ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к машинам и способам для упаковки, предпочтительно к машинам для термоформования, с помощью которых изготавливают упаковки с модифицированной газовой средой, вакуумные упаковки или упаковки из усадочной пленки, и к способам, подходящим для реализации в указанных машинах.
УРОВЕНЬ ТЕХНИКИ
Существуют разные способы увеличения срока хранения упакованных продуктов питания, такие как, например, вакуумная упаковка, герметичная упаковка формованием пленки на изделии (которая требует создания вакуума внутри упаковки и нагрева пленки, чтобы пленка впоследствии могла адаптироваться под форму продукта и была герметично присоединена к подложке) или упаковка с модифицированной газовой средой (в которой для увеличения срока хранения продукта вводят газ). Все эти способы требуют осуществления доступа к внутренней части упаковки до завершения изготовления упаковки для выполнения необходимых действий (выведение и/или введение газа).
В некоторых случаях упаковки изготавливают из основной пленки, на которую помещают упаковываемый продукт и покровную пленку, покрывающую продукт и основную пленку. Обе пленки прикрепляют друг к другу с продуктом внутри в соединительной установке, и избыток материала затем отрезают и удаляют из пленок.
Для обеспечения возможности доступа к пространству между обеими пленками и тем самым доступа к объему, в котором содержится продукт, на одной из пленок, обычно основной пленке, с помощью соединительной установки выполняют по меньшей мере одно отверстие. В документе US20080104930A1 показан один пример, в котором показана соединительная установка с резальным приспособлением, подходящим для выполнения указанного отверстия (или отверстий) в основной пленке. Это вызывает необходимость удаления по меньшей мере части перфорированной основной пленки, которая не может быть частью готовой упаковки, что, в свою очередь, вызывает необходимость обращения с удаленным материалом, чтобы он не влиял негативно на готовую упаковку (например, чтобы он не был упакован вместе с продуктом).
В документе US20050173289A1 показана машина для упаковки, и не только соединительная установка, как было в предыдущем случае, в частности, способ, посредством которого после изготовления вакуумной упаковки пленки подвергаются усадке. В этом документе не раскрыто, как осуществляется доступ во внутреннюю часть упаковки для генерирования вакуума, что может выполняться способом, аналогичным способу, описанному, например, для документа US20080104930A1 (отверстие в основной пленке), причем указанное отверстие выполняют на части указанной основной пленки, которая является или не является частью готовой упаковки.
В документе WO2014180823A1 раскрыты устройство и процесс упаковки продукта, в котором после герметического присоединения покровной пленки к основной пленке перемещают обе пленки, воздействуя только на покровную пленку.
ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Целью настоящего изобретения является предоставление способа и машины для упаковки, как определено в формуле изобретения.
В первом аспекте настоящее изобретение относится к способу упаковки продуктов в упаковку с модифицированной газовой средой, вакуумную упаковку или упаковку из усадочной пленки в машине для термоформования. Для изготовления упаковки способ включает:
этап первого движения вперед, на котором покровную пленку размещают на упаковываемом продукте и на основной пленке, которая поддерживает указанный продукт, в области наложения машины и на котором обе пленки перемещают в первом направлении к соединительной установке машины, которая расположена ниже по потоку относительно области наложения в первом направлении;
этап прикрепления, на котором обе пленки прикрепляют друг к другу с размещением между ними продукта, причем для этого создают взаимодействие между нижним инструментом и верхним инструментом соединительной установки, причем границы полости для размещения продукта устанавливаются между обоими инструментами посредством указанного взаимодействия, и границы контура указанной полости устанавливаются двумя продольными стенками и двумя поперечными стенками;
этап второго движения вперед, на котором пленки, прикрепленные в соединительной установке, перемещают в первом направлении к резальной секции машины, расположенной ниже по потоку относительно соединительной установки в первом направлении; и
этап разрезания, на котором в пленках во втором направлении, которое является поперечным первому направлению, выполняют по меньшей мере одно поперечное разрезание, получая отдельную упаковку с продуктом в ней.
Покровная пленка, которую располагают на основной пленке на этапе первого движения вперед, имеет ширину, большую, чем ширина основной пленки во втором направлении, причем указанные пленки располагают относительно друг друга в области наложения таким образом, что два участка покровной пленки выступают в поперечном направлении от соответствующих продольных краев основной пленки в указанном втором направлении.
На этапе первого движения вперед и на этапе второго движения вперед транспортное устройство воздействует только на два участка покровной пленки, выступающих в поперечном направлении от основной пленки (следовательно, без воздействия на основную пленку или вступления в контакт с ней), чтобы вызывать движение вперед обеих пленок в первом направлении и по меньшей мере между соединительной установкой и резальной секцией.
На этапе прикрепления инструменты соединительной установки взаимодействуют друг с другом для прикрепления основной пленки и покровной пленки друг к другу таким образом, что они продольно охватывают указанную покровную пленку, но не указанную основную пленку, и через по меньшей мере одно из соответствующих пространств для доступа, которое имеется между каждым продольным краем покровной пленки и продольной стенкой, устанавливающей границы полости вблизи указанного продольного края, между указанными пленками вводят и/или выводят газ. На этапе разрезания выполняют продольное разрезание на участках покровной пленки, выступающих в поперечном направлении от основной пленки.
Поэтому для изготовления упаковки в отношении основной пленки не выполняют какое-либо действие ввиду того, что как ее прикрепление к покровной пленке, так и ее движение в первом направлении выполняют за счет воздействий, которые осуществляют лишь в отношении покровной пленки. Это предотвращает необходимость в удалении материала основной пленки, причем для изготовления требующихся упаковок может использоваться нужное и правильное количество, в результате чего обеспечивается экономия материала. Это является особенно преимущественным для тех упаковок, в которых основная пленка может быть изготовлена из, например, картона, поскольку он придает прочность упаковке (за счет материала основной пленки), при этом в то же самое время уменьшая количество этого материала, которое требуется для каждой упаковки. В дополнение, использование меньшего количества материала и получение упаковок более экономичным способом предотвращает удаление основной пленки, которую прикрепляют к покровной пленке, которая почти не поддается переработке, за счет чего достигается экологически чистый способ.
Во время этапа второго движения вперед поддерживающее устройство поддерживает пленки захваченными между соединительной установкой и резальной секцией. Поддерживающее устройство приводится в движение в первом направлении из первого положения во второе положение, которые находятся на расстоянии в первом направлении, вместе и одновременно с движением вперед пленок во время их движения вперед.
Во втором аспекте настоящее изобретение относится к машине для упаковки продуктов, содержащей
первое устройство для подачи пленки, выполненное с возможностью подачи основной пленки;
второе устройство для подачи пленки, выполненное с возможностью подачи покровной пленки;
транспортное устройство, выполненное с возможностью перемещения пленок в первом направлении;
область наложения;
соединительную установку, которая находится ниже по потоку относительно области наложения в первом направлении и содержит нижний инструмент и верхний инструмент, которые выполнены с возможностью взаимодействия друг с другом для прикрепления обеих пленок друг к другу и за счет указанного взаимодействия устанавливают границы полости для размещения продукции и пленок между обоими инструментами, причем границы контура указанной полости устанавливаются по меньшей мере двумя продольными стенками в первом направлении и двумя поперечными стенками, и причем указанная полость имеет конкретную ширину во втором направлении, которое является поперечным первому направлению;
исполнительные средства в соединительной установке, которые выполнены с возможностью введения и/или выведения газа между указанными пленками, когда инструменты указанной соединительной установки взаимодействуют друг с другом; и
резальную секцию, которая расположена ниже по потоку относительно соединительной установки в первом направлении и выполнена с возможностью разрезания пленок и для изготовления отдельных упаковок посредством указанного разрезания.
