Для подачи из печей на кззнечнопрессовые машины заготовок известны различные конструкции манипуляторов, совершающих возвратнопост}пательное перемеш,ение, поворот и надвигание контейнеров на прессштемпель для подачи слитков в пространство между контейнером и матричным блоком.
Известно также применение Т-образных соединений у рабочих инструментов прутково-трубных npeccoii для обеспечения возможности ихсмепдения в радиальном направлении.
Отличительной особенностью описываемого пресса является использование Т-образиого соединения в сочетании с пневматическим цилиндром для подъема прессшайбы с целью ее отрыва от прессостатка, а также использоваиия механизма для удаления прессостатка и готовых издели.
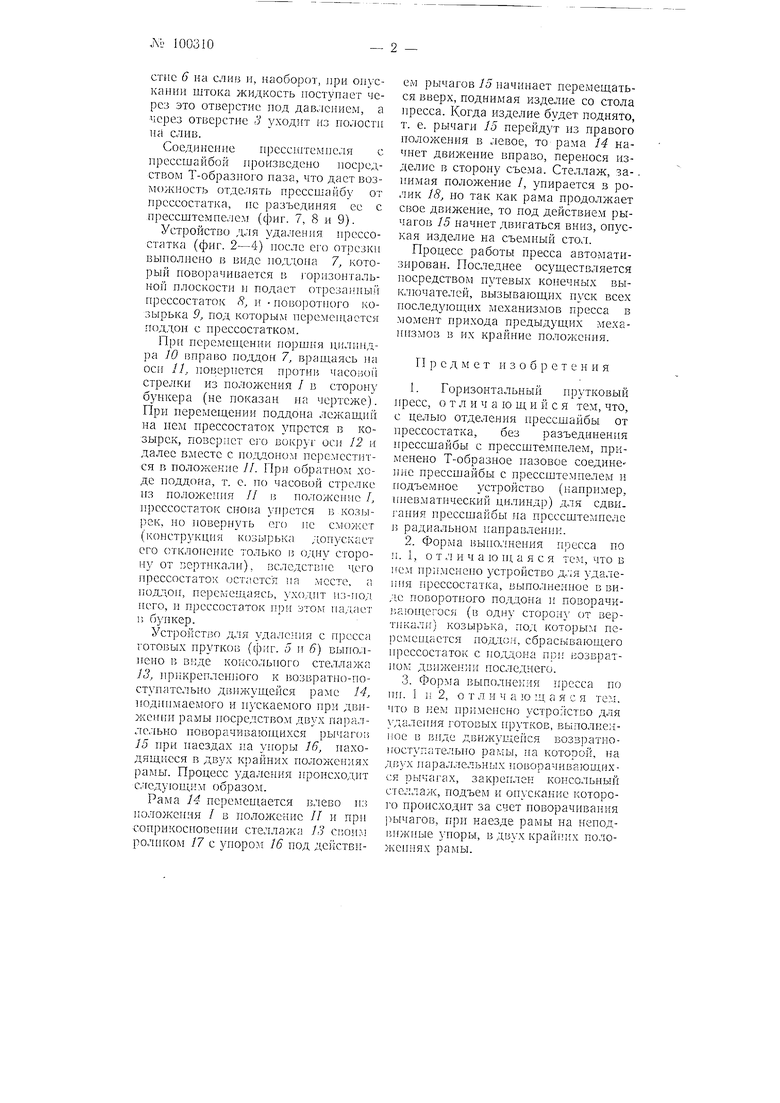
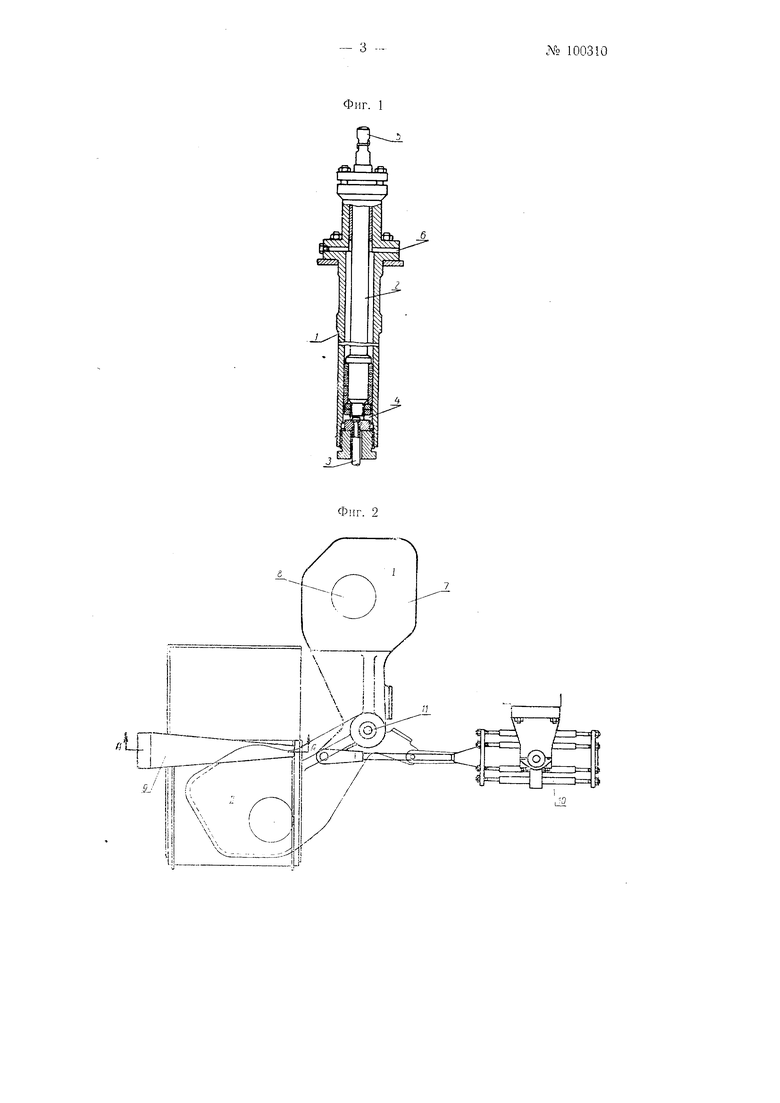
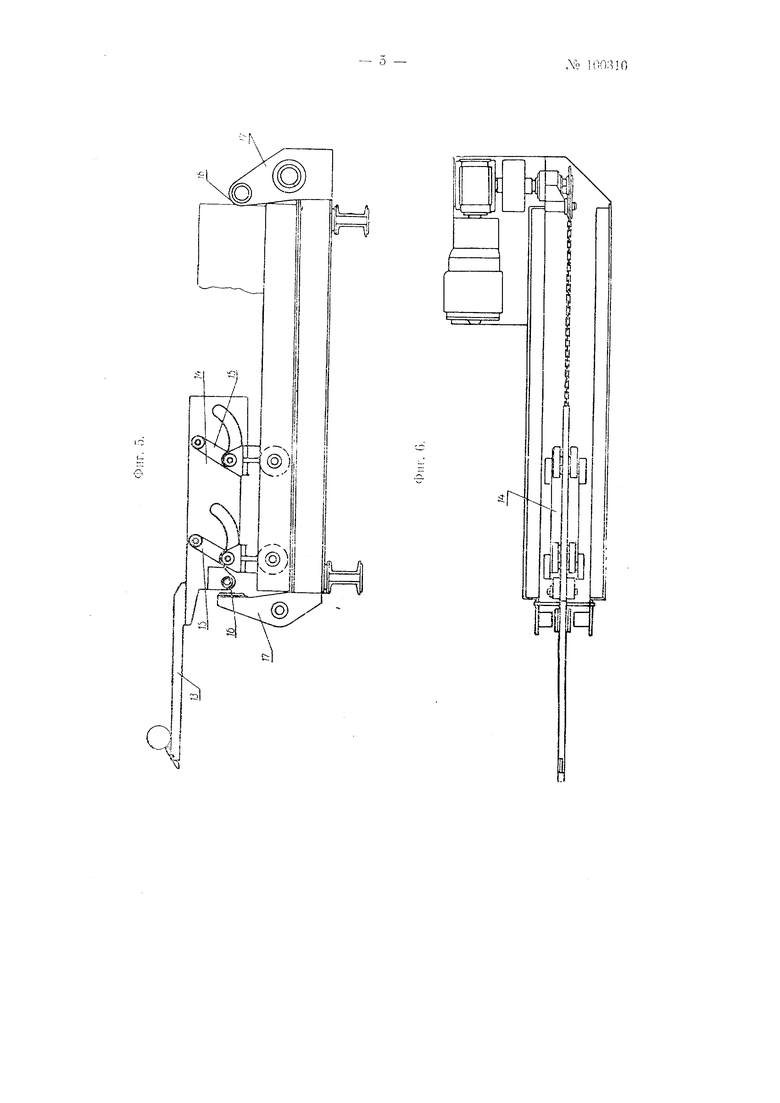
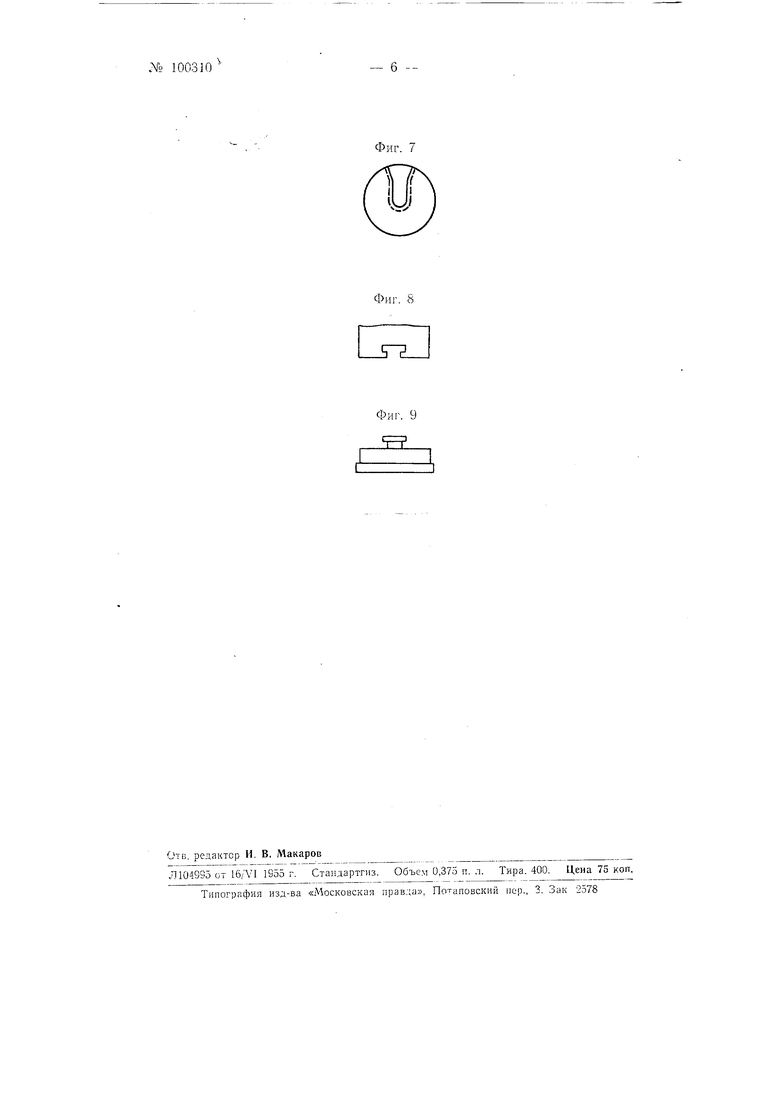
На фиг. 1 изображено подъемное устройство для сдвигания прессшайбы; на фиг. 2 - устройство для удаления прессостатка; на фиг. 3 - тот же вид по АА фиг. 2; на фиг. 4 - то же в разрезе по ББ фиг. 3; на фиг. 5 - вид спереди устройства для удаления готовых прутков; на фиг. 6 - то же в плане; на фиг. 7 - прессштемпель в плане; на фиг. 8 - то же в разрезе АА на фиг. 7; на фиг. 9 - прессшайба.
Горизонтальный гидравлический пресс предназначен для прессования прзтков 13 цветных металлов. Пресс состоит из ряда механизмов и узлов, обесисчиваюиикх его автоматическую работ}, начиная с подачи слитков (л аии11у.:1ятора) с приемного стола на пресс и кончая удалением с пресса готовых изделий. Конструкция п взаимодействие деталей в процессе работы пресса 1 звестны. В этом описаи1П1 приведены устро)ства, которые применяются в прессе н отличительные )собе 1иости от извест. пых такого рода ycTpoiiCTB. К. ним оть:осятся: подъемное устройство для сдвнгания npeccHia йбы, устройство д,1я уда.тения преесостатка и устройство для удаления готовых изделий.
