Изобретение относится к области обработки металлов давлением, а именно к способам определения положения нейтрального сечения при продольной прокатке на гладкой бочке.
Известен способ определения положения нейтральной линии в сечении при плоском косом изгибе балочных конструкций (Патент RU 2115898 С1, дата регистрации 11.06.1996, дата публикации 20.07.1998, авторы Коробко В.И., Коробко А.В.). Способ позволяет определить положение нейтральной линии в сечении при изгибе балочных конструкций. Неизвестно, возможно ли использовать данный способ при определении положения нейтрального сечения при продольной прокатке на гладкой бочке.
Известен способ исследования положения максимума контактных нормальных напряжений относительно нейтрального сечения при холодной прокатке (Василев Я.Д., Завгородний М.И., Самокиш Д.Н. Исследование положение максимума контактных нормальных напряжений относительно нейтрального сечения при холодной прокатке. Известия высших учебных заведений. Черная металлургия. 2014, том 57, №4, с. 21-24). Способ позволяет оценить положение максимума контактных нормальных напряжений относительно нейтрального сечения при холодной прокатке. Способ не позволяет определять положение нейтрального сечения при продольной прокатке на гладкой бочке.
Известен способ расчета величины нейтрального угла по формуле С. Экелунда (Целиков А.И., Никитин Г.С, Рокотян СЕ. Теория продольнойпрокатки. М., «Металлургия», 1980, с. 52). Нет данных об эффективности применения данного способа для определения положения нейтрального сечения в процессах асимметричной прокатки.
Известен способ оценки кинематики течения металла при асимметричной прокатке (A.M. Песин, Д.О. Пустовойтов. Моделирование кинематики течения металла при асимметричной тонколистовой прокатке алюминиевого сплава 5083. Заготовительные производства в машиностроении, 2016, №4, с. 26-31). Данный способ наиболее близок к предлагаемому изобретению. Способ предполагает выбор и определение параметров исследуемого процесса прокатки, в том числе диаметра валков, зазора между валками, скорости вращения валков, температуры и размеров полосы перед прокаткой, определении сопротивления деформации материала заготовки в зависимости от степени деформации, скорости деформации и температуры по результатам испытаний на испытательной машине. После этого проводят компьютерное моделирование процесса прокатки с помощью вычислительной среды конечно-элементного анализа DEFORM в условиях плоской деформации, используя значения ранее определенных параметров исследуемого процесса продольной прокатки и результаты испытаний на испытательной машине. По результатам компьютерного моделирования определяют размеры зоны опережения и отставания в очаге деформации. В данном способе не изложен порядок определения положения нейтральной линии и ее точек на верхнем и нижнем валках.
Техническим результатом является повышение точности и эффективности способов и методик расчета параметров очага деформации и распределения скорости течения металла при продольной прокатке на гладкой бочке благодаря точному определению положения нейтрального сечения как при одинаковых, так и при разных диаметрах рабочих валков, а также повышение эффективности процессов прокатки за счет регулирования зон опережения и отставания в очаге деформации.
Технический результат достигается тем, что сначала осуществляют деформацию заготовки в рамках исследуемого процесса продольной прокатки. При этом определяют параметры исследуемого процесса продольной прокатки: диаметр валков, зазор между валками, скорость вращения валков, температуру и размеры полосы перед прокаткой. После этого определяют значения сопротивления деформации материала заготовки не деформированной полосы в зависимости от степени деформации, скорости деформации и температуры по результатам испытаний на испытательной машине. Определенные значения параметров исследуемого процесса прокатки и результаты испытаний на испытательной машине образцов материала недеформированной заготовки используют для проведения компьютерного моделирования исследуемого процесса продольной прокатки полосы в условиях плоского деформированного состояния с помощью вычислительной среды конечно-элементного анализа. При подготовке данных для конечно-элементного компьютерного моделирования процесса прокатки и позиционирования объектов модели вводят прямоугольную систему координат. Начало координат находится на вертикальной прямой, проходящей через центры валков. При этом начало координат находится между центрами валков на равном расстоянии от каждого из центров валков. Ось абсцисс проходит через начало координат и параллельна направлению прокатки. Ось ординат проходит через начало координат и перпендикулярно оси абсцисс. По окончании компьютерного моделирования на установившейся стадии прокатки с помощью инструментария вычислительной среды конечно-элементного анализа отображают область контакта заготовки и верхнего валка, представляющую собой дугу. Для каждой из точек дуги контакта с помощью инструментария вычислительной среды конечно-элементного анализа рассчитывают значение координаты точки по оси абсцисс, скорости перемещения материала полосы по оси абсцисс. Для каждой точки дуги контакта рассчитывают значение горизонтальной компоненты скорости валка по формуле