Транспортное устройство выполнено с возможностью оказания воздействия только на покровную пленку и по меньшей мере между соединительной установкой и резальной секцией для перемещения пленок в первом направлении за счет указанного воздействия. Инструменты соединительной установки выполнены с возможностью взаимодействия друг с другом таким образом, что вместе они продольно охватывают указанную покровную пленку, но не указанную основную пленку, причем соединительная установка дополнительно содержит исполнительные средства, которые выполнены с возможностью введения и/или выведения газа между указанными пленками, и резальная секция содержит по меньшей мере один продольный режущий элемент, подходящий для продольного разрезания только покровной пленки.
Транспортное устройство содержит два транспортных инструмента, обращенных друг к другу во втором направлении, и машина дополнительно содержит по меньшей мере одно поддерживающее устройство, расположенное ниже по потоку относительно соединительной установки в первом направлении и между указанными транспортными инструментами относительно второго направления. Поддерживающее устройство содержит первую прижимную пластину ниже горизонтальной плоскости машины, которая соответствует плоскости пленок, и вторую прижимную пластину, обращенную к первой прижимной пластине и расположенную выше указанной горизонтальной плоскости (X) машины, причем по меньшей мере одна из указанных прижимных пластин выполнена с возможностью перемещения по направлению к другой прижимной пластине и в противоположном направлении, и причем обе прижимные пластины подходят для перемещения в первом направлении и в противоположном направлении вместе и одновременно.
Преимущества, упомянутые для первого аспекта настоящего изобретения, также обеспечиваются во втором аспекте настоящего изобретения.
Эти и другие преимущества и признаки настоящего изобретения станут очевидными при рассмотрении графических материалов и подробного описания настоящего изобретения.
ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
На фиг. 1 схематически изображен вариант осуществления машины для термоформования согласно настоящему изобретению.
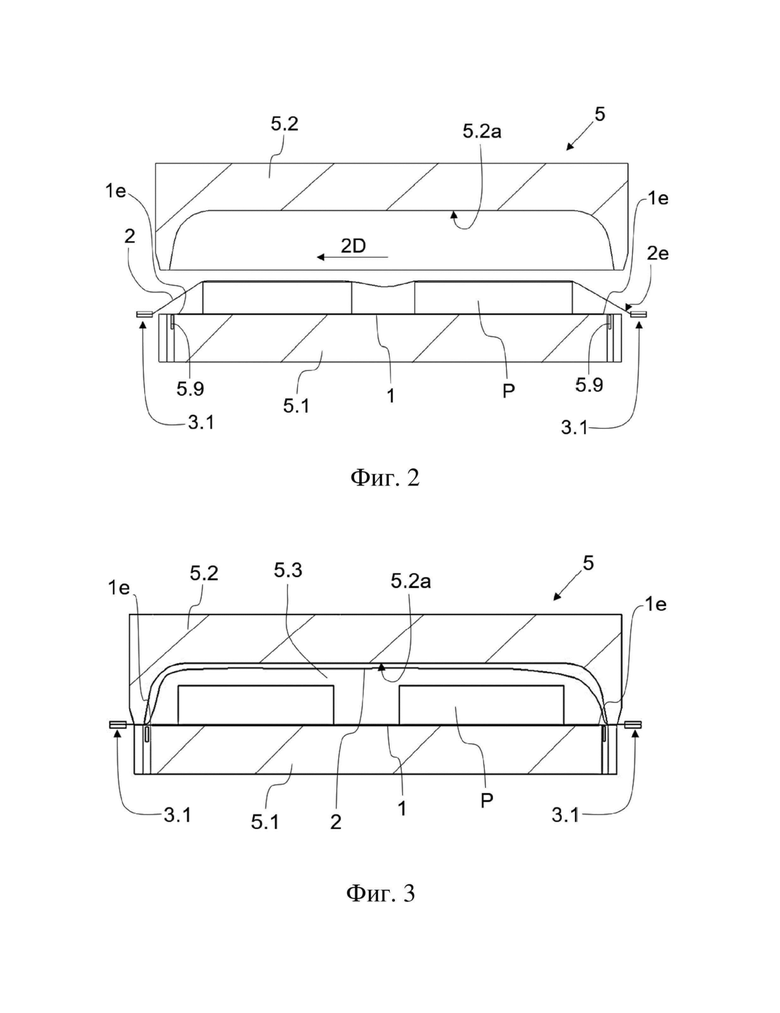
На фиг. 2 показаны инструменты соединительной установки, показанной на фиг. 1, в открытом положении.
На фиг. 3 показаны инструменты соединительной установки, показанной на фиг. 1, в закрытом положении.
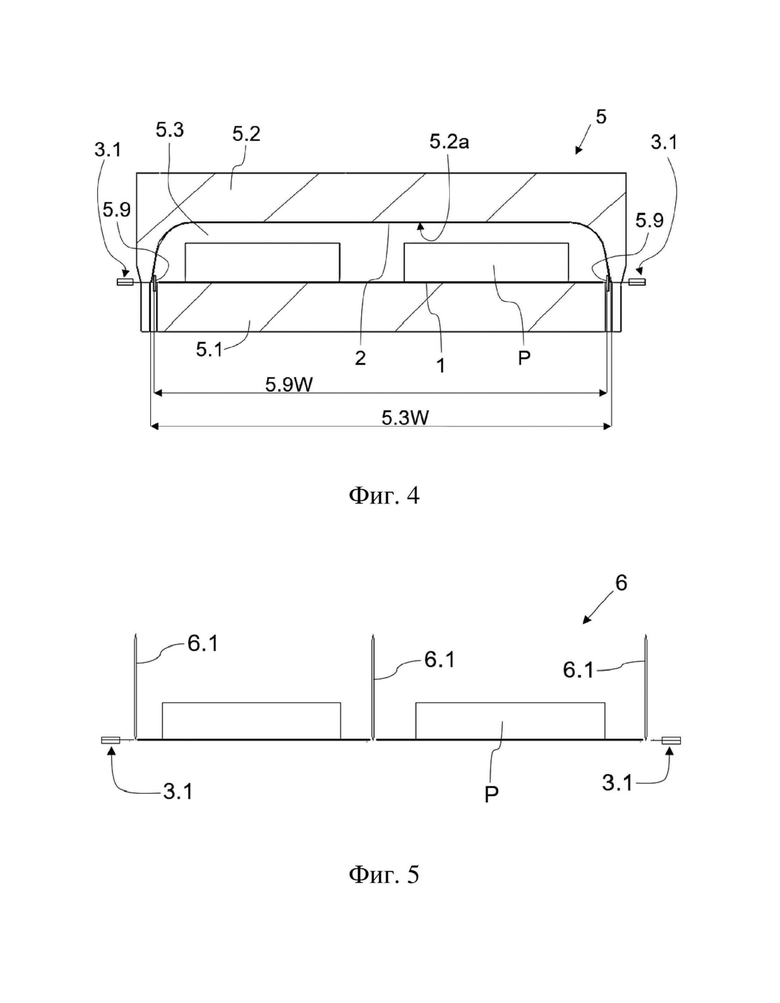
На фиг. 4 показаны инструменты соединительной установки, показанной на фиг. 1, в закрытом положении, и причем поднимающие элементы оказывают воздействие на покровную пленку.
