содержащего, г/л: FeCI. () 600j полиамид 54С - 50, следующие:; промытые изделия погружают в элекд:ролит-суспензию, где выдерживают без тока в течение 45 с.
а потом подают ток и наносят первый слой покрытия при плотности тока 1,25 А/дм2 в течение 4-5 мин, затем повышают плотность тока до 4,5 А/дм со скоростью 0,9 А/дм, вьадерживают при данной плотности тока в течение 3-4 мин, повышая после этого плотность Toija до рабочей 20-50 А/дм со скоростью 3 А/дм и при данной плотности тока и температуре электролита (температура равна и рН 0,9) осуществляют окончательное осаждение.
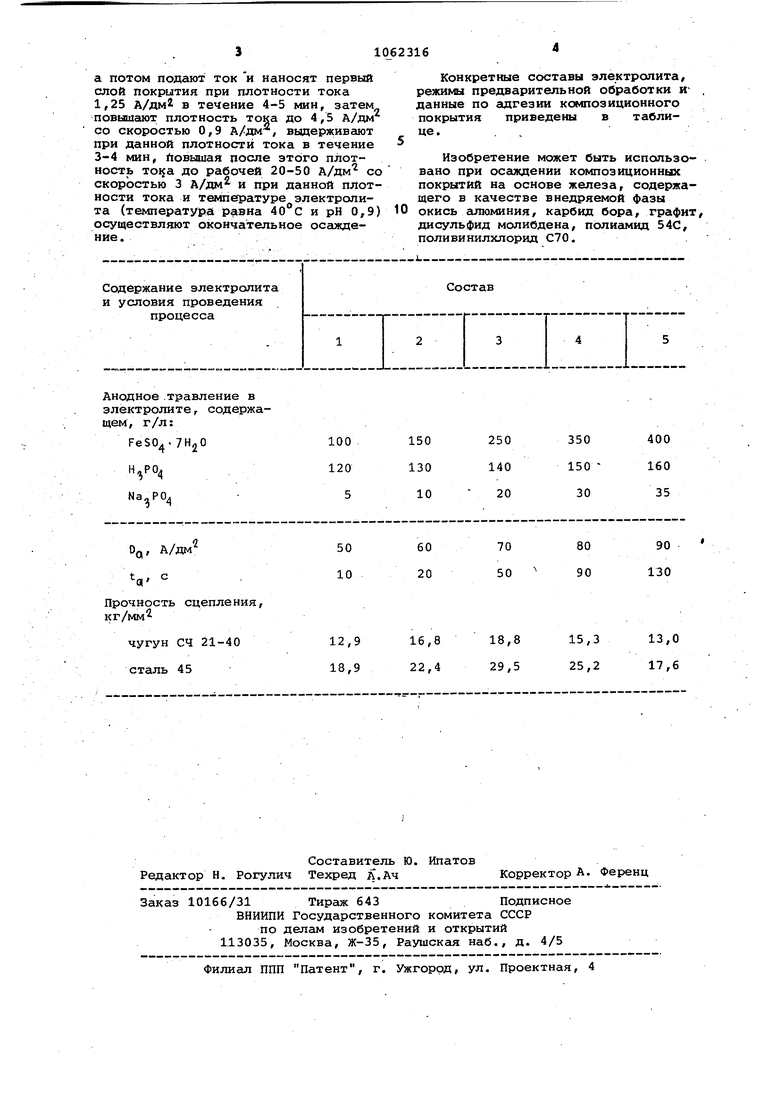
Конкретные составы электролита, режимы предварительной обработки и- , данные по адгезии композиционного покрытия приведены в таблице.
Изобретение может быть использовано при осаждении композиционных покрытий на основе железа, содержащего в качестве внедряемой фазы окись алюминия, карбид бора, графит, дисульфид молибдена, полиамид 54С, поливинилхлорид С70.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ подготовки стальных деталей | 1985 |
|
SU1341248A1 |
| Способ электролитического железнения алюминия и его сплавов | 1976 |
|
SU692914A1 |
| Способ гальванического железнения стальных деталей | 2018 |
|
RU2689341C1 |
| СПОСОБ НАНЕСЕНИЯ ГАЛЬВАНИЧЕСКИХ ЖЕЛЕЗНЫХ ПОКРЫТИЙ В ПРОТОЧНОМ ЭЛЕКТРОЛИТЕ С КРУПНЫМИ ДИСПЕРСНЫМИ ЧАСТИЦАМИ | 2011 |
|
RU2503751C2 |
| СПОСОБ ЭЛЕКТРОЛИТИЧЕСКОГО ОСАЖДЕНИЯ ЖЕЛЕЗА И ЖЕЛЕЗО НИКЕЛЕВОГО СПЛАВА НА ДЕТАЛЯХ ИЗ АЛЮМИНИЯ И ЕГО СПЛАВОВ ИЗ ХЛОРИСТЫХ ЭЛЕКТРОЛИТОВ | 1964 |
|
SU165627A1 |
| СПОСОБ ГАЛЬВАНИЧЕСКОГО ВОССТАНОВЛЕНИЯ ИЗНОШЕННОЙ СТАЛЬНОЙ ДЕТАЛИ В ПРОТОЧНОМ ЭЛЕКТРОЛИТЕ С ДИСПЕРСНЫМИ ЧАСТИЦАМИ | 2021 |
|
RU2781400C1 |
| Способ нанесения электропроводного защитного покрытия на алюминиевые сплавы | 2023 |
|
RU2817277C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЙ ЖЕЛЕЗО-НИКЕЛЬ-ХРОМ НА ИЗНОШЕННЫЕ ПОВЕРХНОСТИ ДЕТАЛЕЙ С ПОМОЩЬЮ РЕВЕРСИВНОГО ТОКА | 2021 |
|
RU2775586C1 |
| Композиционное металл-алмазное покрытие, способ его получения, дисперсная система для осаждения композиционного металл-алмазного покрытия и способ ее получения | 2019 |
|
RU2706931C1 |
| СПОСОБ НАНЕСЕНИЯ КОМПОЗИЦИОННЫХ ЭЛЕКТРОХИМИЧЕСКИХ ПОКРЫТИЙ | 2011 |
|
RU2482225C2 |
ЭЛЕКТРОЛИТ ДЛЯ ПРЕДВАРИТЕЛЬНОЙ ОБРАБОТКИ СТАЛЬНЕзК ИЛИ ЧУГУННЫХ ИЗДЕЛИЙ перед нанесением поК1жатий на основе железа преимущественно композиционшлх, содержагций сернокислое железо и неорганическую кислоту, отличающи. йс я тем, что, с целью повыиения адгезии покрытий, он дополнительно содержит тринатрийфосфат, а в качестве неорганической кислоты - фосфорную кислоту при следующем соотношении компонентов, г/л: Сернокислое железо 150-350 Тринатрийфосфат 10-30 Фосфорная кислота 130-150
Содержание электролита и условия проведения
Анодное .травление в электролите, содержащем, г/л:
Прочность сцепления, кг/мм
Состав
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| 0 |
|
SU163478A1 | |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Мелков М.П | |||
| Твердое осталивание автотракторных деталей | |||
| М | |||
| , Транспорт, 1971, с | |||
| Способ подготовки рафинадного сахара к высушиванию | 0 |
|
SU73A1 |
