Изобретение относится к области машиностроения и может быть использовано для получения соединения разнородных материалов в судостроении, авиации, химическом машиностроении и других отраслях промышленности.
Наиболее близкой по технической сущности и достигаемому результату является технология получения сталеалюминиевых соединений STIR-LOCK, принятая нами за прототип (см. Friction stir technology - recent developments in process variants and applications [Электронный ресурс] / Staines D.G., Thomas W.M., Kallee S.W. and Oakley P.J. - United Kingdom: TWI Ltd, 2006. - Режим доступа http://www.twi.co.uk/content/spwmtoct2006.html. - Загл. с экрана.). Соединение получают следующим образом. Вначале в более тугоплавкой пластине выполняют отверстия. Пластину закрепляют, и на нее сверху укладывают и закрепляют пластину из менее тугоплавкого и более пластичного металла (алюминиевый сплав). Затем вращающийся инструмент в виде цилиндра, установленный под углом 1-5° по отношению к вертикальной оси опускают к собранным деталям и внедряют в более пластичную из них на глубину 0,2-0,5 мм. При этом происходит нагрев и пластифицирование верхней детали, а инструмент перемещается вдоль отверстий углом вперед. При этом пластифицированный металл, перемещающийся над отверстием, заполняет отверстия. Таким образом, образуется механическое соединение с заклепкой из тела более легкоплавкого металла.
Недостатком известной технологии является то, что нахлесточные соединения, нагружаемые осевой силой, работают не только на срез, но и на отрыв, что может привести к преждевременным разрушениям.
Техническим результатом изобретения является повышение прочности соединений разнородных материалов, например, в сталеалюминиевых соединениях.
Технический результат достигается тем, что в способе получения нахлесточного соединения деталей из разнородных материалов, включающем выполнение в детали из более тугоплавкого материала, чем материал другой детали, отверстий, размещение на ней детали из более легкоплавкого материала, заглубление вращающегося цилиндрического инструмента, установленного под углом, в деталь из более легкоплавкого материала и перемещение его по детали из более легкоплавкого материала вдоль отверстий в детали из более тугоплавкого материала, отличием является то, что в отверстиях выполняют метрическую или коническую резьбу, а вращение инструмента осуществляют в направлении, совпадающем с направлением витков резьбы.
При воздействии на деталь из более легкоплавкого материала вращающимся цилиндрическим инструментом формируется заклепка из более легкоплавкого материала за счет создаваемого инструментом давления и нагрева. Благодаря наличию резьбы в отверстиях, а также совпадению направления вращения инструмента с направлением витков резьбы, материал заклепки ввинчивается в отверстия и заполняет канавки резьбы, образуя неразъемное резьбовое соединение.
В качестве тугоплавкого материала может быть использована, например, сталь, а в качестве легкоплавкого материала - алюминий или его сплавы.
В качестве инструмента может быть использован цилиндрический инструмент, используемый для сварки трением с перемешиванием. Инструмент может быть установлен под углом 1-5° по отношению к вертикальной оси и заглублен на 0,2-0,5 мм в легкоплавкий материал.
При осуществлении способа можно проводить дополнительный нагрев детали из более тугоплавкого материала нагревательным прибором до температуры, вызывающей пластификацию детали из более легкоплавкого материала.
Заявляемый способ поясняется чертежами.
На фиг.1 представлена схема получения соединения, где 1 - цилиндрический инструмент с плоским торцом, 2 - деталь из более тугоплавкого материала, содержащая отверстия с резьбой, 3 - деталь из более легкоплавкого материала.
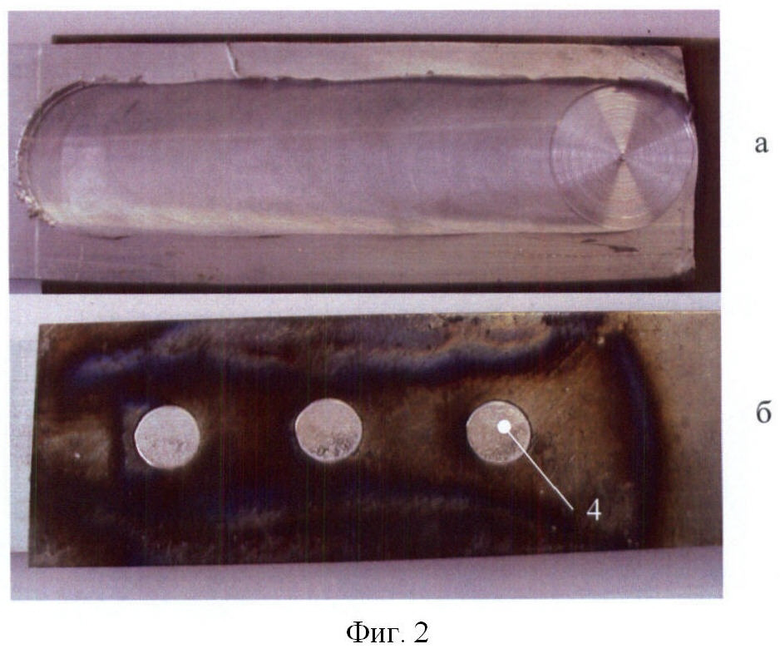
На фиг.2а представлен внешний вид полученного соединения по предлагаемому способу со стороны воздействия инструмента (лицевая сторона).
