Позиция /I загрузки ff //////
:j
о о
Позиция « / выгрузки
Изобретение относится к иро.мышленному транспорту, в частности к конвейерам для поштучной передачи изделий, например труб между агрегатами, с возможностью их накопления с определенным интервалом между изд,елиями, исключающим повреждение их поверхности.
Известен конве.йер для передачи проката с позиции загрузки на позицию выгрузки, выполненный к виде двух канатных транспортеров. При холостом ходе первого транспортера совершается рабочий ход второго транспортера, что обеспечивает необходимый цикл работы. Каждый транспортер имеет свой индивидуальный привод 1.
Недостаток указанного конвейера состоит в том, что он не обеспечивает возможность накопления изделий, например, если темп з;ирузки оисреживает теми выгруз.ки или снижения запаса макон;1енных изделий, ec,;ni темп выгрузки. онережает темп за1рузки.
Наибо; ее близким к пред.чагае.мому является конвейер для перемещения изде.лий, включающий связаииую с ириводо.м )1акопите;1ьную поверхность и установленную с возможностью возвратно-иостуиательного 1еремеи1е1-1ия подающую повер.хность 2|.
Недосталок известного конвейера состоит в том, что eio конструкция не обеспечивает транспортировку и накопление изделий с повьпиенными требованиями к их поверхности в режиме перемещения изде„1ИЙ с 1с)зиции загрузки к позиции выгрузки с заданной 1 остоянной скоростью, а также в режиме накопления изделий между иозициямн загрузки и выгрузки или уменьшения 11о.:|уче; ного ранее накопления при разных скоростях за1рузки и выгрузки.
Кроме ТО1Ч), не обеспечивается хранение изделий.
Указанные недостатки сужают техно.югические возможности конвейера.
Цель изобретения - расширение технологических возможностей конвейера.
Указанная цель достигается тем, что конвейер для перемещения изделий, включающий связанную с приводом накопительную поверхность и установленную с возможностью возвратно-постунательного перемеи ения подающую поверхность, снабжен дополнительным приводо.м и связанным с ни.м копиром, а подающая поверхность снабжена HiapHiifuio установленнЬ)1.ми на ней ряда.ми двуплечих pii 4aroB, соединенных между собой посредством тяги, при этом одно из иеч Kjiafiiicro в ряду двуилечего рычага с:1абжс1И ро.ликом, установленьым с возможное ою взаимодействия с копиром.
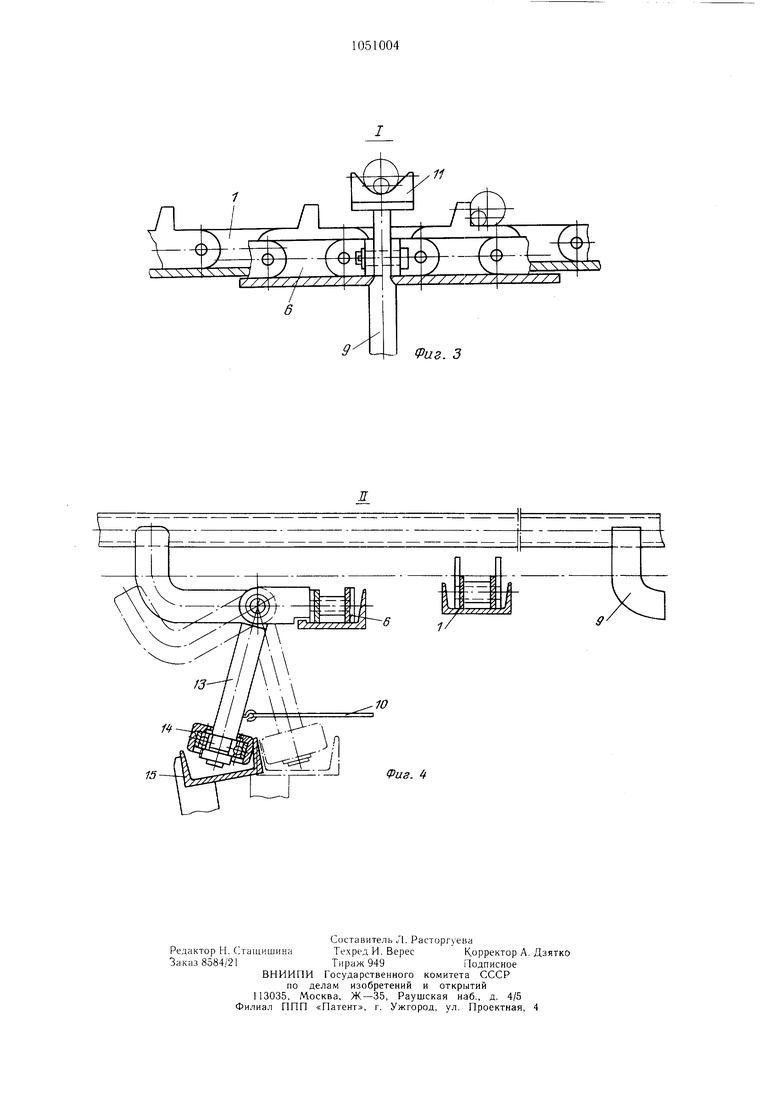
На ;})И1 i изображена общая кине.матическая конвейера; на фиг. 2 - . А на фиг. 1; на фиг. 3 - узел 1 на ()и|-. 1; на фиг. 4 -- узел II на фиг. 2 {с уточис-иие.м конструкции двуплечего рычага и его связи с приводом.
