Изобретение относится к прокатному производству металлургической промышленности и может быть использовано в поточных линиях обработки длинномерных изделий, например труб.5
Известны устройства, выполненные в виде шагающих балок или цепных конвейеров (щлепперов, холодильни ков с толкающими жестко закрепленными или отклоняющимися пальцами)Г11.
Эти устройства, являясь транспортными средствами, связывают в поточных линиях обрабатывающие и контролирующие машины (прокатный стан,15 правильную машину, станки, приборы и т.д. ). Работа каждой из этих маиин сопряжена е неизбежными временными остановками, что вызывает остановку всей технологической линии, так как эти транспортирующие устройства не могут компенсировать разницу в темпе работы обслуживаемых ими машин.
Наиболее близким техническим решением к изобретению является устройство для поперечной передачи и накопления изделий, включающее пластинчатый конвейер, между цепями которого и параллельно им установлен реверсивный механизм с.ложементами с упорами и опорными поверхностями для изделий, расположенными выше поверхности конвейерами пальцы. Подъем ложемента осуществляется при взаимодействии с ограничителем. При этом он принимает изделие на себя и транспортирует к месту выгрузки. Опускание ложемента и укладка изделия на конвейер происходит при соударении его корпуса с ранее уложенным на конвейер изделием 21.
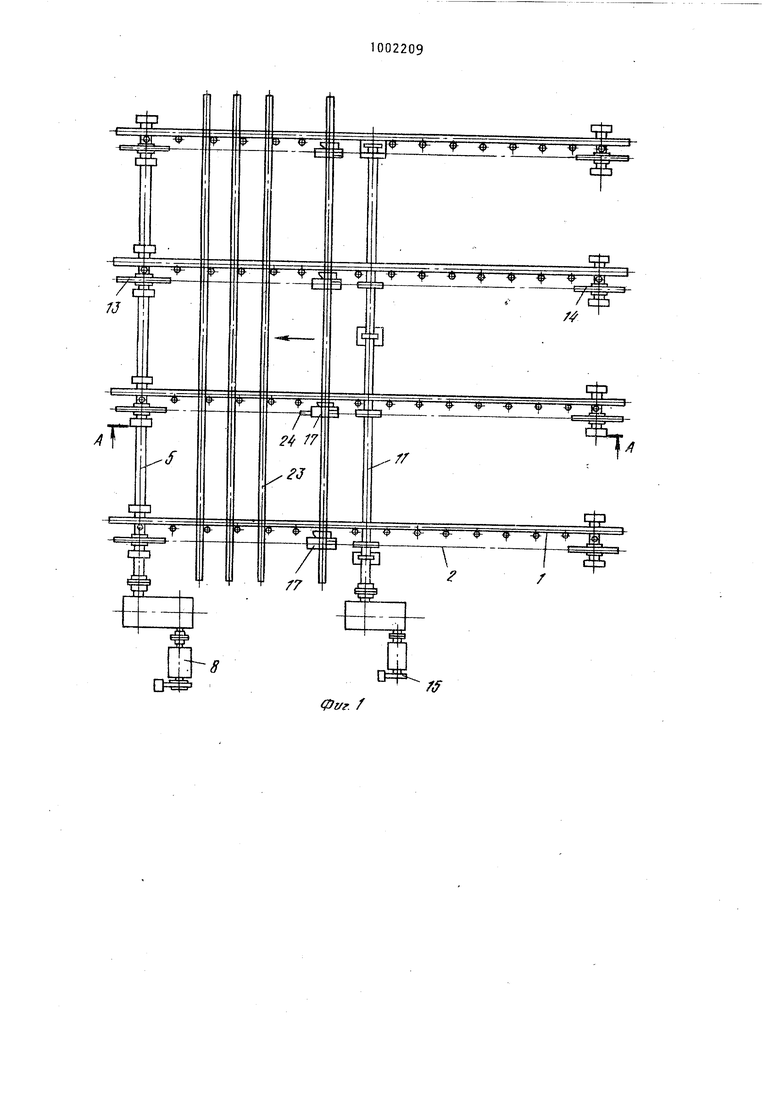
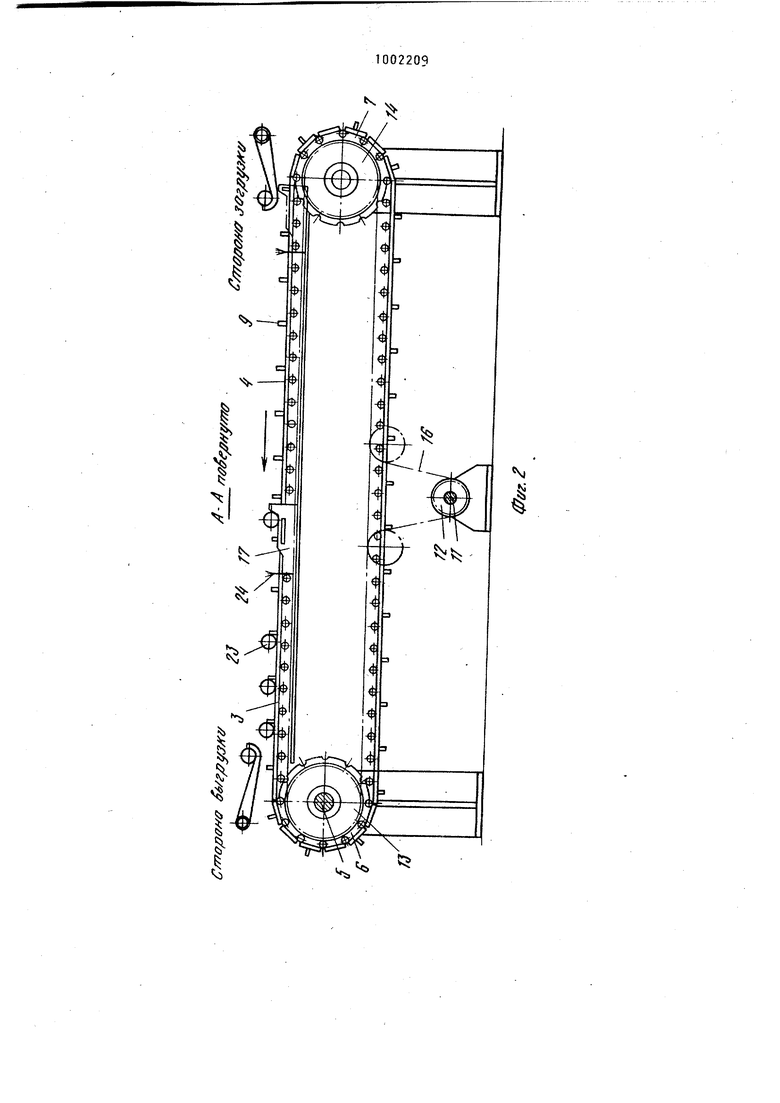
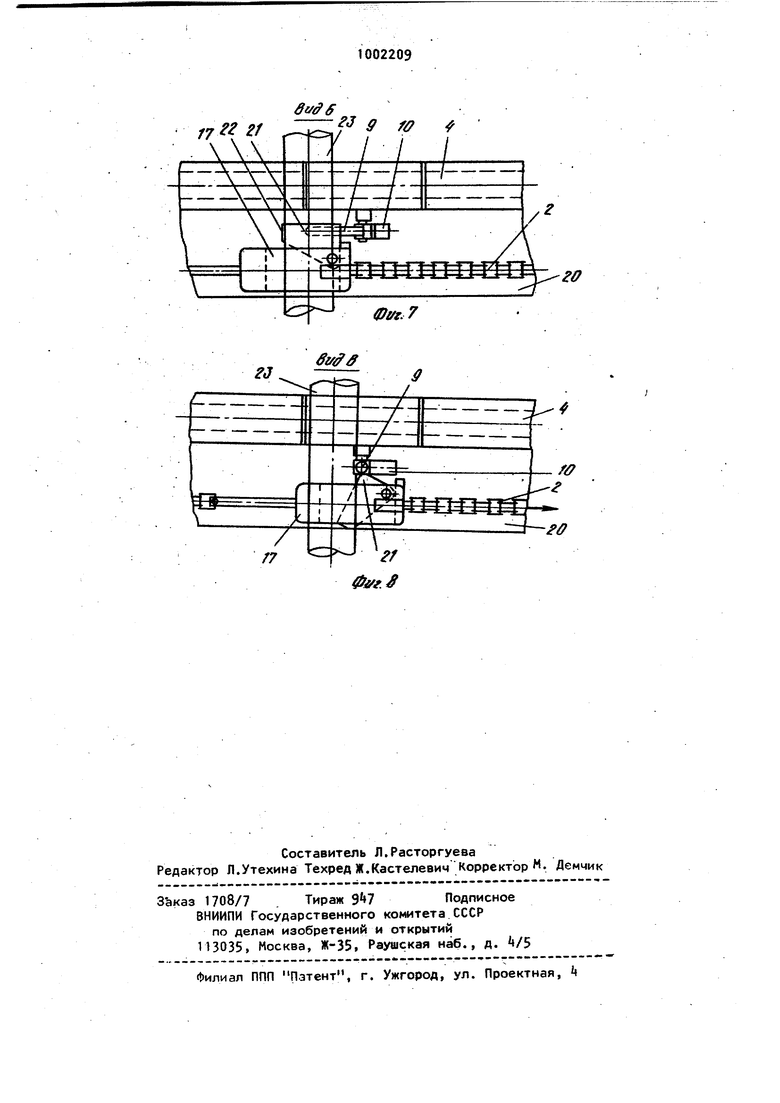
Такое устройство невозможно использовать для транспортировки и накопления легкодеформируемых изделий, например тонкостенных труб или труб с полированной поверхностью, так как принцип работы устройства при укладывании изделий основан на использовании предыдущего изделия в качестве упора, с которым соударяется