где Vrx - горизонтальная компонента скорости валка в точке на дуге контакта, мм/с, ω - угловая скорость вращения валков, рад/с, Rt - радиус валка, мм, xpu - координата точки дуги контакта по оси абсцисс. Для каждой точки дуги контакта рассчитывают разность горизонтальной компоненты скорости валка в этой точке и скорости перемещения металла полосы по оси абсцисс. Среди всех точек дуги контакта определяют две соседние точки такие, что в точке, расположенной дальше от начала координат разность горизонтальной компоненты скорости валка в этой точке и скорости перемещение металла полосы по оси абсцисс положительна, а в точке, расположенной ближе к началу координат, разность горизонтальной компоненты скорости валка в этой точке и скорости перемещения металла полосы по оси абсцисс отрицательна. Определяют координату по оси абсцисс точки, в которой разность горизонтальной компоненты скорости валка в этой точке и скорости перемещение металла полосы по оси абсцисс равна нулю по формуле: 
где xu - координата по оси абсцисс точки, в которой разность горизонтальной компоненты скорости валка в этой точке и скорости перемещения металла полосы по оси абсцисс равна нулю, xul - координата по оси абсцисс точки, для которой разность горизонтальной компоненты скорости валка и скорости перемещения металла полосы по оси абсцисс положительна, ΔVul - разность горизонтальной компоненты скорости валка в этой точке и скорости перемещения металла полосы по оси абсцисс в этой точке, мм/с, xur - координата по оси абсцисс точки, в которой разность горизонтальной компоненты скорости валка и скорости перемещения металла полосы по оси абсцисс отрицательна, ΔVur - разность горизонтальной компоненты скорости валка в этой точке и скорости перемещения металла полосы по оси абсцисс в этой точке, мм/с. Координату точки, для которой разность горизонтальной компоненты скорости валка и скорости перемещения металла по оси абсцисс равна нулю, по оси ординат определяют по формуле
где yu - координата точки, для которой разность горизонтальной компоненты скорости валка и скорости перемещения металла по оси абсцисс равна нулю, по оси ординат, yrt -координата центра верхнего валка по оси ординат, xrt - координата центра верхнего валка по оси абсцисс, xu - координата по оси абсцисс точки, в которой разность горизонтальной компоненты скорости валка и скорости перемещения металла полосы по оси абсцисс равна нулю, Rt - радиус верхнего валка, мм. После этого с помощью инструментария вычислительной среды конечно-элементного анализа отображают область контакта заготовки и нижнего валка, представляющую собой дугу. Для каждой из точек дуги контакта с помощью инструментария вычислительной среды конечно-элементного анализа рассчитывают значение координаты точки по оси абсцисс, скорости перемещения материала полосы по оси абсцисс. Для каждой точки дуги контакта рассчитывают значение горизонтальной компоненты скорости валка по формуле 
где Vrx - горизонтальная компонента скорости валка в точке на дуге контакта, м/с, ω - угловая скорость вращения валков, рад/с, Rb - радиус валка, мм, xpl - координата точки дуги контакта по оси абсцисс. Для каждой точки дуги контакта рассчитывают разность горизонтальной компоненты скорости валка в этой точке и скорости перемещение металла полосы по оси абсцисс. Среди всех точек дуги контакта определяют две соседние точки такие, что в точке, расположенной дальше от начала координат разность горизонтальной компоненты скорости валка в этой точке и скорости перемещение металла полосы по оси абсцисс положительна, а в точке, расположенной ближе к началу координат, разность горизонтальной компоненты скорости валка в этой точке и скорости перемещение металла полосы по оси абсцисс отрицательна. Определяют координату по оси абсцисс точки, в которой разность горизонтальной компоненты скорости валка в этой точке и скорости перемещение металла полосы по оси абсцисс равна нулю по формуле:

где хl - координата по оси абсцисс точки, в которой разность горизонтальной компоненты скорости на валке в этой точке и скорости перемещение металла полосы по оси абсцисс равна нулю, xll - координата по оси абсцисс точки, для которой разность горизонтальной компоненты скорости валка и скорости перемещение металла полосы по оси абсцисс положительна, ΔVll - разность горизонтальной компоненты скорости валка в этой точке и скорости перемещение металла полосы по оси абсцисс в этой точке, мм/с, xlr - координата по оси абсцисс точки, для которой разность горизонтальной компоненты скорости валка и скорости перемещение металла полосы по оси абсцисс отрицательна, ΔV1r - разность горизонтальной компоненты скорости валка в этой точке и скорости перемещение металла полосы по оси абсцисс в этой точке, мм/с. Координату по оси ординат точки, для которой разность горизонтальной компоненты скорости валка и скорости перемещения металла по оси абсцисс равна нулю, определяют по формуле 
где yl - координата по оси ординат точки, для которой разность горизонтальной компоненты скорости валка и скорости перемещения металла по оси абсцисс равна нулю, yrb - координата центра нижнего валка по оси ординат, xrb - координата центра нижнего валка по оси абсцисс, xl - координата по оси абсцисс точки, в которой разность горизонтальной компоненты скорости валка и скорости перемещения металла полосы по оси абсцисс равна нулю, Rb - радиус нижнего валка, мм. Принимают, что нейтральное сечение проходит через точки с координатами (xu yu), (xl, yl) и перпендикулярно боковым торцам прокатываемой полосы.
