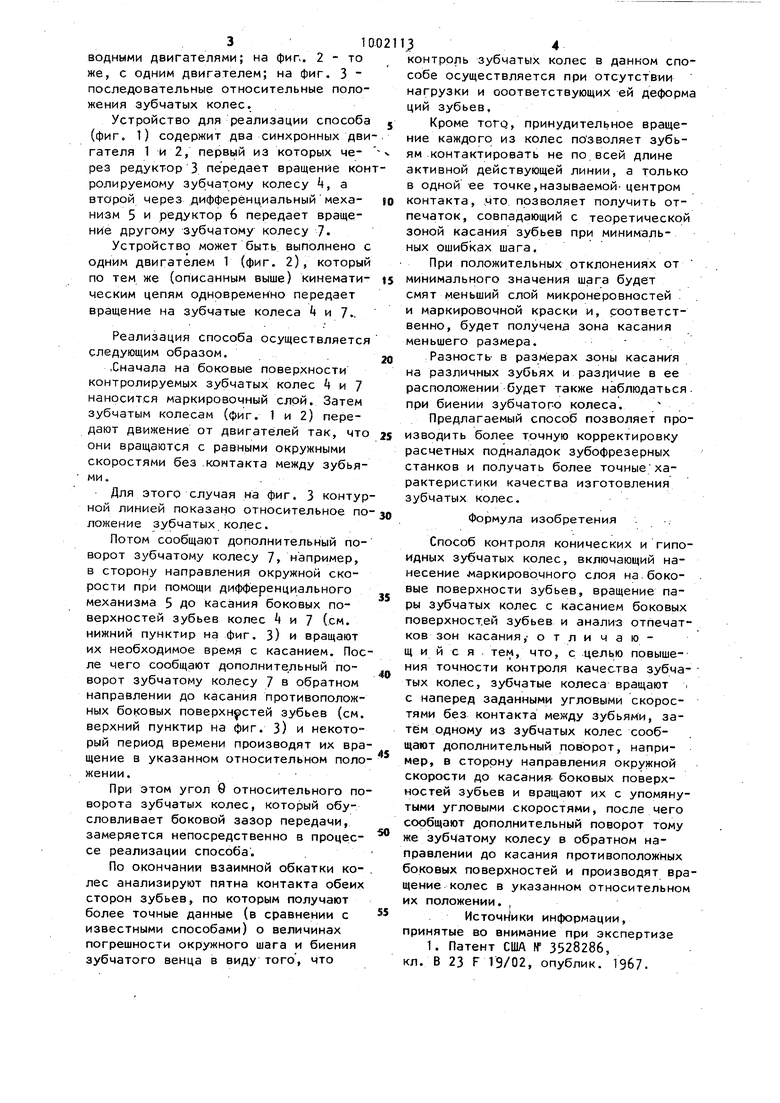
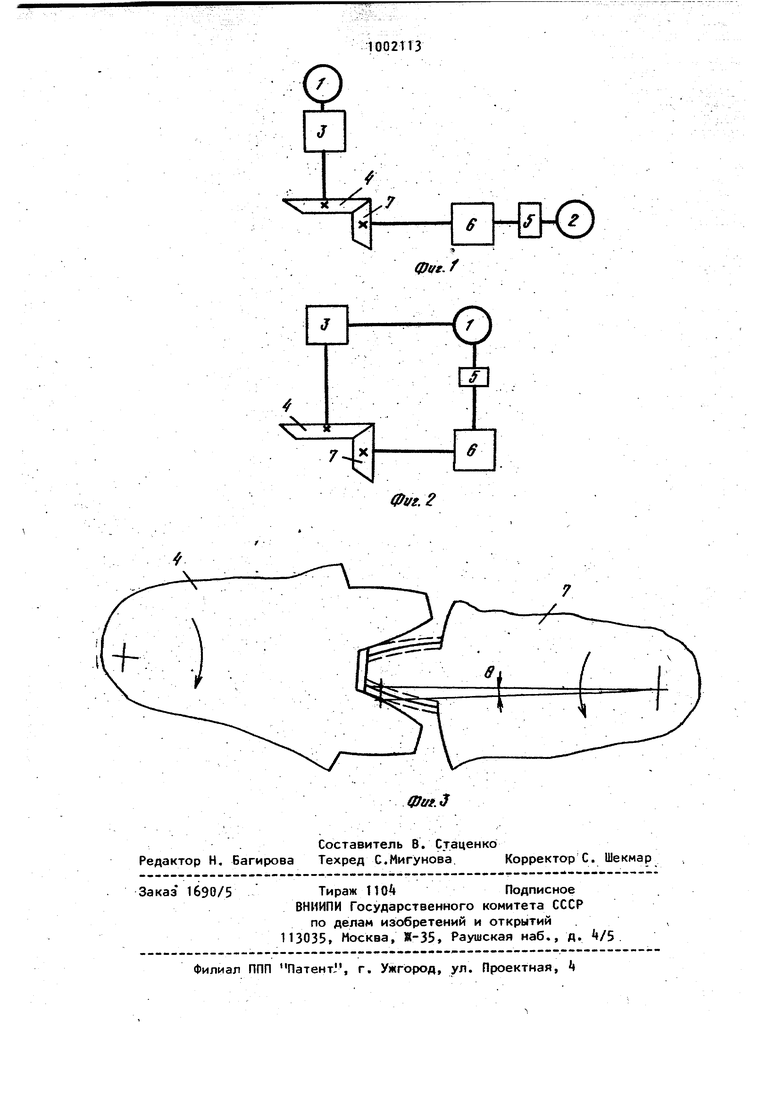
.Изобретение относится к области изготовления конических и гипоидных зубчатых колес, в частности к промежуточному контролю расчетных наладок зуборезных станков и к окончательной оценке качества изготовления зубчатых пар. Известен способ контроля конических и гипоидных зубчатых колес, вклю чающий нанесение маркировочного слоя на боковые поверхности зубьев, вращение в зацеплении пары зубчатых колес и анализ отпечатков пятен контактов зубьев Cl 3. Недостатком известного способа является низкая точность оценки степени модификации поверхности зубьев или циклической погрешности зубчатых колес из-за деформации зубьев от действующей нагрузки. Целью изобретения является повышение точности контроля качества зуб чатых колес. Эта цель достигается тем, что способ контроля, конических и гипоидных колес включает в себя нанесение маркировочного слоя на боковые поверхности зубьев, вращение пары зубчатых колес с касанием боковых поверхностей зубьев и анализ отпечатков зон касания, зубчатые колеса вращают с наперед заданными угловыми cкopoctями без контакта между зубьями, затем одному из зубчатых колес сообщают дополнительный поворот, например, в сторону направления окружной скорости до касания боковйх поверхностей зубьев и вращают их с упомянутыми угловыми скоростями после чего сообщают дополнительный поворот тому же зубчатому колесу в обратном направлении до касания противоположных боковых поверхностей и производят вращение колес в указанном относительном их положении.. На фиг. 1 показано устройство для контроля зубчатых колес с двумя при310водными двигателями; на фиг. 2 - то же, с одним двигателем; на фиг. 3 последовательные относительные положения зубчатых колес. Устройство для реализации способа (фиг. 1) содержит два синхронных дви гателя 1 и 2, первый из которых через редуктор 3 передает вращение кон ролируемому зубчатому колесу k, а второй через дифференциальныймеханизм 5 и редуктор 6 передает вращение другому зубчатому колесу 7. Устройство может быть выполнено с одним двигателем 1 (фиг. 2), который по тем же (описанным выше) кинематическим цепям одновременно передает вращение на зубчатые колеса k и J,. Реализация способа осуществляется следующим образом. .Сначала на боковые поверхности контролируемых зубчатых колес 4 и 7 наносится маркировочный слой. Затем зубчатым колесам (фиг. 1 и 2) передают движение от двигателей так, что они вращаются с равными окружными скоростями без .