На фиг. 5 показано воздействие продольных режущих инструментов резальной секции машины, показанной на фиг. 1.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
В первом аспекте настоящее изобретение относится к способу упаковки продуктов питания в машине 100 для термоформования, такой как показанная в качестве примера на фиг. 1. Для изготовления упаковки способ включает по меньшей мере этап первого движения вперед, этап прикрепления, этап второго движения вперед и этап разрезания в этом порядке.
На этапе первого движения вперед покровную пленку 2 располагают на упаковываемом продукте P и на основной пленке 1, которая поддерживает указанный продукт P, в области 7 наложения машины 100, и обе пленки 1 и 2 перемещают в первом направлении 1D к соединительной установке 5 машины 100, которая расположена ниже по потоку относительно области 7 наложения в первом направлении 1D. Способ включает этап подачи, на котором упаковываемый продукт P располагают на основной пленке 1.
Этап прикрепления осуществляют в соединительной установке 5, которая расположена ниже по потоку относительно области 7 наложения в первом направлении 1D. На указанном этапе прикрепления обе пленки 1 и 2 прикрепляют друг к другу с размещением между ними продукта P, создаваемое для этой цели взаимодействие между нижним инструментом 5.1 и верхним инструментом 5.2 соединительной установки 5 более подробно показано на фиг. 2-4. Благодаря указанному взаимодействию оба инструмента 5.1 и 5.2 находятся в контакте (закрытом) и имеют такую форму, что между ними устанавливаются границы полости 5.3 (фиг. 3 и 4). Указанная полость 5.3 позволяет размещать продукт P между обеими пленками 1 и 2 в указанной соединительной установке 2, даже когда инструменты 5.1 и 5.2 закрыты. Границы полости 5.3 устанавливаются по меньшей мере двумя продольными стенками в первом направлении 1D и двумя поперечными стенками. В варианте осуществления, показанном на графических материалах, одновременно можно упаковывать множество продуктов P, в этом конкретном случае два продукта P, расположенных параллельно во втором направлении 2D.
На этапе второго движения вперед пленки 1 и 2, уже прикрепленные друг к другу и с продуктом P (или продуктами P) между ними, перемещают в первом направлении 1D к резальной секции 6 машины 100, расположенной ниже по потоку относительно соединительной установки 5 в первом направлении 1D.
На этапе разрезания по меньшей мере одно поперечное разрезание выполняют в пленках 1 и 2 во втором направлении 2D, которое является поперечным первому направлению 1D, тем самым получая отдельные упаковки (продукт P, упакованный в каждую упаковку).
Покровная пленка 2, которую располагают на основной пленке 1 на этапе первого движения вперед, имеет ширину, большую, чем ширина основной пленки 1 во втором направлении 2D, так что на указанном этапе первого движения вперед покровную пленку 2, имеющую ширину, большую, чем у основной пленки 1, располагают на указанной основной пленке 1 и упаковываемом продукте P. Кроме того, указанные пленки 1 и 2 располагают относительно друг друга в области 7 наложения таким образом, что два участка 2e покровной пленки 2 выступают в поперечном направлении от соответствующих продольных краев 1e основной пленки 1 в указанном втором направлении 2D, как показано, например, на фиг. 2.
На этапе первого движения вперед и на этапе второго движения вперед транспортное устройство 3 воздействует только на два участка 2e покровной пленки 2, выступающих в поперечном направлении от основной пленки 1 (по одному на каждую сторону), чтобы вызвать движение вперед обеих пленок 1 и 2 в первом направлении 1D, по меньшей мере на участках 2e, которые находятся между соединительной установкой 5 и резальной секцией 6. Обе пленки 1 и 2 прикрепляют друг к другу в соединительной установке 5 так, что воздействие на покровную пленку 2 на участке, находящемся ниже по потоку относительно указанной соединительной установки 5 (по меньшей мере между соединительной установкой 5 и резальной секцией 6), вызывает совместное движение обеих пленок 1 и 2 в первом направлении 1D. Кроме того, этого движения достигают без контакта с основной пленкой 1, удаление основной пленки 1 не требуется по меньшей мере в результате ее движения. Воздействие транспортного устройства 3 на пленку может вызывать ухудшение пленки на участках, находящихся в контакте с указанным устройством, и/или ухудшение указанных участков должно иметь место для обеспечения возможности указанного воздействия, так что за счет предотвращения воздействия на основную пленку 1 предотвращается это ухудшение в основной пленке.
На этапе прикрепления инструменты 5.1 и 5.2 соединительной установки 5 взаимодействуют друг с другом для прикрепления основной пленки 1 и покровной пленки 2 друг к другу, и указанное взаимодействие вызывают таким образом, что инструменты продольно охватывают между ними указанную покровную пленку 2, но не указанную основную пленку 1. В частности, охватываются по меньшей мере части участков 2e покровной пленки 2, выступающих из соответствующих продольных краев 1e основной пленки 1. Снова предотвращается воздействие на основную пленку 1 так, что также предотвращается необходимость удаления основной пленки 1 в результате прикрепления между обеими пленками 1 и 2. Поэтому количество основной пленки 1, используемой для каждой конечной упаковки, может быть сведено к минимуму, что позволяет снизить себестоимость указанной упаковки и уменьшить отходы материала.
На этапе прикрепления через по меньшей мере одно из соответствующих пространств для доступа, которое имеется между каждым продольным краем 1e покровной пленки 1 и продольной стенкой, устанавливающей границы полости 5.3 вблизи указанного продольного края 1e, между указанными пленками 1 и 2 дополнительно вводят и/или выводят газ. Таким способом в дополнение к экономии в отношении основной пленки 1 используется разница в ширине, чтобы позволять выполнять дополнительные воздействия для изготовления упаковки, при этом могут быть получены необходимые упаковки разных типов (например, упаковка с модифицированной газовой средой, вакуумная упаковка или упаковка из усадочной пленки на подложке).
На этапе разрезания дополнительно выполняют продольное разрезание на участках 2e покровной пленки 2, выступающих в поперечном направлении от основной пленки 1, с помощью соответствующих продольных режущих элементов 6.1, показанных на фиг. 5, для обеспечения возможности их удаления, поскольку ранее они подвергались воздействию как на этапе прикрепления, так и на этапах движения вперед, и могут проявлять признаки ухудшения, причем снова предотвращается воздействие на основную пленку 1 (что не является необходимым, поскольку она ранее не подвергалась воздействию). В случае наличия параллельно множества продуктов P во втором направлении 2D, как изображено на графических материалах, выполняют дополнительное продольное разрезание при помощи дополнительного продольного режущего элемента 6.1 между обоими продуктами P. В данном последнем случае на основную пленку 1 действительно оказывается воздействие, но только с целью отделения разных упаковок друг от друга и не на участке указанной основной пленки 1, который должен быть удален.
Для упаковки продуктов в упаковку из усадочной пленки на подложке в соединительной установке 5 во время этапа прикрепления покровная пленка 2 всасывается по направлению к поверхности 5.2a, которая нагревается и участвует в установлении границ полости 5.3 (на верхней части), основная пленка 1 всасывается по направлению к нижнему инструменту 5.1 (фиг. 3 и 4), газ, присутствующий в указанной полости 5.3, выводят из нижнего инструмента 5.1 и посредством по меньшей мере одного из пространств для доступа, и горячую покровную пленку 2 затем напрессовывают на основную пленку 1, чтобы она адаптировалась к контуру продукта P и к основной пленке 1, не покрытой продуктом P.