Предлагаемый способ эффективен при определении положения нейтрального сечения как при симметричной, так и при асимметричной продольной прокатке на гладкой бочке.
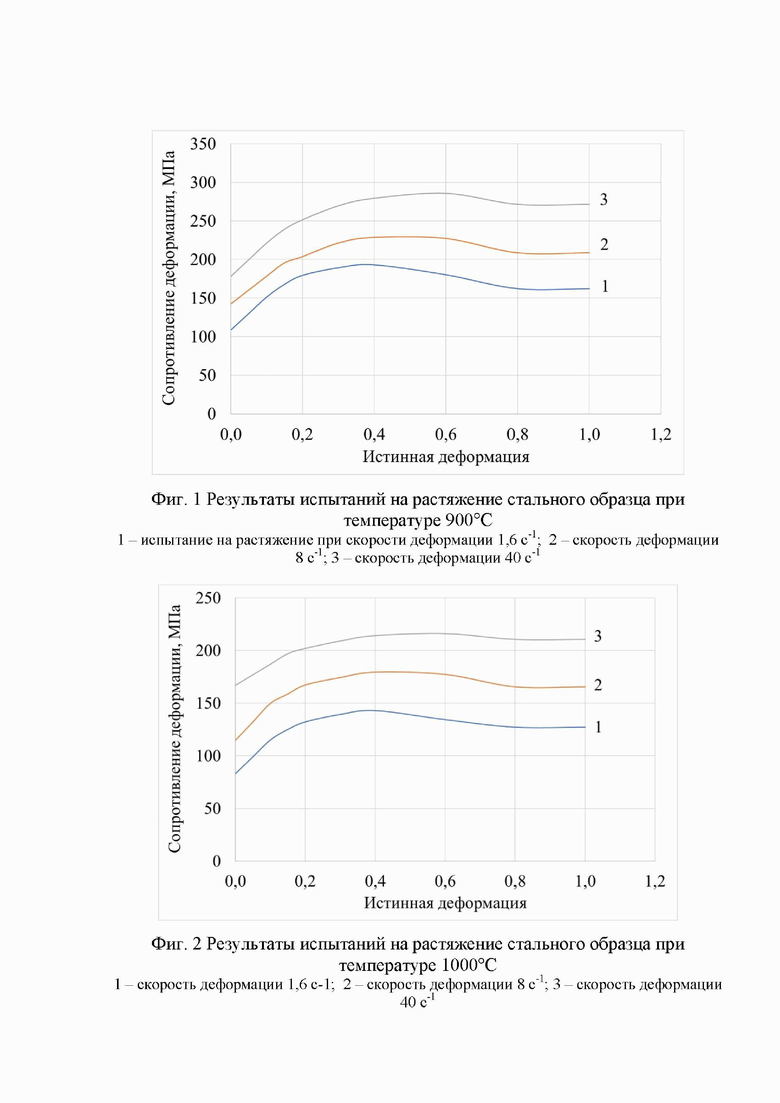
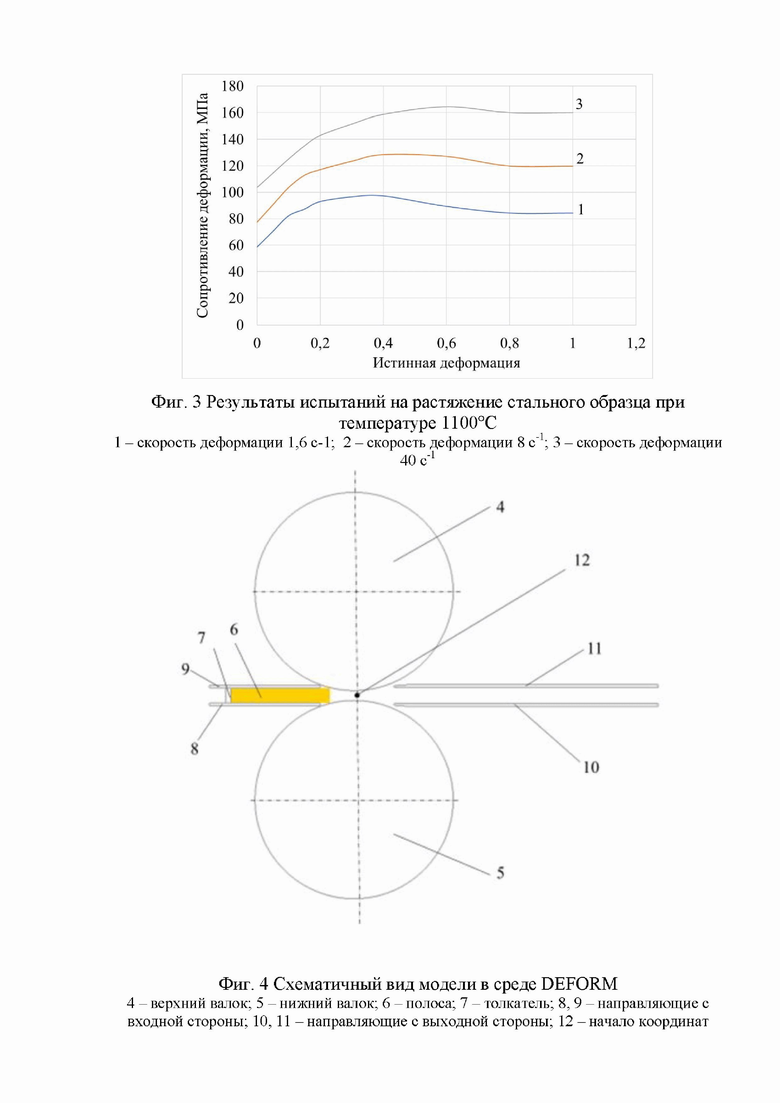
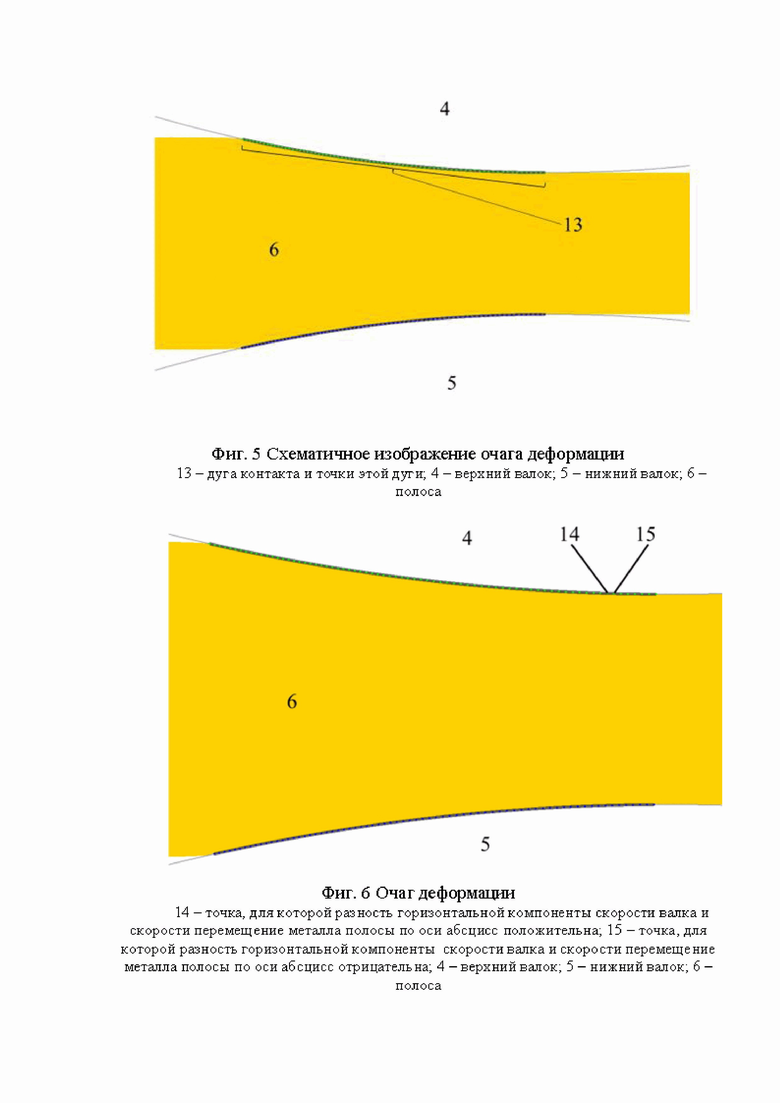
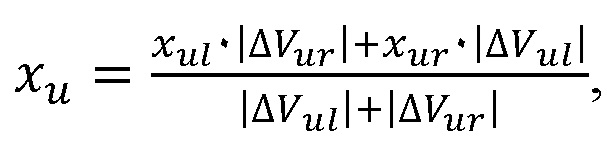
Технический результат достигается на примере определения положения нейтрального сечения в процессе продольной прокатки полосы из стали 45. Исходная полоса имела толщину 15 мм и длину 100 мм. Исследуемый процесс прокатки осуществляли на лабораторном стане. Валки стана имели диаметр 200 мм, при прокатке вращались с частотой 60 оборотов в минуту. Зазор между валками составлял 10 мм. Температура заготовки перед прокаткой составляла 1000°С.Провели испытания на растяжение образцов из стали 45 на испытательной машине Gleeble-3800 при температурах 900°С, 1000°С и 1100°С при скоростях деформации 1,6 с-1, 8 с-1, и 40 с-1. На фиг. 1 представлены результаты испытаний на растяжение при температуре 900°С. На фиг. 2 представлены результаты испытаний на растяжение при температуре 1000°С. На фиг. 3 представлены результаты испытаний на растяжение при температуре 1100°С. На фиг. 1-3 поз. 1 соответствует испытанию на растяжение при скорости деформации 1,6 с-1, поз. 2 - скорости деформации 8 с-1, поз. 3 - скорости деформации 40 с-1. Определенные значения параметров исследуемого процесса прокатки и результаты испытаний на растяжение образцов из стали 45 на испытательной машине использовали для проведения компьютерного моделирования исследуемого процесса продольной прокатки в условиях плоского деформированного состояния с помощью вычислительной среды конечно-элементного анализа DEFORM. Предварительно в среде автоматизированного компьютерного проектирования SolidWorks создали эскиз, содержащий валки, заготовку, толкатель и направляющие. Эскиз сохранили в формате.dxf и загрузили в препроцессор DEFORM. На фиг. 4 показан вид модели в препроцессоре DEFORM: 4 - верхний валок, 5 -нижний валок, 6 - полоса, 7 - толкатель, 8,9 - направляющие с входной