(54) УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ
СЛОИСТЫХ ИЗДЕЛИЙ НА ОСНОВЕ ВСПЕНИВАЮЩЕЙСЯ
ПОЛИМЕРНОЙ КОМПОЗИЦИИ
1
Изобретение относится к непрерывному производству строительных материалов, точнее к производству многослойных изделий с наружными обшивками и средним утепляющим слоем из пенопластов.
Известна установка для непрерывного производства слоистых изделий на основе вспенивающейся полимерной композиции, содержащая узлы подачи наружных слоев и полимерной композиции, формующую камеру и механизм перемещения блока 1. ю
К недостаткам данной установки относится ограниченный ассортимент выпускаемых изделий из-за невозможности переналадки установки по размерам и конфигурации наружных слоев.
Наиболее близкой к предлагаемой является установка для непрерывного изготовления слоистых изделий на основе вспенивающейся полимерной композиции, содержащая формующую камеру, образованную палетами верхнего и нижнего палетных тран- 20 спортеров и герметизирующими элементами боковых цепных транспортеров, рамы верхнего и нижнего.транспортеров и направляющие колонны 2.
К недостаткам этой установки относятся ограниченность ассортимента изготавливаемых изделий и невысокое их качество.
Цель изобретения - расширение ассортимента изготавливаемых изделий и повышение их качества.
Указанная цель достигается тем, что в установке для непрерывного изготовления слоистых изделий на основе вспенивающейся полимерной композиции, содержащей формующую камеру, образованную палетами верхнего и нижнего палетных транспортеров и герметизирующими элементами боковых цепных транспортеров, рамы верхнего и нижнего транспортеров и направляющие колонны, рама верхнего транспортера смонтирована на втулках, охватывающих направляющие колонны и имеющих уплотняющие элементы, заключенные в корпус, снабженный средствами подачи энергоносителя и закрепленный на раме нижнего транспортера, а рамы боковых транспортеров установлены на обоймах, выполненных в виде смонтированных-на винте обратных конусов, взаимодействующих с верхним и нижним клиньями, причем обоймы установлены на каретках, смонтированных с возможностью горизонтального перемещения.
Кроме того, верхний, боковые и нижний транспортеры выполнены различной длины, с последовательным ее увеличением от верхнего транспортера к нижнему.
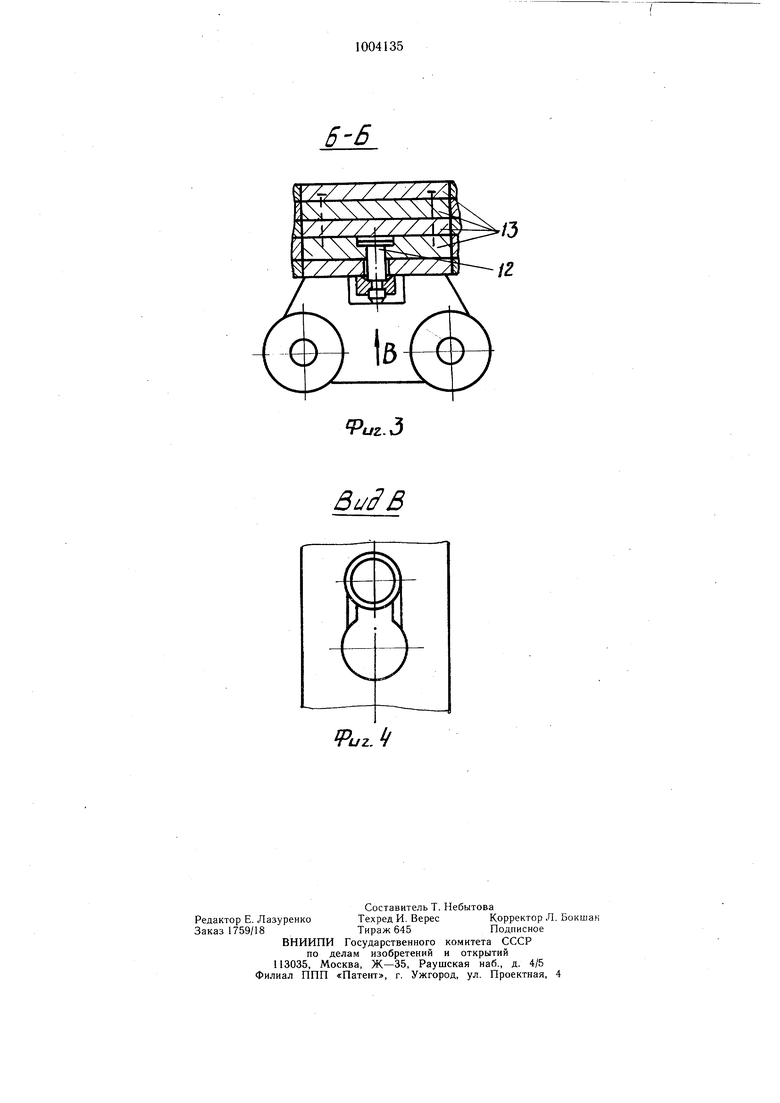
Налеты снабжены пакетами пластин заданной высоты с фиксирующими штифтами, входящими в выполненные в палетах отверстия.