В некоторых вариантах осуществления способа упаковки в упаковку из усадочной пленки, на котором продукты упаковывают в упаковку из усадочной пленки, чтобы вызвать взаимодействие между инструментами 5.1 и 5.2 соединительной установки 5 во время этапа прикрепления, верхний инструмент 5.2 приводят в движение по направлению к нижнему инструменту 5.1, тогда как указанный нижний инструмент 5.1 остается неподвижным, причем указанный верхний инструмент 5.2 приводят в движение в противоположном направлении для отделения верхнего инструмента 5.2 от нижнего инструмента 5.1. В этих вариантах осуществления верхняя поверхность нижнего инструмента 5.1 является плоской, причем полость 5.3 имеет форму, границы которой устанавливаются поверхностью 5.2a верхнего инструмента 5.2 (как, например, в случае, показанном на фиг. 3 и 4).
Кроме того, по меньшей мере в вариантах осуществления способа, посредством которого изготавливают упаковки из усадочной пленки, во время этапа прикрепления на участки 2e покровной пленки 2, выступающие в поперечном направлении от основной пленки 1, оказывают воздействие с помощью соответствующего поднимающего элемента 5.9 для каждого из указанных участков 2e, чтобы указанные участки 2e проталкивались по направлению к верхнему инструменту 5.2, причем облегчают разделение между обеими пленками 1 и 2 для облегчения введения и/или выведения газа между обеими пленками 1 и 2. Указанные поднимающие элементы 5.9 выступают из нижнего инструмента 5.1 по направлению к верхнему инструменту 5.2 по меньшей мере при обеспечении указанного проталкивания.
В некоторых вариантах осуществления, где поднимающие элементы 5.9 соединяют с нижним инструментом 5.1 со свободой движения, указанные поднимающие элементы 5.9 заставляют перемещаться относительно нижнего инструмента 5.1 по направлению к верхнему инструменту 5.2 для обеспечения проталкивания участков 2e покровной пленки 2, выступающих в поперечном направлении от основной пленки 1, по направлению к указанному верхнему инструменту 5.2. Указанное движение предпочтительно создают с того момента, когда инструменты 5.1 и 5.2 взаимодействуют друг с другом.
В других вариантах осуществления, где поднимающие элементы 5.9 прикреплены к нижнему инструменту 5.1, проталкивание участков 2e создается, когда по меньшей мере один из инструментов 5.1 и 5.2 перемещают по направлению к другому инструменту 5.1 или 5.2, чтобы вызвать взаимодействие между обоими инструментами.
Предпочтительно указанные поднимающие элементы 5.9 прикрепляют со свободой движения относительно нижнего инструмента 5.1, и указанные поднимающие элементы 5.9 заставляют перемещаться относительно указанного нижнего инструмента 5.1 (фиг. 3 и 4) по направлению к верхнему инструменту 5.2 (по направлению к поверхности 5.2a указанного верхнего инструмента 5.2), чтобы создать указанное проталкивание. Воздействие поднимающих элементов 5.9 на покровную пленку 2 дополнительно вызывает расправление указанной покровной пленки 2 и поэтому снижает риск образования складок на основной пленке 1 во время изготовления готовой упаковки.
Во время этапа второго движения вперед поддерживающее устройство 8.1 поддерживает пленки 1 и 2 захваченными в их движении в первом направлении 1D, оказывая воздействие на указанные пленки 1 и 2 между соединительной установкой 5 и резальной секцией 6, поддерживая или сопровождая указанные пленки 1 и 2 во время указанного движения между указанной соединительной установкой 5 и указанной резальной секцией 6. Из-за веса продукта P это предотвращает, например, возможность отсоединения покровной пленки 2 от основной пленки 1, которая удерживается и перемещается лишь благодаря тому, что она герметично присоединена к покровной пленке 2, влияя на готовую упаковку, которую нужно было бы удалять. За счет этой поддержки или сопровождения поддерживающего устройства 8.1 указанный продукт P и указанные прикрепленные пленки 1 и 2 зафиксированы. Для этого поддерживающее устройство 8.1 заставляют перемещаться в первом направлении 1D синхронно с движением пленок 1 и 2 и с той же скоростью из первого положения, в котором оно начинает поддерживать или сопровождать пленки 1 и 2, которое предпочтительно находится на выходе из соединительной установки 5, в первом направлении 1D, во второе положение, которое предпочтительно находится на входе в резальную секцию 6, в первом направлении 1D, причем оба положения находятся на расстоянии друг от друга в первом направлении 1D. Во втором положении поддерживающее устройство 8.1 уже не оказывает воздействие на пленки 1 и 2, и его заставляют перемещаться в первое положение в направлении, противоположном первому направлению 1D, без вступления в контакт с пленками 1 и 2 (поддерживающее устройство 8.1 освобождает пленки 1 и 2, когда оно достигает второго положения). Указанное освобождение и указанное возвращение предпочтительно выполняют при неподвижном состоянии пленок 1 и 2 (без движения вперед в первом направлении 1D).
Предпочтительно пленки 1 и 2 захватываются вместе зажимным устройством 8.2, расположенным между соединительной установкой 5 и резальной секцией 6, предпочтительно на выходе из соединительной установки 5 с момента, когда поддерживающее устройство 8.1 освобождает указанные пленки 1 и 2, и до последующего движения вперед пленок 1 и 2 в первом направлении 1D. Зажимное устройство 8.2 не перемещается в первом направлении 1D, а, скорее, удерживает пленки 1 и 2, когда поддерживающее устройство 8.1 не оказывает на них воздействия, сохраняя их неподвижность и фиксированность в определенном положении, тем самым предотвращая возможность отсоединения покровной пленки 2 от основной пленки 1 из-за веса продукта P.
Во втором аспекте настоящее изобретение относится к машине 100 для упаковки продуктов, такой как машина, показанная в качестве примера на фиг. 1, причем машина содержит:
первое устройство 9.1 для подачи пленки, которое выполнено с возможностью подачи основной пленки 1;
второе устройство 9.2 для подачи пленки, выполненное с возможностью подачи покровной пленки 2;
транспортное устройство 3, которое выполнено с возможностью перемещения пленок 1 и 2 в первом направлении 1D;
область 7 наложения;
соединительную установку 5, которая находится ниже по потоку относительно области 7 наложения в первом направлении 1D и содержит нижний инструмент 5.1 и верхний инструмент 5.2, которые выполнены с возможностью взаимодействия друг с другом для прикрепления обеих пленок 1 и 2 друг к другу и за счет указанного взаимодействия устанавливают границы полости 5.3 для размещения продукта P и пленок 1 и 2 между обоими инструментами 5.1 и 5.2, причем границы контура указанной полости 5.3 устанавливаются по меньшей мере двумя продольными стенками в первом направлении 1D и двумя поперечными стенками, и причем указанная полость 5.3 имеет конкретную ширину 5.3W во втором направлении 2D, которое является поперечным первому направлению 1D; и
резальную секцию 6, которая расположена ниже по потоку относительно соединительной установки 5 в первом направлении 1D и выполнена с возможностью разрезания пленок 1 и 2 и изготовления отдельных упаковок посредством указанного разрезания.