ложемен устройства. Целью изобретения является расширение технологических возможностей устройства. Эта дель достигается тем, что, в устройстве для поперечной передачи и накопления изделий, включающем пла тинчатый конвейер, между цепями кото рого и параллельно им установлен реверсивный механизм с ложементами с упорами и опорными поверхностями для изделий, расположенными выше поверх-. ности конвейера, и пальцы, последние установлены на конвейере с возможностью отклонения от вертикали в одну сторону, а ложемент жестко закреп лен на реверсивном механизме и снабжен датчиком и рычагом, установленным с возможностью поворота по напра лению движения в горизонтальной плос кости и взаимодействия с пальцами ко вейера. На фиг. 1 показано устройство в плане; на фиг.2 - сечение А-А на фиг на фиг. 3-6 - ложемент в различных рабочих положениях, иллюстрирующих транспортирование и укладку изделия на конвейер;на фиг.7 - вид Б на фиг. А на фиг. 8 - вид В на фиг.6. Устройство состоит из пластинчатого ( цепного/ конвейера 1 и реверсивного механизма 2, например цепного. Конвейер 1 включает футерованную цепь 3 с опорной для изделий поверх ностью , .трансмиссию 5 с ведущими звездочками 6, неприводные звездочки 7 и привод 8. Пальцы 9 установлены с определенным шагом на цепи 3 с воз можностью отклонения от вертикали по направлению движения цепи и самовозврата под действием контргруза 10. Реверсивный механизм состоит из трансмиссии 11 с ведущими звездочками 12, неприводных звездочек 13, шарнирно установленныхна трансмиссии 5 с возможностью поворота относительно нее, неприводных звездочек , привода 15 и цепи 16. Ложементы 17 с опорной для изделий поверхностью 18 и упором 19 соединены с цепью 1б,опираются на стационарные направляющие 20 и содержат шарнирно установленные в горизонтальной плоскости