На фиг.2б представлен внешний вид полученного соединения по предлагаемому способу с обратной стороны, где 4 - заклепка.
На фиг.3 представлен внешний вид образцов после разрушения, выполненных по предлагаемому способу, где 2 - деталь из более тугоплавкого материала, 3 - деталь из более легкоплавкого материала, 5 - место разрушения.
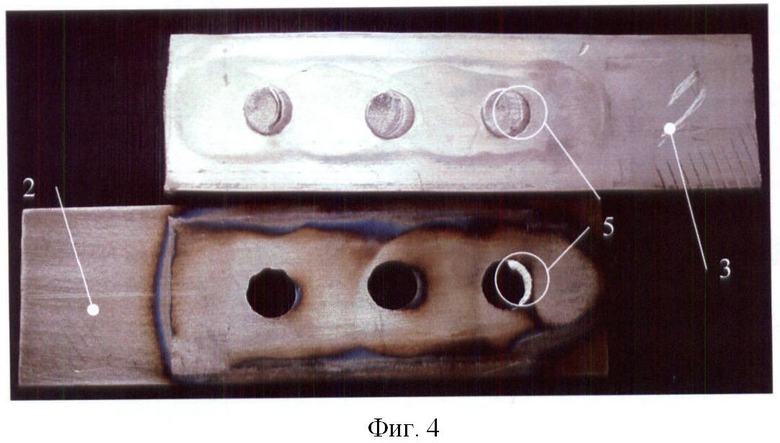
На фиг.4 представлен внешний вид образцов после разрушения, выполненных по прототипу, где 2 - деталь из более тугоплавкого материала, 3 - деталь из более легкоплавкого материала, 5 - место разрушения.
Соединение осуществляют следующим образом.
На детали 2, выполненной из тугоплавкого материала, например, стали, выполняют отверстия, на внутренней поверхности которых выполняют метрическую или коническую резьбу. На стол фрезерного станка укладывают деталь 2, сверху устанавливают деталь 3, например, из алюминиевого сплава. Эти детали жестко закрепляют на столе. После чего к ним подводят вращающийся инструмент 1, заглубляют его в деталь 3 и осуществляют перемещение по ней вдоль отверстий. За счет трения торца цилиндрического инструмента 1 о деталь 3 происходит нагрев соединяемых деталей. А за счет наклона инструмента 1 и его движения возникает давление. При этом более пластичный материал детали 3 заполняет отверстия с резьбой в детали 2, образуя неразъемное резьбовое соединение.
Ниже приведен пример осуществления способа.
В лабораторных условиях выполнены соединения пластин длиной 155 мм, шириной 40 мм с толщиной стальной пластины 2 мм с пластиной из алюминиевого сплава АД31Т толщиной 4 мм по предлагаемому способу. В качестве привода инструмента использован фрезерный станок.
Режим получения соединения:
Диаметр цилиндрического инструмента с плоской контактной поверхностью D - 25 мм;
Скорость вращения инструмента - 710 об/мин;
Материал инструмента - 08Х18Н10Т;
Угол наклона инструмента относительно вертикальной оси а - 2 град;
Величина заглубления инструмента h - 0,2 мм;
Скорость продольного перемещения инструмента - 40 мм/мин;
Конфигурация отверстий - цилиндрические отверстия диаметром 8 мм без резьбы и с метрической резьбой М8.
Полученные соединения были испытаны на разрывной машине УММ10. Результаты испытаний приведены в таблице 1 и фиг.3.
Для сравнения в таблице 1 и на фиг.4 приведены результаты испытаний аналогичных соединений с отверстиями разных конфигураций и без резьбы.
Как видно из таблицы, заклепочное соединение (по прототипу) разрушилось при 400 кг (фиг.4). В случае соединения, полученного по предлагаемому способу, разрушение происходило при 750 кг (фиг.3). То есть прочность соединения, полученного по предлагаемому способу, в 1,8-2,0 раз выше, чем при соединении без резьбы.
Результаты испытаний показали также, что при использовании дополнительного подогрева до температуры, вызывающей пластификацию более легкоплавкого материала, понижается предел текучести материалов, что приводит к лучшему течению более легкоплавкого материала и лучшему заполнению отверстий в более тугоплавком материале, что особенно полезно при соединении деталей большей толщины.