стороны, 10,11 - направляющие с выходной стороны. При подготовке данных для конечно-элементного компьютерного моделирования процесса прокатки и позиционирования объектов модели ввели прямоугольную систему координат. Начало координат находится на вертикальной прямой, проходящей через центры валков. При этом начало координат находится между центрами валков на равном расстоянии от каждого из центров валков. На фиг. 4 начало координат обозначено поз. 12. Ось абсцисс проходит черезначало координат и параллельна направлению прокатки. Ось ординат проходит через начало координат и перпендикулярно оси абсцисс. По окончании компьютерного моделирования на установившейся стадии прокатки с помощью инструментария вычислительной среды конечно-элементного анализа отобразили область контакта заготовки и верхнего валка, представляющую собой дугу. На фиг. 5 поз. 13 соответствует дуге контакта и точкам этой дуги, поз. 4 - верхний валок, поз. 5 - нижний валок, поз.6 - полоса. Для каждой из точек дуги контакта с помощью инструментария вычислительной среды конечно-элементного анализа рассчитывают значение координаты точки по оси абсцисс, скорости перемещения материала полосы по оси абсцисс. Для каждой точки дуги контакта рассчитали значение горизонтальной компоненты скорости валка по формуле 
где Vrx - горизонтальная компонента скорости валка в точке на дуге контакта, м/с, ω - угловая скорость вращения валков, 6,28 рад/с (или 60 оборотов в минуту), Rb - радиус валка, 100 мм, xpl - координата точки дуги контакта по оси абсцисс. Среди всех точек дуги контакта определили две соседние точки такие, что в точке, расположенной дальше от начала координат разность горизонтальной компоненты скорости валка в этой точке и скорости перемещение металла полосы по оси абсцисс положительна, а в точке, расположенной ближе к началу координат, разность горизонтальной компоненты скорости валка в этой точке и скорости перемещение металла полосы по оси абсцисс отрицательна. На фиг. 6 поз. 14 соответствует точке, для которой разность горизонтальной компоненты скорости валка и скорости перемещение