Устро 1ство для сдвигания иресенлайбы (фиг. Г) выполнено г, 1,иде П1 е1змат1 ческого цилиндра 1 со штоком 2. Во работы устройства жидкость под давле1П1ел поступает по трубе 3 в полость 4. Под де1 1ствпем последней шток 2 перемещается вверх и своим наконечником 5 упирается в пресснтйбу н поднимает ее в Т-образном пазу пресснггемпеля па определенную величину, которая обеспечивает сдвиг иресспда11бы относительно прессостатка п скалывание за сеицев прессуемого металла.
При подъеме штока 2 жидкость пз полости 4 вытесияется через отверстнс 6 на слив и, наоборот, при опускании штока жидкость поступает через это отверстие под давлением, а через отверстие 3 уходит но полости на слив.
Соедпиеиие преесштемпеля с прессшайбой произведено посредством Т-образного паза, что дает возможность отделять нрессшайбу от npeccocTaTJca, не разъединяя ее с прессштемпелем (фиг. 7, 8 и 9).
Устройство для удаления ирессостатка (фиг. 2-4) после его отрезки вынолпеио в виде поддона 7, который поворачиваетея в горизоптальной плоскости и подает отреза}П1ыГ1 прессостаток 8, и поворотного козырька Я под которым перемен1,ается поддон с прессостатком.
При перемещении поргния иил Ичдра JO гзнраво поддон 7, в)аш,аясь на оси /./, иовернется иротив часоной стрелки из положения / в сторону бункера (не показан на чертеже). При иеремещепии поддона лежащий на нем прессостаток упрется в козырек, повернет eio вокруг оси 12 и далее вместе с ио,адоиом перемеетится в положение //. При обратном ходе поддона, т. е. по часовой етрелке нз положеипк // к по.тоженге , нрессостаток снова унрется в козырек, но повернуть его не сможет (конструкция козырька донускает его отклопеиие только в одну сторону от зертикали), вследствие чего нрессостато остается на месте, ;i ноддоп, перемещаясь, уходит из-иол, него, н прессоетаток при этом падает i; бункер.
Устройство для удаления с иресса готовых npyTKOii (фиг. 5 и 6) выполнено в консольного стеллажа J3, прнкреплеи юго к возвратно-поступательно движущейся раме 14, нодннмаемого и пускаемого при двнже1гни рамы посредством двух наг аллельно поворачивающихся рычагов 15 при наездах на уноры 16, находящиеся в двух крайних положениях рамы. Процеес здаления происходит с.тедующим образом.
Рама 14 иеремеп1ается влево из иоложення / в положение // и при сонрнкосиовепии стеллажа /,о своим роликом /7 с упором 16 под действием рычагов 15 пачинает перемещаться вверх, поднимая изделие со стола иресса. Когда изделие будет поднято, т. е. рычаги 15 перейдут из правого положения в левое, то рама 14 начнет движение вправо, перенося изделие в сторону съема. Стеллаж, за-, нимая иоложение /, упираетея в ролик 18, но так как рама продолжает свое движение, то под действием рычагов 15 начнет двигаться вниз, онуская изделие на съемиый стол.
Процесс работы пресса автоматизирован. Последнее осуществляется посредством путевых конечных выключателей, вызывающих нуск всех носледуюищх механизмов пресеа в момент прихода предыдущих мехаиизмов в их крайние положегтня.
П р е д м е т изобретения
1.Горизонтальный ирутковый пресс, о т л и ч а ю щ и и с я тем, что, с целью отделения ирессщайбы от нрессостатка, без разъединения ирессщайбы с прессщтемиелем, применено Т-образное пазовое соедине ние прессшайбы с прессщтемпелем и подъемное з ройство (например, инев.матнчеекий цилиндр) для сдви1апия ирессщайбы па ирессщтемпеле в радиальиом наиравлении.
2.Форма выиолнеиия иресса но н. 1, о т ; и ч а ю HI а я с я тем, что в 1гем ирименено устройство д.;;я удаления ирессостатка, выполиенное в ви;ie иоворотиого поддона н поворачкj;aioH,erocH (в одну стором} от вертикали) козырька, Ho;i, которым перемендаетея поддон, сбрасывающего ирессостаток с поддона при возвратном движении последнего.