рычаги 21, имеющие возможность отклоняться в стороу движения цепи конвейера 1 и само-. стоятельно возвращаться в исходное положение. Расстояние от торцовой поверхности 22 рычага 21 до упора 19 ольше ширины транспортируемого изелия 23, На одном из ложементов закреплен датчик 24, расстояние от которого до упора 19 меньше шага пальцев конвейера 1 . Опорная для изделия поверхность 18 ложемента расположена над поверхностью конвейера 1. На позициях загрузки изделий и выгрузки изделий в заданном устройстве могут быть использованы известные механизмы. Устройство работает следующим образом. Для приема изделий ложемент 17 реверсивным механизмом 2 устанавливается на позицию загрузки, где загрузочный механизм укладывает изделие 23 на ложемент 17. Изделие опирается на поверхность 18 ложемента и упор 19. Затем ложемент перемещается в сторону позиции выгрузки. При движении ложемента в этом . направлении рычаги 21 (см. фиг.З, t и 7 ) своими торцовыми поверхностями 22 отклоняют пальцы 9 и удерживают их в наклонном положении до тех пор, пока изделие не пройдет над ними. Благодаря тому, что расстояние от упора 19 ложемента до торцовой поверхности 22 рычага 21 больше ширины изделия, рычаги встречают пальцы конвейера раньше, чем изделия, iнаклоняют их, и таким образом изделие транспортируется ложементом без соприкосновения с пальцами. После прохождения изделия 23 над пальцами конвейера последние (см. фиг.5) выходят из взаимодействия с I рычагами 21 и возвращаются в вертикальное положение под действием контргруза 10. Поскольку расстояние от датчика до упора 19 меньше шага пальцев 9 на конвейере 1, то доставленное изделие оказывается .S ближайшей к ранее уложенному изделию свободной ячейке на конвейере. При возврате ложемента (см.фиг.6) изделие задерживается пальцами 9, соскальзывает с поверхности 1б ложемента и остается на опорной поверхности конвейера 1. При этом рычаги 21 встречаются с пальцами 9, поворачиваются (см.фиг.8)