Транспортное устройство 3 выполнено с возможностью оказания воздействия только на покровную пленку 2 и по меньшей мере между соединительной установкой 5 и резальной секцией 6 для перемещения пленок 1 и 2 в первом направлении 1D за счет указанного воздействия. Транспортное устройство 3 может содержать два транспортных инструмента 3.1 (например, две цепи), проходящих в первом направлении 1D и отделенных друг от друга во втором направлении 2D, причем каждый транспортный инструмент 3.1 выполнен с возможностью оказания воздействия на продольный участок покровной пленки 2. Как и в способе, транспортное устройство 3 воздействует только на покровную пленку 2 без вступления в контакт с основной пленкой 1 с учетом того, что оно воздействует на участки 2e указанной покровной пленки 2, выступающие в боковом направлении от обоих продольных концов 1e основной пленки 1 (см. фиг. 2-4).
Инструменты 5.1 и 5.2 соединительной установки 5 выполнены с возможностью взаимодействия друг с другом таким образом, что вместе они продольно охватывают указанную покровную пленку 2, но не указанную основную пленку 1 (см. фиг. 3 и 4), охватывая между ними по меньшей мере часть участков 2e, выступающих в боковом направлении от обоих продольных концов 1e основной пленки 1, вдоль закрытого контура таким образом, что он устанавливает границы герметичного участка. Кроме того, соединительная установка 5 содержит исполнительные средства (не изображены на графических материалах), которые выполнены с возможностью введения и/или выведения газа между указанными пленками 1 и 2.
Резальная секция 6 содержит по меньшей мере один продольный режущий элемент CL, подходящий для продольного разрезания только покровной пленки 2, предпочтительно два продольных режущих элемента 6.1, обращенных друг к другу во втором направлении 2D и выполненных с возможностью оказания воздействия на соответствующий участок 2e покровной пленки 2. В случае наличия множества продуктов P параллельно во втором направлении 2D, как изображено на графических материалах, выполняют дополнительное продольное разрезание с помощью дополнительного продольного режущего элемента 6.1 между обоими продуктами P, как показано на фиг. 5. В этом последнем случае на основную пленку 1 действительно оказывают воздействие, но только для отделения разных упаковок друг от друга и не на участок указанной основной пленки 1, который должен быть удален.
Пленки 1 и 2 перемещаются вперед в первом направлении 1D, накладываясь и располагаясь между инструментами 5.1 и 5.2 соединительной установки 5. Указанные инструменты 5.1 и 5.2 обращены друг к другу и выполнены с возможностью расположения в первом положении, в котором они разделены и обеспечивают возможность движения вперед пленок 1 и 2, и во втором положении, в котором они взаимодействуют друг с другом для прикрепления пленок 1 и 2, расположенных между ними, друг к другу, охватывая вместе указанные пленки 1 и 2 для сохранения их неподвижности. В некоторых вариантах осуществления нижний инструмент 5.1 остается неподвижным все время, тогда как верхний инструмент 5.2 выполнен с возможностью перемещения относительно нижнего инструмента 5.1, чтобы вызвать изменение в положении указанных инструментов 5.1 и 5.2. В этих вариантах осуществления нижний инструмент 5.1 предпочтительно содержит плоскую поверхность, обращенную к верхнему инструменту 5.2, над которой перемещают пленки 1 и 2, причем форма полости 5.3 зависит от поверхности 5.2a верхнего инструмента 5.2. Эти варианты осуществления являются особенно преимущественными, когда лоток готовой упаковки является плоским (лоток, образованный основной пленкой 1, присутствующей на готовой упаковке), где формование основной пленки 1 и использование машины 100, а следовательно формующей установки для выполнения указанного формования, не требуются.
В некоторых вариантах осуществления машина 100 содержит два продольных поднимающих элемента 5.9, обращенных друг к другу во втором направлении 2D и отделенных друг от друга на разделяющее расстояние 5.9W в указанном втором направлении 2D. Указанные поднимающие элементы 5.9 выполнены с возможностью того, чтобы выступать из нижнего инструмента 5.1 по направлению к верхнему инструменту 5.2 для проталкивания покровной пленки 2, расположенной на указанных поднимающих элементах 5.9, по направлению к указанному верхнему инструменту 5.2.
В некоторых вариантах осуществления указанные поднимающие элементы 5.9 соединены с нижним инструментом 5.1 со свободой движения по направлению к верхнему инструменту 5.2 (и с возвращением в первоначальное положение), и указанные поднимающие элементы 5.9 выполнены с возможностью перемещения относительно нижнего инструмента 5.1 по направлению к верхнему инструменту 5.2 для того, чтобы выступать из нижнего инструмента 5.1 по направлению к верхнему инструменту 5.2, для проталкивания пленки 2, расположенной на указанных поднимающих элементах 5.9, по направлению к указанному верхнему инструменту 5.2. Предпочтительно поднимающие элементы 5.9 находятся на одном уровне с плоской поверхностью нижнего инструмента 5.1 в резервном положении или на более низком уровне таким образом, что это не влияет на движение пленок 1 и 2 в первом направлении 1D. Указанные поднимающие элементы 5.9 предпочтительно выполнены с возможностью одновременного перемещения, и когда инструменты 5.1 и 5.2 взаимодействуют друг с другом таким образом, что они перемещают покровную пленку 2 ближе к поверхности 5.2a верхнего инструмента 5.2. Это возможно из-за разницы в ширине между обеими пленками 1 и 2, что было описано выше, причем разделяющее расстояние 5.9W между обоими поднимающими элементами 5.9 таково, что они оказывают воздействие на участки 2e покровной пленки 2, выступающие в боковом направлении от основной пленки 1. Машина 100 содержит управляющее устройство, которое выполнено с возможностью того, чтобы вызывать это движение поднимающих элементов 5.9 в вариантах осуществления машины 100, содержащей такие поднимающие элементы 5.9.
В других вариантах осуществления машины 100 поднимающие элементы 5.9 прикреплены к нижнему инструменту 5.1, и в таком случае не выполнены с возможностью перемещения относительно указанного нижнего инструмента 5.1, и выступают из нижнего инструмента 5.1 по направлению к верхнему инструменту 5.2.
В любом из вариантов осуществления машины 100 по меньшей мере один из нижнего инструмента 5.1 и верхнего инструмента 5.2 выполнен с возможностью перемещения по направлению к другому из указанного нижнего инструмента 5.1 и верхнего инструмента 5.2, чтобы вызывать взаимодействие между обоими инструментами 5.1 и 5.2, и чтобы заставлять в таком случае поднимающие элементы 5.9 проталкивать участки 2e покровной пленки 2, выступающие в поперечном направлении от основной пленки 1, по направлению к верхнему инструменту 5.2. В вариантах осуществления машины, где поднимающие элементы 5.9 выполнены с возможностью перемещения относительно нижнего инструмента 5.1 по направлению к верхнему инструменту 5.2 из резервного положения указанных поднимающих элементов 5.9, указанное перемещение предпочтительно создается, когда инструменты 5.1 и 5.2 взаимодействуют друг с другом.
Полость 5.3, границы которой установлены между обоими инструментами 5.1 и 5.2 соединительной установки 5, имеет ширину 5.3W во втором направлении 2D, превышающую разделяющее расстояние 5.9W между двумя поднимающими элементами 5.9, причем указанные поднимающие элементы 5.9 центрированы относительно указанной полости 5.3 в указанном втором направлении 2D. Это обеспечивает возможность проталкивания покровной пленки по направлению к поверхности 5.2a верхнего инструмента 5.2.