3.Форма выполнения иресса по ип. 1 н 2, о т л и ч а ю т, а я с я те:,, что в нем пр меиено устро: ство для х-далеиия готовых ирутков, выполне;-;иое в виде движуще11ся Б0зв)атноиоступательио рамы, на которой, на двух параллельных поворачивающихся рычагах, зак)1еилен консольный стеллаяс, подъем и оиускаиие которого проиеходит за счет новорачиванг-гя рычагов, нрп наезде рамы па иеподвггжные уноры, в двух крайних положениях оамы.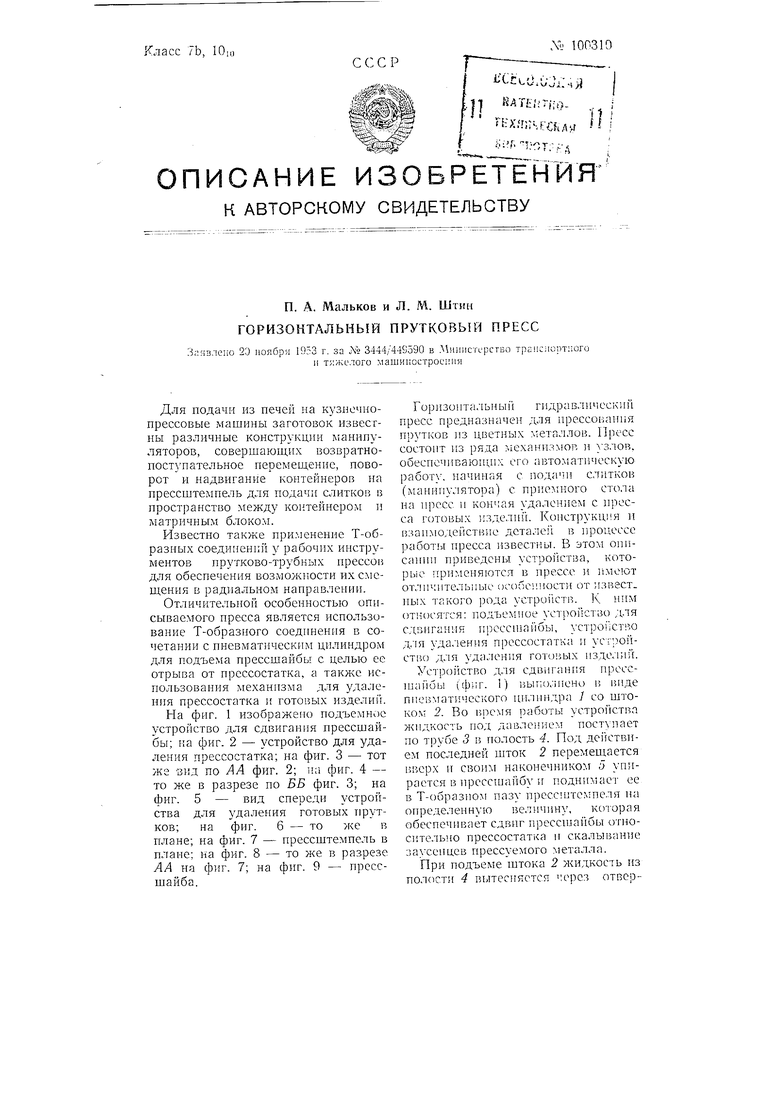
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ОТДЕЛЕНИЯ ПРЕССШАЙБЫ | 1970 |
|
SU267569A1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ ФАСОННЫХ ПРОФИЛЕЙ и ТРУБ ПРЕССОВАНИЕМ | 1967 |
|
SU202704A1 |
| Станок карусельного типа для изготовления торфоперегнойных горшочков | 1954 |
|
SU99787A1 |
| Горизонтальный гидравлическийТРубОпРОфильНый пРЕСС | 1979 |
|
SU820963A1 |
| ИНСТРУМЕНТ для ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ МЕТОДОМ ОБРАТНОГО ВЫДАВЛИВАНИЯ | 1972 |
|
SU350543A1 |
| Гидравлический пресс для холодной раскатки капп и дисков | 1950 |
|
SU95457A1 |
| ГОРИЗОНТАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС | 1972 |
|
SU343871A1 |
| Устройство для оторцовки рельсов | 1956 |
|
SU106366A2 |
| ПРЕСС ДЛЯ ПОЛУЧЕНИЯ ИЗДЕЛИЙ МЕТОДОМ ПРЕССОВАНИЯ | 1973 |
|
SU394123A1 |
| ПСЕСОЮЗНАЯ | 1973 |
|
SU379301A1 |
Фиг. 4
I:
iJ
Фи1 9
s