металла полосы по оси абсцисс положительна, поз. 15 соответствует точке, для которой разность горизонтальной компоненты скорости валка и скорости перемещение металла полосы по оси абсцисс отрицательна, поз. 4 - верхний валок, поз. 5 - нижний валок, поз.6 - полоса. Определили координату по оси абсцисс точки, в которой разность горизонтальнойкомпоненты скорости валка в этой точке и скорости перемещение металла полосы по оси абсцисс равна нулю по формуле: 
где xu - координата по оси абсцисс точки, в которой разность горизонтальной компоненты скорости валка в этой точке и скорости перемещение металла полосы по оси абсцисс равна нулю, - координата по оси абсцисс точки, для которой разность горизонтальной компоненты скорости валка и скорости перемещение металла полосы по оси абсцисс положительна, значение составило -2,865, ΔVul - разность горизонтальной компоненты скорости валка в этой точке и скорости перемещение металла полосы по оси абсцисс в этой точке, значение составило 0,061 мм/с, xur - координата по оси абсцисс точки, для которой разность горизонтальной компоненты скорости валка и скорости перемещение металла полосы по оси абсцисс отрицательна, значение составило -2,539, ΔVur - разность горизонтальной компоненты скорости валка в этой точке и скорости перемещение металла полосы по оси абсцисс в этой точке, значение составило -0,884 мм/с. Получили, что xu=-2.844. Координату по оси ординат точки, для которой разность горизонтальной компоненты скорости валка и скорости перемещения металла по оси абсцисс равна нулю, определили по формуле 
где yu - координата по оси ординат точки, для которой разность горизонтальной компоненты скорости валка и скорости перемещения металла по оси абсцисс равна нулю, yrt - координата центра верхнего валка по оси ординат, 105, xrt - координата центра верхнего валка по оси абсцисс, 0, xu - координата точки по оси абсцисс, в которой разность горизонтальной компоненты скорости валка и скорости перемещения металла полосы по оси абсцисс равна нулю, -2,844, Rt - радиус верхнего валка, 100 мм. Получили, что yu=5,040.