Таким образом, использование заявляемого способа соединения разнородных материалов позволяет получить соединение, имеющее повышенные прочностные характеристики.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ СОЕДИНЕНИЯ РАЗНОРОДНЫХ МАТЕРИАЛОВ | 2010 |
|
RU2446927C1 |
| Способ изготовления нахлесточных соединений из разнородных материалов | 2023 |
|
RU2810473C1 |
| Способ получения неразъёмного соединения деталей из разнородных материалов, одна из которых выполнена из пластичного металла | 2016 |
|
RU2642239C1 |
| Способ получения неразъемного герметичного соединения из разнородных материалов с помощью сварки трением с перемешиванием | 2024 |
|
RU2835220C1 |
| СПОСОБ ПОДГОТОВКИ ПОВЕРХНОСТИ ТОРЦОВ РАЗНОРОДНЫХ СОЕДИНЕНИЙ ДЛЯ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ | 2018 |
|
RU2720018C2 |
| СПОСОБ ПОДГОТОВКИ ПОВЕРХНОСТИ ТОРЦОВ РАЗНОРОДНЫХ СОЕДИНЕНИЙ ДЛЯ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ В ВИДЕ ПИЛА | 2023 |
|
RU2809060C1 |
| СПОСОБ ПОДГОТОВКИ ПОВЕРХНОСТИ ТОРЦОВ В ВИДЕ ЗАМКА ДЛЯ РАЗНОРОДНЫХ СОЕДИНЕНИЙ, ПОЛУЧЕННЫХ СВАРКОЙ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ | 2021 |
|
RU2777098C1 |
| СПОСОБ СВАРКИ ПЛАВЛЕНИЕМ АЛЮМИНИЯ СО СТАЛЬЮ | 1992 |
|
RU2049615C1 |
| Способ изготовления переходника титан-сталь | 2015 |
|
RU2612331C2 |
| СПОСОБ СВАРКИ ПЛАВЛЕНИЕМ АЛЮМИНИЯ СО СТАЛЬЮ | 1992 |
|
RU2043889C1 |

Изобретение относится к способу получения соединения разнородных материалов и может быть использовано в судостроении, авиации, химическом машиностроении и других отраслях промышленности. Способ включает выполнение в детали из более тугоплавкого материала, чем материал другой детали, отверстий и воздействие на деталь из более легкоплавкого материала вращающимся цилиндрическим инструментом. В отверстиях выполняют метрическую или коническую резьбу. Вращение инструмента осуществляют в направлении, совпадающем с направлением витков резьбы. Техническим результатом изобретения является повышение прочности соединений разнородных материалов, например, в сталеалюминиевых соединениях. 5 з.п. ф-лы, 4 ил., 1 табл.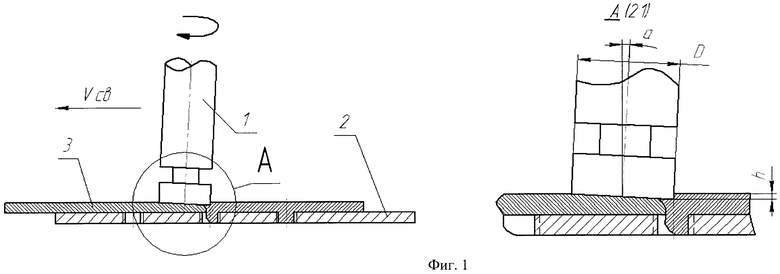
1. Способ получения соединения деталей из разнородных материалов, включающий выполнение в детали из более тугоплавкого материала, чем материал другой детали отверстий, размещение на ней детали из более легкоплавкого материала, заглубление вращающегося цилиндрического инструмента, установленного под углом, в деталь из более легкоплавкого материала и перемещение его по детали из более легкоплавкого материала вдоль отверстий в детали из более тугоплавкого материала, отличающийся тем, что в отверстиях нарезают метрическую или коническую резьбу, а вращение инструмента осуществляют в направлении, совпадающем с направлением витков резьбы.
2. Способ по п.1, отличающийся тем, что проводят дополнительный нагрев более тугоплавкого материала нагревательным прибором до температуры, вызывающей пластификацию более легкоплавкого материала.
3. Способ по п.1, отличающийся тем, что в качестве тугоплавкого материала используют сталь.
4. Способ по п.1, отличающийся тем, что в качестве легкоплавкого материала используют алюминий или его сплавы.
5. Способ по п.1, отличающийся тем, что в качестве инструмента используют цилиндрический инструмент, используемый для сварки трением с перемешиванием.
6. Способ по п.1, отличающийся тем, что инструмент устанавливают под углом (1-5)° по отношению к вертикальной оси и заглубляют на 0,2-0,5 мм в более легкоплавкий материал.
| Friction stir technology - recent developments in process variants and applications [Электронный ресурс] / Staines D.G., Thomas W.M., Kallee S.W | |||
| and Oakley P.J | |||
| - United Kingdom:TWI Ltd, 2006 | |||
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |
| Способ освобождения прихваченных в скважине бурильных или других труб | 1957 |
|
SU125216A1 |
| БИМЕТАЛЛ ПОВЫШЕННОЙ ПРОЧНОСТИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2005 |
|
RU2315697C2 |
| СПОСОБ СВАРКИ ТРЕНИЕМ СТЫКОВЫХ СОЕДИНЕНИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2003 |
|
RU2247639C1 |
| СПОСОБ ФРИКЦИОННОЙ СВАРКИ С ПЕРЕМЕШИВАНИЕМ МАТЕРИАЛА И ИНСТРУМЕНТ ДЛЯ СВАРКИ | 2006 |
|
RU2330749C2 |