после выхода из взаимодействия с . ими возвращаются в исходное положеие, соответствующее положению рычага 21.на фиг.7.
. Таким образом, могут загружаться $ свободные ячейки конвейера 1 независимо от того остановлена цепь 3 конвейера 1 или двигается. Поскольку конвейер и реверсивный механизм имеют самостоятельные приводы, они могут . ю работать независимо друг от друга, т.е. загрузка и выгрузка могут про изводиться в разных темпах, а также могут производиться накопление и транспортирование изделий. is
Устройство производит эти операции без деформации транспортируемых изделий, т.е. может производить транспортирование и накопление легкодеформируемых изделий между обрабаты- о вающими агрегатами поточных линий.
Это расширяет технологи чес возможности устройства.
Формула изобретения
Устройство для поперечной пере- 2$ дачи и накопления изделий, включаюutee пластинчатый конвейер, между цепями которого и параллельно им установлен реверсивный механизм с ложементами с упорами и опорными поверхностями для изделий, расположенными выше поверхности конвейера, и пальцы, отличающееся тем, что, с целью расширения технологических .возможностей устройства, пальцы ,установлен11| на конвейере с возможностью отклонения от вертикали в одну сторону, а ложементжестко Закг реплен на реверсивном механизме и снабжен датчиком и иычагом, установленным с возможностью поворота по направлению движения в горизонтальной плоскости VI взаимодействия р палцами конвейера.
Источники информации, принятые во внимание при экспертизе
1.Королев А. К. Механическое .оборудование прокатных цехов. М.,
Металлургия, 19б5, с. ЗН-315.
2.Патент СССР № 611587,
,кл. В 65 G 25/0t, 1973 (прототип).