контакта между зубьями.. Для этого случая на фиг. 3 контур ной линией показано относительное по ложение зубчатых колес. Потом сообщают дополнительный поворот зубчатому колесу 7 например, в сторону направления окружной скорости при помощи дифференциального механизма 5 до касания боковых поверхностей зубьев колес и 7 (см. нижний пунктир на фиг. 3) и вращают их необходимое время с касанием. Пос ле чего сообщают дополнительный поворот зубчатому колесу 7 в обратном направлении до касания противоположных боковых поверхностей зубьев (см. верхний пунктир на фиг. 3) и некото рый период времени производят их вра щение в указанном относительном поло жении. При этом угол 9 относительного по ворота зубчатых колес, который обусловливает боковой зазор передачи, замеряется непосредственно в процессе реализации способа. . По окончаний взаимной обкатки колес анализируют пятна контакта обеих сторон зубьев, по которым получают более точные данные (в сравнении с известными способами) о величинах погрешности окружного шага и биения зубчатого венца в виду того, что 4 контроль зубчатых колес в данном способе осуществляется при отсутствии нагрузки и соответствующих ей деформа ций зубьев. Кроме Torq, принудительное вращение каждого из колес позволяет зубьям контактировать не по.всей длине активной действующей линии, а только в одной ее точке,называемой-центром контакта, ,что позволяет получить отпечаток, совпадающий с теоретической зоной касания зубьев при минимальных ошибках шага. При положительных отклонениях от минимального значения шага будет смят меньший слой микронеровностей и маркировочной краски и, соответственно, будет получена зона касания меньшего размера. Разность- в размерах зоны касания на различных зубьях и различие в ее расположении будет также наблюдаться, при биении зубчатог-о колеса. / Предлагаемый способ позволяет производить более точную корректировку расчетных подналадок зубофрезерных станков и получать более точныехарактеристики качества изготовления зубчатых колес. Формула изобретения . . Способ контроля конических и гипоидных зубчатых колес, включающий нанесение маркировочного слоя на.боковые поверхности зубьев, вращение пары зубчатых колес с касанием боковых поверхностей зубьев и анали-з отпечатков зон касания, отличающийся тем, что, с целью повышения точности контроля качества зубчатых колес, зубчатые колеса вращают . с наперед заданными угловыми скоростями без контакта между зубьями, затем одному из зубчатых колес сообщают дополнительный поворот, например, в сторону направления окружной скорости до касания боковых поверхностей зубьев и вращают их с упомянутыми угловыми скоростями, после чего сообщают дополнительный поворот тому же зубчатому колесу в обратном направлении до касания противоположных боковых поверхностей и производят вращение колес в указанном относительном их положении, , Источники информации, принятые во внимание при экспертизе 1. Патент США Н° 3528286, кл. В 23 F 19/02, опублик. 19б7.