Машина 100 содержит поддерживающее устройство 8.1, такое как описанное для первого аспекта настоящего изобретения, которое поддерживает пленки 1 и 2 захваченными в их движении в первом направлении 1D, оказывая воздействие на указанные пленки 1 и 2 между соединительной установкой 5 и резальной секцией 6, поддерживая или сопровождая указанные пленки 1 и 2 во время указанного движения между указанной соединительной установкой 5 и указанной резальной секцией 6. Из-за веса продукта P это предотвращает, например, возможность отсоединения покровной пленки 2 от основной пленки 1, которая удерживается и перемещается лишь благодаря тому, что она герметично присоединена к покровной пленке 2, влияя на готовую упаковку, которую нужно было бы удалять. За счет этой поддержки или сопровождения поддерживающего устройства 8.1 указанный продукт P и указанные прикрепленные пленки 1 и 2 зафиксированы. Для этого поддерживающее устройство 8.1 заставляют перемещаться в первом направлении 1D синхронно с движением пленок 1 и 2 и с той же скоростью из первого положения, в котором оно начинает поддерживать или сопровождать пленки 1 и 2, которое предпочтительно находится на выходе из соединительной установки 5, в первом направлении 1D, во второе положение, которое предпочтительно находится на входе в резальную секцию 6, в первом направлении 1D, причем оба положения находятся на расстоянии друг от друга в первом направлении 1D. Во втором положении поддерживающее устройство 8.1 уже не оказывает воздействие на пленки 1 и 2, и его заставляют перемещаться в первое положение в направлении, противоположном первому направлению 1D, без вступления в контакт с пленками 1 и 2 (поддерживающее устройство 8.1 освобождает пленки 1 и 2, когда оно достигает второго положения). Указанное освобождение и указанное возвращение предпочтительно выполняют при неподвижном состоянии пленок 1 и 2 (без движения вперед в первом направлении 1D).
Поддерживающее устройство 8.1 расположено ниже по потоку относительно соединительной установки 5 в первом направлении 1D и между двумя транспортными инструментами 3.1 транспортного устройства 3 относительно второго направления 2D. Поддерживающее устройство 8.1 предпочтительно содержит первую прижимную пластину и вторую прижимную пластину, обращенные друг к другу и расположенные таким образом, что пленки 1 и 2 находятся между обеими прижимными пластинами. Другими словами, указанные прижимные пластины расположены таким образом, что одна из них находится выше, а другая находится ниже горизонтальной плоскости X машины 100, которая соответствует плоскости наложенных пленок 1 и 2. Обе прижимные пластины обращены друг к другу, и по меньшей мере одна из них выполнена с возможностью перемещения по направлению к другой и в противоположном направлении, чтобы охватывать пленки 1 и 2 между ними и освобождать их соответственно. Обе прижимные пластины выполнены с возможностью перемещения одновременно в первом направлении 1D и в противоположном направлении, и управляющее устройство выполнено с возможностью того, чтобы вызывать перемещение указанных прижимных пластин в первом направлении 1D, синхронизированное с перемещением в указанном первом направлении 1D транспортного устройства 3 (и пленок 1 и 2), как описано для первого аспекта настоящего изобретения.
Управляющее устройство выполнено с возможностью того, чтобы заставлять прижимные пластины поддерживающего устройства 8.1 перемещаться синхронно с пленками 1, 2 в первом направлении 1D.
В некоторых вариантах осуществления машина 100 содержит зажимное устройство 8.2, такое как описанное для первого аспекта настоящего изобретения. Зажимное устройство 8.2 расположено ниже по потоку относительно соединительной установки 5 в первом направлении 1D и между двумя транспортными инструментами 3.1 транспортного устройства 3 относительно второго направления 2D, предпочтительно на выходе из соединительной установки 5 в первом направлении 1D. Зажимное устройство 8.2 содержит первую прижимную пластину ниже горизонтальной плоскости X машины 100 и вторую прижимную пластину, обращенную к первой прижимной пластине и расположенную над указанной горизонтальной плоскостью X, причем по меньшей мере одна из указанных прижимных пластин выполнена с возможностью перемещения по направлению к другой соответствующей прижимной пластине и в противоположном направлении, и причем указанные прижимные пластины зафиксированы в неподвижном состоянии в первом направлении 1D и в направлении, противоположном указанному первому направлению 1D (т.е. они не перемещаются ни в указанном первом направлении 1D, ни в противоположном направлении), как поясняется для первого аспекта настоящего изобретения. Поэтому зажимное устройство 8.2 удерживает пленки 1 и 2, когда поддерживающее устройство 8.1 не оказывает на них воздействия, сохраняя их неподвижность и фиксацию в определенном положении, тем самым предотвращая возможность отсоединения покровной пленки 2 от основной пленки 1 из-за веса продукта P.
В вариантах осуществления машины 100, содержащей зажимное устройство 8.2, управляющее устройство выполнено с возможностью того, чтобы заставлять прижимные пластины зажимного устройства 8.2 удерживать пленки 1 и 2, когда транспортное устройство 3 не перемещает пленки 1 и 2 в первом направлении 1D, и не удерживать указанные пленки 1 и 2, когда транспортное устройство 3 перемещает указанные пленки 1 и 2 в первом направлении 1D.
В целом, все, что было описано в отношении способа в любом из его вариантов осуществления и/или в любой из его конфигураций, также применимо к вариантам осуществления и/или конфигурациям машины 100. Поэтому машина 100 имеет вариант осуществления и/или конфигурацию, подходящие для поддержки соответствующего варианта осуществления и/или конфигурации способа.
Аналогичным образом, все, что было описано в отношении машины 100 в любом из ее вариантов осуществления и/или в любой из ее конфигураций, также применимо к вариантам осуществления и/или конфигурациям способа. Поэтому способ имеет вариант осуществления и/или конфигурацию, подходящие для соответствующего варианта осуществления и/или конфигурации машины 100.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗАХВАТЫВАЮЩЕЕ УСТРОЙСТВО | 2007 |
|
RU2373129C2 |
| ДЕФЛЕКТОРНОЕ УСТРОЙСТВО ДЛЯ ЭЛЕКТРОМАГНИТНОГО ИЗЛУЧЕНИЯ (ВАРИАНТЫ) | 2012 |
|
RU2526770C2 |
| СПОСОБ ПРОИЗВОДСТВА УПАКОВКИ ВОСПРИИМЧИВОЙ К ДАВЛЕНИЮ АДГЕЗИВНОЙ ЛЕНТЫ | 2012 |
|
RU2607749C2 |
| УСТРОЙСТВО И СПОСОБ ИЗГОТОВЛЕНИЯ ПАКЕТОВ СО СВАРНЫМ ШВОМ ПО ПЕРИМЕТРУ | 2018 |
|
RU2763229C2 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ТАМПОНА | 2019 |
|
RU2805904C2 |
| ОБНАРУЖИВАЮЩАЯ, РОЮЩАЯ, ПОДДЕРЖИВАЮЩАЯ, АНКЕРУЮЩАЯ И ПЕРЕДАЮЩАЯ КОМПЛЕКСНАЯ МАШИННАЯ СИСТЕМА ДЛЯ БЫСТРОГО РЫТЬЯ СКВАЖИНЫ И СПОСОБ ЕЕ ПРИМЕНЕНИЯ | 2020 |
|
RU2748264C1 |
| ПРЯДИЛЬНО-ВЫТЯЖНАЯ И ТЕКСТУРИРУЮЩАЯ МАШИНА | 2007 |
|
RU2434978C2 |
| СМЕСЬ И ПЛЕНКА, ПРОЯВЛЯЮЩИЕ СТОЙКОСТЬ К ИСТИРАНИЮ КРАСКИ | 2014 |
|
RU2666436C2 |
| САМОСКЛАДЫВАЮЩАЯСЯ МНОГОУГОЛЬНАЯ ГЕРМЕТИЧНАЯ КОРОБКА ДЛЯ ПИЩЕВЫХ ПРОДУКТОВ И ИНСТРУМЕНТ ДЛЯ ЕЕ ФОРМИРОВАНИЯ | 2016 |
|
RU2690275C1 |
| ПРИГОДНЫЙ ДЛЯ ПЕРЕРАБОТКИ ТЕРМОФОРМОВАНИЕМ УПАКОВОЧНЫЙ МАТЕРИАЛ С УСАДОЧНЫМИ СВОЙСТВАМИ | 2006 |
|
RU2405676C2 |

Настоящее изобретение относится к машине и способу для упаковки, в котором для упаковки продукта (P) покровную пленку (2) располагают на продукте (P) и на основной пленке (1), которая поддерживает указанный продукт (P) и уже, чем покровная пленка (2); наложенные пленки (1, 2) перемещают в первом направлении (1D) к соединительной установке (5), где обе пленки (1, 2) прикрепляют друг к другу; и прикрепленные пленки (1, 2) перемещают в первом направлении (1D) к резальной секции (6), где пленки (1, 2) разрезают в поперечном направлении. Перемещение пленок (1, 2) обеспечивают путем оказания воздействия на покровную пленку (2). Обеспечивается экономия материала основной пленки. 2 н. и 11 з.п. ф-лы, 5 ил.