После этого с помощью инструментария вычислительной среды конечно-элементного анализа отображают область контакта заготовки и нижнего валка, представляющую собой дугу. На фиг. 7 поз. 16 соответствует дуге контакта и точкам этой дуги, поз. 4 - верхний валок, поз. 5 - нижнийвалок, поз. 6 - полоса. Для каждой из точек дуги контакта с помощью инструментария вычислительной среды конечно-элементного анализа рассчитывают значение координаты точки по оси абсцисс, скорости перемещения материала полосы по оси абсцисс. Для каждой точки дуги контакта рассчитывают значение горизонтальной компоненты скорости валка по формуле 
где Vrx - горизонтальная компонента скорости валка в точке на дуге контакта, мм/с, ω - угловая скорость вращения валков, 6,28 рад/с, Rb - радиус валка, 100 мм, xpl - координата точки дуги контакта по оси абсцисс. Среди всех точек дуги контакта определили две соседние точки такие, что в точке, расположенной дальше от начала координат разность горизонтальной компоненты скорости валка в этой точке и скорости перемещение металла полосы по оси абсцисс положительна, а в точке, расположенной ближе к началу координат, разность горизонтальной компоненты скорости валка в этой точке и скорости перемещение металла полосы по оси абсцисс отрицательна. На фиг. 8 поз. 17 соответствует точке, для которой разность горизонтальной компоненты скорости валка и скорости перемещение металла полосы по оси абсцисс положительна, поз. 18 соответствует точке, для которой разность горизонтальной компоненты скорости валка и скорости перемещение металла полосы по оси абсцисс отрицательна, поз. 4 - верхний валок, поз. 5 - нижний валок, поз. 6 - полоса. Определили координату по оси абсцисс точки, в которой разность горизонтальной компоненты скорости валка в этой точке и скорости перемещение металла полосы по оси абсцисс равна нулю по формуле: 
где xl - координата по оси абсцисс точки, в которой разность горизонтальной компоненты скорости валка в этой точке и скорости перемещение металла полосы по оси абсцисс равна нулю, xll - координата по оси абсцисс точки, для которой разность горизонтальной компоненты скорости валка и скорости перемещение металла полосы по оси абсцисс положительна, значение составило -2,623, ΔVll - разностьгоризонтальной компоненты скорости валка в этой точке и скорости перемещение металла полосы по оси абсцисс в этой точке, значение составило 0,102 мм/с, xlr - координата по оси абсцисс точки, для которой разность горизонтальной компоненты скорости валка и скорости перемещение металла полосы по оси абсцисс отрицательна, значение составило -2,296, ΔVlr - разность горизонтальной компоненты скорости валка в этой точке и скорости перемещение металла полосы по оси абсцисс в этой точке, -0,847 мм/с. Получили, что xu=-2.589. Координату точки, для которой разность горизонтальной компоненты скорости валка и скорости перемещения металла по оси абсцисс равна нулю, по оси ординат определяют по формуле 
где yl - координату точки, для которой разность горизонтальной компоненты скорости валка и скорости перемещения металла по оси абсцисс равна нулю, по оси ординат, yrb - координата центра нижнего валка по оси ординат, -105, xrb - координата центра нижнего валка по оси абсцисс, 0, xl - координата точки по оси абсцисс, в которой разность горизонтальной компоненты скорости валка и скорости перемещения металла полосы по оси абсцисс равна нулю, -2,589, Rb - радиус нижнего валка, 100 мм. Получили, что yl=-5,033. Принимают, что нейтральное сечение проходит через точки с координатами (-2,844;5,040), (-2,587;-5,033) и перпендикулярно боковым торцам прокатываемой полосы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения длины дуги контакта при продольной прокатке полосы на гладкой бочке | 2023 |
|
RU2818241C1 |
| СПОСОБ ПРОДОЛЬНОЙ ПРОКАТКИ ПОЛОСЫ НА ГЛАДКОЙ БОЧКЕ | 2023 |
|
RU2814505C1 |
| Способ винтовой прокатки цилиндрической заготовки | 2024 |
|
RU2830507C1 |
| Способ определения площади контакта валка и заготовки при прокатке на гладкой бочке | 2021 |
|
RU2787921C1 |
| Способ прогнозирования разрушения заготовок в процессе обработки металлов давлением | 2020 |
|
RU2748138C1 |
| Способ определения профиля валка двухвалкового стана продольной прокатки полосы | 2024 |
|
RU2835278C1 |
| Способ оценки длины волокна заготовки при плоском деформированном состоянии | 2022 |
|
RU2794566C1 |
| Способ определения диаметра отверстия полой оправки на её переднем торце при винтовой прошивке в трёхвалковом стане | 2022 |
|
RU2787931C1 |