1002113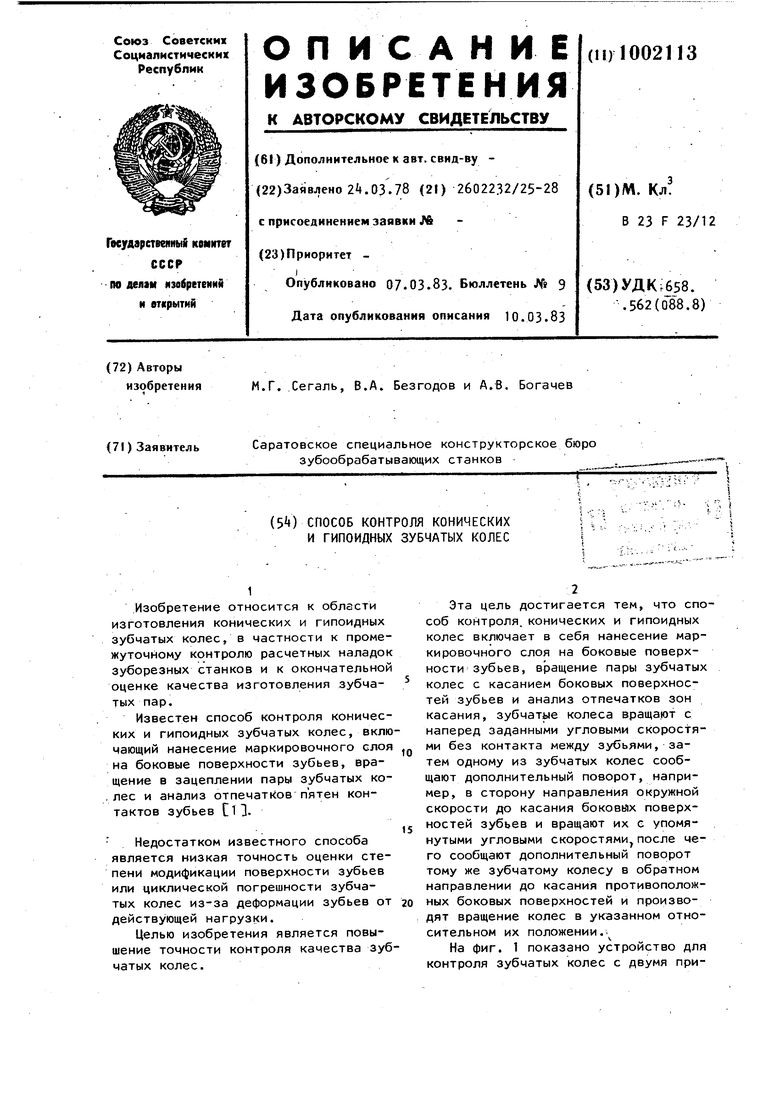
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ чистового нарезания конических зубчатых колес с круговыми зубьями | 1987 |
|
SU1495029A1 |
| СПОСОБ ОКОНЧАТЕЛЬНОЙ ОБРАБОТКИ КОНИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 2008 |
|
RU2374045C2 |
| Способ обработки криволинейных зубьев конических и гипоидных передач | 1980 |
|
SU946830A1 |
| СПОСОБ СБОРКИ КОНИЧЕСКОЙ ЗУБЧАТОЙ ПЕРЕДАЧИ | 2011 |
|
RU2480645C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ЧИСТОВОЙ ОБРАБОТКИ ЗУБЧАТЫХ ДЕТАЛЕЙ | 2014 |
|
RU2602576C2 |
| СПОСОБ ШЕЛУШЕНИЯ ЗЕРНА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2013121C1 |
| СПОСОБ ЧИСТОВОЙ МЕХАНООБРАБОТКИ КОНИЧЕСКОГО ЗУБЧАТОГО КОЛЕСА В ОБЛАСТИ ГОЛОВКИ ЗУБА, МАШИНА ДЛЯ МЕХАНООБРАБОТКИ КОНИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС И СООТВЕТСТВУЮЩИМ ОБРАЗОМ ВЫПОЛНЕННЫЙ ШЛИФУЮЩИЙ ИНСТРУМЕНТ | 2016 |
|
RU2711327C1 |
| Способ нарезания зубчатых колес | 1983 |
|
SU1146151A2 |
| Автомат для изготовления маркировочных трубчатых бирок | 1977 |
|
SU598772A1 |
| Станок для обработки коническихзубчАТыХ КОлЕС | 1979 |
|
SU848201A1 |
4