KoHi3Ci ;ep включает песко,1ько, в зависимое ги от длины перемещаемых изделий;
непрерывных цепей 1 (фиг. 1), каждая из которых проходит через две звездочки - приводную 2, которая является элементом привода накопительной поверхности, и ненриводную 3. Верхние ветви цепи между звездочками 2 и 3 образуют подвижную накопительную поверхность с ячейками, разделенными пальцами 4. В каждую ячейку укладывается одно изделие. Движение цепей 1 вправо осуществляется звездочками 2, насаженными на общем приводном валу 5 с шаговым приводом. В качестве подвижной накопительной поверхности для поддержания, накопления и переноса изделий (труб) вместо цепного транспортера с пальцами или пластинчатого транспортера может быть использован щагающий реечный перекладыватель с подвижными и стационарными зубчатыми рейками. Непрерывные цепи 6 (транспортный элемент) приводятея звездочками 7, соосно установленными со звездочками 3. Приводной общий вал 8 обеепечивает реверсивное движение цепи 6. На верхних ветвях цепей 6 рядами шарнирно установлены двуплечие рычаги 9 (фиг. 2 и 3), которые образуют гюдающую поверхность. Нижние плечи рычагов 9 соединены .между собой непрерывным продольным элементом - тягой 10 (фиг. 4). Тягу 10 применяют в связи с тем, что рычаги 9 закреплены на разных цепях 6, которые могут в процессе эксплуатации иметь неодинаковую вытяжку. Верхние плечи рычагов 9 несут ложементы 11 из специального материала, предотвращающего повреждение поверхности длинномерных изделий (труб 12) нри их укладке на рычаги 9 (фиг. 4). Нижние плечи 13 крайних рычагов 9 (фиг. 2 и 4) енабжены дополнительно роликами 14, которые в процессе движения цепей 6 от позиции загрузки к иозиции выгрузки перекатываются по копирам 15, жестко закрепленным на рычагах 6, имеющим воз.можность поворачиваться вокруг осей 17 с помощью дополнительных приводов 18 и 19. Протяженность копира 15 примерно равна общей длине L рабочей части конвейера. Причем при подъеме рычагов 9 работает дополнительный привод 18, а при опускании - 19. так как тяга 10; может передавать только растягивающее усилие. При достаточной массе рычагав 9 их опускание в нижнее положение может осуществляться без использования привода 19. В этом случая общая схема дополнительного привода значительно упрощается, так как остается только один стационарный дополнительный привод подъема 18.