1. Способ упаковки продуктов питания в упаковку с модифицированной газовой средой, вакуумную упаковку или упаковку из усадочной пленки в машине для термоформования, причем для изготовления упаковки способ включает:
• этап первого движения вперед, на котором покровную пленку (2) располагают на упаковываемом продукте (Р) и на основной пленке (1), которая поддерживает указанный продукт (Р), в области (7) наложения машины (100) и на котором обе пленки (1, 2) перемещают в первом направлении (1D) к соединительной установке (5) машины (100), которая расположена ниже по потоку относительно области (7) наложения в первом направлении (1D);
• этап прикрепления, на котором обе пленки (1, 2) прикрепляют друг к другу с размещением между ними продукта (Р), причем для этого создают взаимодействие между нижним инструментом (5.1) и верхним инструментом (5.2) соединительной установки (5), причем границы полости (5.3) для размещения продукта (Р) устанавливаются между обоими инструментами (5.1, 5.2) посредством указанного взаимодействия, и границы контура указанной полости (5.3) устанавливаются двумя продольными стенками и двумя поперечными стенками;
• этап второго движения вперед, на котором пленки (1, 2), прикрепленные в соединительной установке (5), перемещают в первом направлении (1D) к резальной секции (6) машины (100), расположенной ниже по потоку относительно соединительной установки (5) в первом направлении (1D); и
• этап разрезания, на котором в пленках (1, 2) во втором направлении (2D), которое является поперечным первому направлению (1D), выполняют по меньшей мере одно поперечное разрезание, получая отдельную упаковку с продуктом (Р) в ней;
отличающийся тем, что покровная пленка (2), которую располагают на основной пленке (1) на этапе первого движения вперед, имеет ширину, большую, чем ширина основной пленки (1) во втором направлении (2D), причем указанные пленки (1, 2) располагают относительно друг друга в области (7) наложения таким образом, что два участка (2е) покровной пленки (2) выступают в поперечном направлении от соответствующих продольных краев (1е) основной пленки (1) в указанном втором направлении (2D), при этом на этапе первого движения вперед и на этапе второго движения вперед транспортное устройство (3) оказывает воздействие только на два участка (2е) покровной пленки (2), выступающих в поперечном направлении от основной пленки (1), чтобы вызывать движение вперед обеих пленок (1, 2) в первом направлении (1D) по меньшей мере между соединительной установкой (5) и резальной секцией (6), при этом на этапе прикрепления инструменты (5.1, 5.2) соединительной установки (5) взаимодействуют друг с другом для прикрепления основной пленки (1) и покровной пленки (2) друг к другу таким образом, что они продольно охватывают указанную покровную пленку (2), но не указанную основную пленку (1), и через по меньшей мере одно из соответствующих пространств для доступа, которое имеется между каждым продольным краем (1е) покровной пленки (1) и продольной стенкой, устанавливающей границы полости (5.3) вблизи указанного продольного края (1е) между указанными пленками (1, 2), вводят и/или выводят газ, при этом на этапе разрезания выполняют продольное разрезание на участках (2е) покровной пленки (2), выступающих в поперечном направлении от основной пленки (1), и при этом во время этапа второго движения вперед поддерживающее устройство (8.1) поддерживает пленки (1,2) захваченными между соединительной установкой (5) и резальной секцией (6), поддерживающее устройство (8.1) заставляют перемещаться в первом направлении (1D) из первого положения во второе положение, которые находятся на расстоянии в первом направлении (1D), вместе и одновременно с движением вперед пленок (1, 2) во время их движения вперед,
и отличающийся тем, что во время этапа прикрепления на участки (2е) покровной пленки (2), выступающие в поперечном направлении от основной пленки (1), оказывают воздействие с помощью соответствующего поднимающего элемента (5.9) для каждого из указанных участков (2е), чтобы указанные участки (2е) проталкивались по направлению к верхнему инструменту (5.2), причем указанные поднимающие элементы (5.9) выступают из нижнего инструмента (5.1) по направлению к верхнему инструменту (5.2) по меньшей мере при обеспечении указанного проталкивания.
2. Способ по п. 1, отличающийся тем, что поддерживающее устройство (8.1) освобождает пленки (1, 2) после достижения второго положения, и возвращение поддерживающего устройства в первое положение обеспечивают путем перемещения его в направлении, противоположном первому направлению (1D), причем указанное освобождение и указанное возвращение предпочтительно выполняют при неподвижном состоянии пленок (1, 2) без движения вперед в первом направлении (1D).
3. Способ по п. 1 или 2, отличающийся тем, что пленки (1, 2) захватываются вместе зажимным устройством (8.2), расположенным между соединительной установкой (5) и резальной секцией (6) с момента, когда поддерживающее устройство (8.1) освобождает указанные пленки (1, 2), и до последующего движения вперед пленок (1, 2) в первом направлении (1D).
4. Способ по любому из пп. 1-3, отличающийся тем, что поднимающие элементы (5.9) соединяют с нижним инструментом (5.1) со свободой движения и заставляют перемещаться относительно нижнего инструмента (5.1) по направлению к верхнему инструменту (5.2) для обеспечения проталкивания участков (2е) покровной пленки (2), выступающих в поперечном направлении от основной пленки (1), по направлению к указанному верхнему инструменту (5.2).
5. Способ по п. 4, отличающийся тем, что поднимающие элементы (5.9) заставляют перемещаться относительно нижнего инструмента (5.1) по направлению к верхнему инструменту (5.2), причем нижний инструмент (5.1) и верхний инструмент (5.2) соединительной установки (5) взаимодействуют друг с другом.