Е
Ф
е5
Ф
т ж
5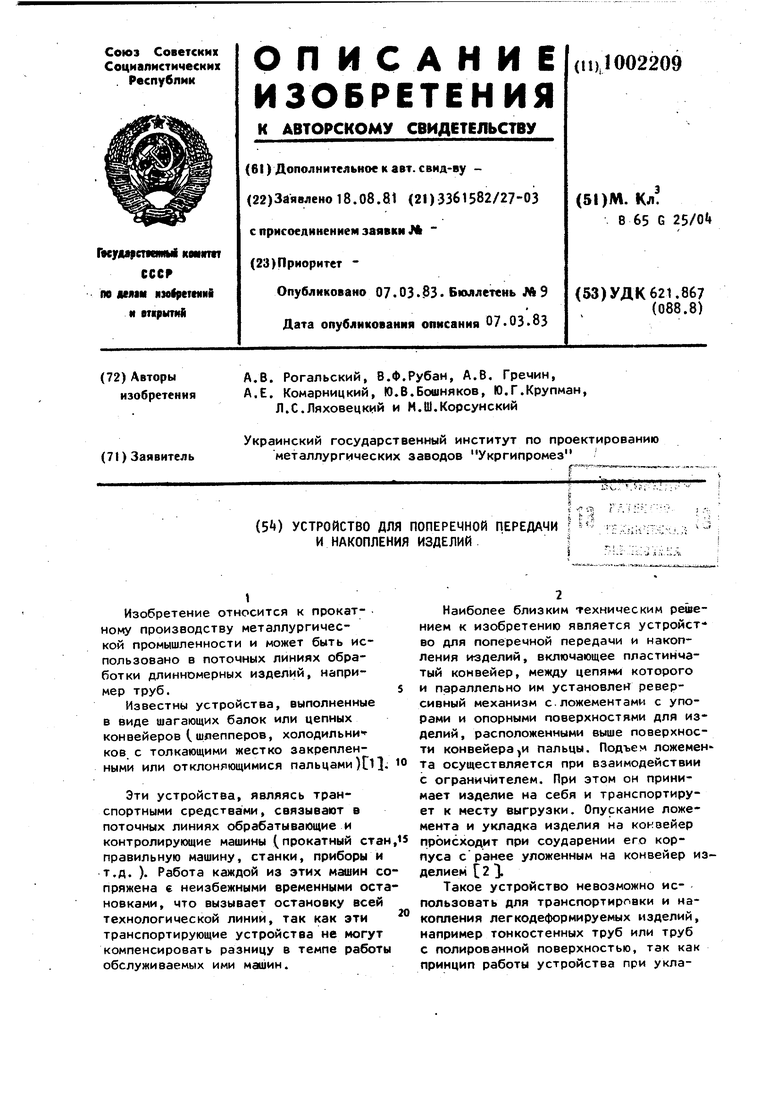
| название | год | авторы | номер документа |
|---|---|---|---|
| Конвейер для перемещения изделий | 1982 |
|
SU1051004A1 |
| НАКОПИТЕЛЬНЫЙ КОНВЕЙЕР ШТУЧНЫХ ГРУЗОВ | 1991 |
|
RU2018472C1 |
| Шаговый конвейер | 1985 |
|
SU1305084A1 |
| Поточная линия для сборки и сварки листовых конструкций | 1977 |
|
SU707740A1 |
| Установка для кирпича-сырца на полочные вагонетки | 1978 |
|
SU772869A1 |
| Шаговый конвейер | 1980 |
|
SU933571A1 |
| Накопительный конвейер штучных грузов | 1989 |
|
SU1676958A1 |
| АГРЕГАТ ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ В ВАННАХ | 1991 |
|
RU2022893C1 |
| Устройство для эмалирования изделий | 1990 |
|
SU1798381A1 |
| Поточная линия для изготовления сварных конструкций | 1978 |
|
SU770715A1 |

S3
ЗЕ:
/ Л7
Ей
Ф
« -Ёа;
7Z5
/
t
//
:
r
$/7
Щ , Jig;
/
/
ff
/
/cf 23 J г гд fff 2J /J
ff
фуг, фуг. J 7ff fff
ЗУ
9 fff
фуг. 7