Работу конвейера рассмотрим в условиях, когда на верхней ветви цепи 1 у позиции выгрузки имеется несколько изделий, а скорость загрузки больще скорости выгрузки, т. е. идет накопление изделий на конвейере. При этом рычаги 9 находятся в позиции загрузки и готовы к прие.му очередного изделия (их верхние плечи подняты выше пальцев 4 цепи 1) рычаги 16 копира 15 отклонены приводами 18 влево и через ролик 14 удерживают рычаги 9 с изделием в верхнем положении . При вращении вала 8 по часовой стрелке звездочка 7 сообщает движение цепи 6 с рычагами 9, на которых размещается изделие 12, и оно перемещается вместе с рычагами от позиции загрузки к позиции выгрузки. Движение цепи 6 прекращается, когда рычаги 9 с изделием .12 достигают последней свободной ячейки на позиции выгрузки. Команду на остановку дает специальный датчик, например, щеточный или индуктивный (не показан), который располагается на одной из цепей 6 и срабатывает при встрече с последней трубой у позиции выгрузки, тем самым фиксируя, что за этой трубой. очередная ячейка свободна и может принять изделие. При остановленной цепи 6 срабатывают дополнительный привод 19 (фиг. 4), копиры 15 с рычагами 16 отклоняются вправо, причем тянущее усилие через ролик и тягу 10 передается левому приводу 18, а правый 19 только освобождает место для опускания рычага 13 с роликом 14. При достаточной массе рычагов 9 опускание может осуществляться только при срабатывании привода 18 и отсутствии привода 19. Рычаги 9 опускают изделие 12 в свободную ячейку в затылок предыдущему изделию. Привод вала 8 реверсируется, и рычаги 9 в опущенном положении возвращаются на позицию загрузки; Остановка привода при достижении рычагами позиции загрузки обеспечивается за счет специального датчика (не показан). Сброс труб с конвейера на позиции разгрузки производится за счет смещения цепей 1 приводным валом 5 звездочек 2 на один шаг. При использовании реечного механизма - на один шаг рейки. После возврата в исходное положение срабатывает привод 18, при этом рычаги 16 с копирами 15 отклоняются влево. Причем при подъеме рычагов тянущее усилие передается через тягу 10 приводу 19. Кроме описанного наиболее сложного режима работы конвейера конструкция его дает возможность работать при условии, когда скорость выгрузки будет больше скорости загрузки, Только в этом случае количество ранее накопленных труб уменьшается. Возможен также режим работы, при котором скорость загрузки равна скорости выгрузки, т. е. рычаги 9 переносят изделия с позиции загрузки в крайнюю ячейку цепей 1 для передачи на позицию выгрузки, и тут же за счет смещения цепи 1 на один шаг оно сбрасывается. Накопления в этом случае нет. При неработающих агрегатах загрузки и выгрузки конвейер может использоваться для хранения труб, которые были ранее накоплены на цепях 1 (или рейках) между позициями загрузки и выгрузки. Предлагаемая конструкция позволяет компенсировать разность скоростей, с которыми изделия (трубы) за-гружаются и разгружаются на позициях загрузки и выгрузки, путем создания места для их складирования между указанными позициями. при этом исключается передача усилий непосредственно через изделие во избежание его повреждения.