6. Машина для термоформования для упаковки продуктов в упаковку с модифицированной газовой средой, вакуумную упаковку или упаковку из усадочной пленки, содержащая
• первое устройство (9.1) для подачи пленки, выполненное с возможностью подачи основной пленки (1);
• второе устройство (9.2) для подачи пленки, выполненное с возможностью подачи покровной пленки (2);
• транспортное устройство (3), которое выполнено с возможностью перемещения пленок (1, 2) в первом направлении (1D);
• область (7) наложения;
• соединительную установку (5), которая находится ниже по потоку относительно области (7) наложения в первом направлении (1D) и содержит нижний инструмент (5.1) и верхний инструмент (5.2), которые выполнены с возможностью прикрепления обеих пленок (1, 2) друг к другу за счет их взаимодействия и за счет указанного взаимодействия устанавливают границы полости (5.3) для размещения продукта (Р) и пленок (1, 2) между обоими инструментами (5.1, 5.2), причем границы контура указанной полости (5.3) устанавливаются по меньшей мере двумя продольными стенками в первом направлении (1D) и двумя поперечными стенками, и причем указанная полость (5.3) имеет конкретную ширину (5.3W) во втором направлении (2D), которое является поперечным первому направлению (1D); и
• резальную секцию (6), которая расположена ниже по потоку относительно соединительной установки (5) в первом направлении (1D) и выполнена с возможностью разрезания пленок (1, 2) и изготовления отдельных упаковок посредством указанного разрезания;
отличающаяся тем, что транспортное устройство (3) выполнено с возможностью оказания воздействия только на покровную пленку (2) и по меньшей мере между соединительной установкой (5) и резальной секцией (6) для перемещения пленок (1, 2) в первом направлении (1D) за счет указанного воздействия, причем инструменты (5.1, 5.2) соединительной установки (5) выполнены с возможностью взаимодействия друг с другом таким образом, что вместе они продольно охватывают указанную покровную пленку (2), но не указанную основную пленку (1), причем машина (100) содержит исполнительные средства в соединительной установке (5), которые выполнены с возможностью введения и/или выведения газа между указанными пленками (1, 2), и причем резальная секция (6) содержит по меньшей мере один продольный режущий элемент (CL), подходящий для продольного разрезания только покровной пленки (2), причем транспортное устройство (3) содержит два транспортных инструмента (3.1), обращенных друг к другу во втором направлении (2D), причем машина (100) содержит по меньшей мере одно поддерживающее устройство (8.1), расположенное ниже по потоку относительно соединительной установки (5) в первом направлении (1D) и между указанными транспортными инструментами (3.1) относительно второго направления (2D), причем поддерживающее устройство (8.1) содержит первую прижимную пластину ниже горизонтальной плоскости (X) машины (100), которая соответствует плоскости пленок (1, 2), и вторую прижимную пластину, обращенную к первой прижимной пластине, расположенную над указанной горизонтальной плоскостью (X) машины (100), причем по меньшей мере одна из указанных прижимных пластин выполнена с возможностью перемещения по направлению к другой прижимной пластине и в противоположном направлении, и причем обе прижимные пластины подходят для перемещения в первом направлении (1D) и в противоположном направлении вместе и одновременно,
и отличающаяся тем, что содержит два продольных поднимающих элемента (5.9), расположенных таким образом, что они обращены друг к другу во втором направлении (2D) и отделены друг от друга на разделяющее расстояние (5.9) в указанном втором направлении (2D), причем указанные поднимающие элементы (5.9) выполнены с возможностью того, чтобы выступать из нижнего инструмента (5.1) по направлению к верхнему инструменту (5.2) для проталкивания покровной пленки (2), расположенной на указанных поднимающих элементах (5.9), по направлению к указанному верхнему инструменту (5.2).
7. Машина по п. 6, отличающаяся тем, что содержит управляющее устройство, выполненное с возможностью того, чтобы заставлять прижимные пластины поддерживающего устройства (8.1) перемещаться синхронно с пленками (1, 2) в первом направлении (1D).
8. Машина по п. 7, отличающаяся тем, что содержит зажимное устройство (8.2), расположенное ниже по потоку относительно соединительной установки (5) в первом направлении (1D) и между двумя транспортными инструментами (3.1) транспортного устройства (3) относительно второго направления (2D), причем зажимное устройство (8.2) содержит первую прижимную пластину ниже горизонтальной плоскости (X) машины (100) и вторую прижимную пластину, обращенную к первой прижимной пластине и расположенную над указанной горизонтальной плоскостью (X), причем по меньшей мере одна из указанных прижимных пластин выполнена с возможностью перемещения по направлению к другой соответствующей прижимной пластине и в противоположном направлении, и причем указанные прижимные пластины зафиксированы в неподвижном состоянии в первом направлении (1D) и в направлении, противоположном указанному первому направлению (1D).
9. Машина по п. 8, отличающаяся тем, что управляющее устройство выполнено с возможностью того, чтобы заставлять прижимные пластины зажимного устройства (8.2) удерживать пленки (1, 2), когда транспортное устройство (3) не перемещает пленки (1, 2) в первом направлении (1D), и не удерживать указанные пленки (1, 2), когда транспортное устройство (3) перемещает указанные пленки (1, 2) в первом направлении (1D).
10. Машина по любому из пп. 6-9, отличающаяся тем, что поднимающие элементы (5.9) соединены с нижним инструментом (5.1) и выполнены с возможностью перемещения относительно нижнего инструмента (5.1) по направлению к верхнему инструменту (5.2), чтобы выступать из нижнего инструмента (5.1) по направлению к верхнему инструменту (5.2).
11. Машина по п. 9, отличающаяся тем, что поднимающие элементы (5.9) прикреплены к нижнему инструменту (5.1) и выступают из нижнего инструмента (5.1) по направлению к верхнему инструменту (5.2).
12. Машина по любому из пп. 9-11, отличающаяся тем, что по меньшей мере один из нижнего инструмента (5.1) и верхнего инструмента (5.2) выполнен с возможностью перемещения по направлению к другому из указанного нижнего инструмента (5.1) и верхнего инструмента (5.2), чтобы заставлять поднимающие элементы (5.9) проталкивать участки (2е) покровной пленки (2), выступающие в поперечном направлении от основной пленки (1), по направлению к верхнему инструменту (5.2).
13. Машина по любому из пп. 9-12, отличающаяся тем, что полость (5.3), границы которой установлены между обоими инструментами (5.1, 5.2) соединительной установки (5), имеет ширину (5.3W) во втором направлении (2D), превышающую разделяющее расстояние (5.9W) между двумя поднимающими элементами (5.9), причем указанные поднимающие элементы (5.9) центрированы относительно указанной полости (5.3) в указанном втором направлении (2D).
| УСТРОЙСТВО И СПОСОБ УПАКОВКИ ПРОДУКТА | 2014 |
|
RU2653085C2 |
| Топчак-трактор для канатной вспашки | 1923 |
|
SU2002A1 |
| МАШИНА ДЛЯ УПАКОВКИ В МОДИФИЦИРОВАННОЙ ГАЗОВОЙ СРЕДЕ, СКИН-УПАКОВКИ ИЛИ ВАКУУМНОЙ УПАКОВКИ И СПОСОБ УКАЗАННЫХ УПАКОВОК | 2014 |
|
RU2661837C2 |
| Способ и приспособление для нагревания хлебопекарных камер | 1923 |
|
SU2003A1 |
| УПАКОВОЧНАЯ МАШИНА И СПОСОБ ИЗГОТОВЛЕНИЯ ВАКУУМИРОВАННЫХ И/ИЛИ ЗАПОЛНЕННЫХ ГАЗОМ УПАКОВОК | 2012 |
|
RU2571347C2 |