| Способ асимметричной листовой прокатки | 2023 |
|
RU2811630C1 |
| СПОСОБ ПРОКАТКИ МЕТАЛЛИЧЕСКОЙ ЗАГОТОВКИ | 2010 |
|
RU2488455C2 |

Изобретение относится к способу определения положения нейтрального сечения при продольной прокатке на гладкой бочке. Осуществляют деформацию, определяют параметры исследуемого процесса прокатки, а именно диаметры валков, зазор между валками, скорость вращения валков, температуру и размеры полосы перед прокаткой. Определяют значения сопротивления деформации материала заготовки недеформированной полосы в зависимости от степени деформации, скорости деформации и температуры по результатам испытаний на испытательной машине. Используя значения определенных параметров исследуемого процесса продольной прокатки и результаты испытаний посредством конечно-элементного анализа, определяют положение нейтрального сечения. При этом при подготовке данных для моделирования и позиционирования объектов вводят прямоугольную систему координат. Для каждой из точек дуги контакта рассчитывают значение координаты точки по оси абсцисс, скорости перемещения материала полосы по оси абсцисс, рассчитывают значение горизонтальной компоненты скорости валка. В результате повышается точность и эффективность расчета параметров очага деформации и распределения скорости течения металла при продольной прокатке на гладкой бочке. 8 ил.
Способ определения положения нейтрального сечения при продольной прокатке на гладкой бочке, включающий осуществление деформации в рамках исследуемого процесса продольной прокатки на гладкой бочке, определение параметров исследуемого процесса продольной прокатки, а именно диаметров валков, зазора между валками, скорости вращения валков, температуры и размеров полосы перед прокаткой, определение значения сопротивления деформации материала заготовки недеформированной полосы в зависимости от степени деформации, скорости деформации и температуры по результатам испытаний на испытательной машине и, используя значения определённых параметров исследуемого процесса продольной прокатки и результаты испытаний на испытательной машине путем компьютерного моделирования с помощью вычислительной среды конечно-элементного анализа в условиях плоской деформации, определение положения нейтрального сечения, отличающийся тем, что при подготовке данных для конечно-элементного компьютерного моделирования и позиционирования объектов модели вводят прямоугольную систему координат, где начало координат находится на вертикальной прямой, проходящей через центры валков, на равном расстоянии от каждого из центров валков, ось абсцисс проходит через начало координат и параллельна направлению прокатки, ось ординат проходит через начало координат и перпендикулярно оси абсцисс, по окончании компьютерного моделирования на установившейся стадии прокатки с помощью инструментария вычислительной среды конечно-элементного анализа отображают область контакта заготовки и верхнего валка, представляющую собой дугу, для каждой из точек дуги контакта с помощью инструментария вычислительной среды конечно-элементного анализа рассчитывают значение координаты точки по оси абсцисс, скорости перемещения материала полосы по оси абсцисс, также для каждой точки дуги контакта рассчитывают значение горизонтальной компоненты скорости валка по формуле

где Vrx - горизонтальная компонента скорости валка в точке на дуге контакта, мм/с, ω - угловая скорость вращения валка, рад/с, Rt - радиус верхнего валка, мм, xpu - координата точки дуги контакта по оси абсцисс, для каждой точки дуги контакта рассчитывают разность горизонтальной компоненты скорости валка в этой точке и скорости перемещения металла полосы по оси абсцисс, среди всех точек дуги контакта определяют две соседние точки, такие, что в точке, расположенной дальше от начала координат, разность горизонтальной компоненты скорости валка в этой точке и скорости перемещения металла полосы по оси абсцисс положительна, а в точке, расположенной ближе к началу координат, разность горизонтальной компоненты скорости валка в этой точке и скорости перемещения металла полосы по оси абсцисс отрицательна, определяют координату точки по оси абсцисс, в которой разность горизонтальной компоненты скорости валка в этой точке и скорости перемещения металла полосы по оси абсцисс равна нулю, по формуле