| название | год | авторы | номер документа |
|---|---|---|---|
| Накопительный конвейер | 1988 |
|
SU1525090A1 |
| Устройство для загрузки деталей | 1991 |
|
SU1802779A3 |
| Накопительный конвейер штучных грузов | 1989 |
|
SU1676958A1 |
| НАКОПИТЕЛЬНЫЙ КОНВЕЙЕР ШТУЧНЫХ ГРУЗОВ | 1991 |
|
RU2018472C1 |
| ПРЕСС ДЛЯ ИЗГОТОВЛЕНИЯ КИРПИЧЕЙ | 1991 |
|
RU2034707C1 |
| УСТРОЙСТВО для НЕПРЕРЫВНО-ПОТОЧНОЙ ВУЛКАНИЗАЦИИ РЕЗННОВЫХ ИЗДЕЛИЙ В ПОТОКЕ ГОРЯЧЕГО ВОЗДУХА | 1965 |
|
SU171546A1 |
| Устройство для укладки листов в пакеты | 1982 |
|
SU1105433A1 |
| Сушильная установка для мелких изделий | 1987 |
|
SU1513354A1 |
| Линия для химической обработки изделий | 1981 |
|
SU998586A1 |
| Устройство для перегрузки изделий | 1983 |
|
SU1181968A1 |
КОНВЕЙЕР ДЛЯ ПЕРЕМЕШЕНИЯ ИЗДЕЛИЙ, включающий связанную с приводом накопительную поверхность и установленную с возможностью возвратнопоступательного перемещения подающую поверхность, отличающийся тем, что, с целью расширения технологически.х возможностей конвейера, он снабжен дополнительным приводом и связанным с ним копиром, а подающая поверхность снабжена щарнирно установленными на ней рядами двуплечих рычагов, соединенных между собой посредством тяги, при этом одно из плеч крайнего в ряду двуплечего рычага снабжено роликом, ycTaHOBvTCHHbiM с возможностью взаимодействия с копиром.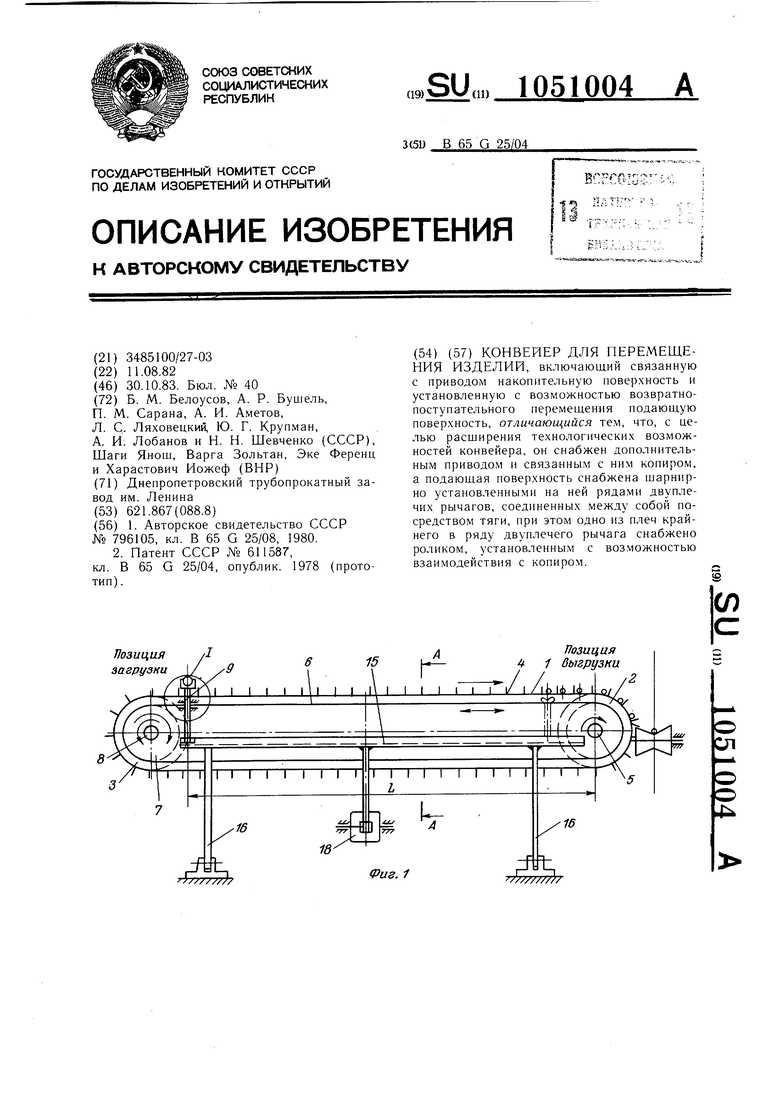
9 12 // 13 ;: tirn T 11- ,171-1
/5
Фиг. ff
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для загрузки профильногопРОКАТА | 1979 |
|
SU796105A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Конвейер для перемещения деталей | 1973 |
|
SU611587A3 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Чугунный экономайзер с вертикально-расположенными трубами с поперечными ребрами | 1911 |
|
SU1978A1 |