где xu - координата точки по оси абсцисс, в которой разность горизонтальной компоненты скорости валка в этой точке и скорости перемещения металла полосы по оси абсцисс равна нулю, xul - координата по оси абсцисс точки, для которой разность горизонтальной компоненты скорости валка и скорости перемещения металла полосы по оси абсцисс положительна, ∆Vul - разность горизонтальной компоненты скорости валка в этой точке и скорости перемещения металла полосы по оси абсцисс в этой точке, мм/с, xur - координата по оси абсцисс точки, для которой разность горизонтальной компоненты скорости валка и скорости перемещения металла полосы по оси абсцисс отрицательна, ∆Vur - разность горизонтальной компоненты скорости валка в этой точке и скорости перемещения металла полосы по оси абсцисс в этой точке, мм/с, координату точки по оси ординат, для которой разность горизонтальной компоненты скорости валка и скорости перемещения металла по оси абсцисс равна нулю, определяют по формуле
где yu - координата точки по оси ординат, для которой разность горизонтальной компоненты скорости валка и скорости перемещения металла по оси абсцисс равна нулю, yrt - координата центра верхнего валка по оси ординат, xrt - координата центра верхнего валка по оси абсцисс, xu - координата точки по оси абсцисс, в которой разность горизонтальной компоненты скорости валка и скорости перемещения металла полосы по оси абсцисс равна нулю, Rt - радиус верхнего валка, мм, далее с помощью инструментария вычислительной среды конечно-элементного анализа отображают область контакта заготовки и нижнего валка, представляющую собой дугу, для каждой из точек дуги контакта с помощью инструментария вычислительной среды конечно-элементного анализа рассчитывают значение координаты точки по оси абсцисс, скорости перемещения материала полосы по оси абсцисс, для каждой точки дуги контакта рассчитывают значение горизонтальной компоненты скорости валка по формуле

где Vrx - горизонтальная компонента скорости валка в точке на дуге контакта, мм/с, ω - угловая скорость вращения валков, рад/с, Rb - радиус нижнего валка, мм, xpl - координата точки дуги контакта по оси абсцисс, для каждой точки дуги контакта рассчитывают разность горизонтальной компоненты скорости валка в этой точке и скорости перемещения металла полосы по оси абсцисс, среди всех точек дуги контакта определяют две соседние точки, такие, что в точке, расположенной дальше от начала координат, разность горизонтальной компоненты скорости валка в этой точке и скорости перемещения металла полосы по оси абсцисс положительна, а в точке, расположенной ближе к началу координат, разность горизонтальной компоненты скорости валка в этой точке и скорости перемещения металла полосы по оси абсцисс отрицательна, определяют координату по оси абсцисс точки, в которой разность горизонтальной компоненты скорости валка в этой точке и скорости перемещения металла полосы по оси абсцисс равна нулю, по формуле

где хl - координата по оси абсцисс точки, в которой разность горизонтальной компоненты скорости валка в этой точке и скорости перемещения металла полосы по оси абсцисс равна нулю, xll - координата по оси абсцисс точки, для которой разность горизонтальной компоненты скорости валка и скорости перемещения металла полосы по оси абсцисс положительна, ΔVll - разность горизонтальной компоненты скорости валка в этой точке и скорости перемещения металла полосы по оси абсцисс в этой точке, мм/с, xlr - координата по оси абсцисс точки, для которой разность горизонтальной компоненты скорости валка и скорости перемещения металла полосы по оси абсцисс отрицательна, ΔVlr - разность горизонтальной компоненты скорости валка в этой точке и скорости перемещения металла полосы по оси абсцисс в этой точке, мм/с, при этом координату по оси ординат точки, для которой разность горизонтальной компоненты скорости валка и скорости перемещения металла по оси абсцисс равна нулю, определяют по формуле

где yl - координата по оси ординат точки, для которой разность горизонтальной компоненты скорости валка и скорости перемещения металла по оси абсцисс равна нулю, yrb - координата центра нижнего валка по оси ординат, xrb - координата центра нижнего валка по оси абсцисс, xl - координата по оси абсцисс точки, в которой разность горизонтальной компоненты скорости валка и скорости перемещения металла полосы по оси абсцисс равна нулю, Rb - радиус нижнего валка, мм, при этом нейтральное сечение проходит через точки с координатами (xu yu), (xl, yl) и перпендикулярно боковым торцам прокатываемой полосы.
| Способ определения параметров очага деформации при прокатке | 1984 |
|
SU1319964A1 |
| Способ определения длины дуги контакта при прокатке | 1985 |
|
SU1319945A1 |
| WO 2007068359 A1, 21.06.2007 | |||
| WO 2014156673 A1, 02.10.2014. | |||