При этом цепи боковых транспортеров снабжены выступами, входящими в выполненные в герметизирующих элементах пазы.
На фиг. 1 изображена предлагаемая установка, общий вид, разрез; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - вид В на фиг. 3.
Установка для непрерывного изготовления слоистых изделий на основе вспенивающейся полимерной композиции содержит два приводных транспортера палетного типа - верхний 1 и нижний 2 и неприводные боковые цепные транспортеры 3 и 4 с герметизирующими элементами 5. Транспортеры смонтированы так, что своими ветвями они образуют формующую камеру.
Палетные транспортеры 1 и 2 смонтированы на рамах 6 и 7 соответственно и соетоят из палет 8, закрепленных на двух тяговых цепях 9 с роликами 10, при помощи которых палеты 8 катятся по направляющим 11, закрепленным на рамах 6 и 7. На палетах 8 посредством фиксирующих штифтов 12 закреплены пакеты пластин 13 заданной высоты для формования изделия с различной формой общивок.
Направляющие колонны 14 закреплены на раме 7. Рама 6 верхнего транспортера 1 смонтирована на втулках 15, охватывающих колонны 14. Втулки 15 снабжены уплотняющими элементами 16, заключенными в корпуса 17, снабженные средствами 18 подачи энергоносителя 19.
Боковые цепные транспортеры 3 и 4 смонтированы на рамах 20, которые опираются на обоймы 21, выполненные в виде смонтированных на вицте 22 обратных конусов 23, взаимодействующих с верхним и нижним клиньями 24. Обоймы 21 закреплены на каретках 25, имеющих возможность горизонтального перемещения по винту 26 в направляющих 27, установленных на раме 7.
Звенья цепей 28 транспортеров 3 и 4 снабжены выступами 29, а в герметизирующих элементах 5 выполнены соответствующие им пазы с нерабочей стороны. Пальцы 30 служат для закрепления герметизирующих элементов 5 на цепях 28. Наружные слои изделия формуются из общивок 31 и 32, а для формования среднего слоя используется вспенивающаяся композиция 33.
Транспортеры, образующие камеру, выполнены различной длины, причем наибольшую длину имеет нижний палетный транспортер 2, наименьщую - верхний палетный транспортер 1.
Установка работает следующим образом.
Перед началом работы установка подготавливается к выпуску изделий конкретного вида, для чего осуществляется настройка всех регулировочных звеньев, устанавливаются требуемые герметизирующие элементы и т.п.
При подаче средствами 18 энергоносителя в полость корпусов 17 под уплотняющими элементами 16 втулки 15 перемещаются, поднимая верхний транспортер 1 на требуемую высоту.
На цепях 28 транспортеров 3 и 4 пальцами 30 закрепляют герметизирующие элементы 5. На палетах 8 транспортеров 1 и 2 закрепляют пакеты пластин 13.
Вращая винты 22, перемещают в вертикальной плоскости рамы 20 и устанавливают необходимый уровень цепей 28 и герметизирующих элементов 5 относительно палет 8 нижнего транспортера 2. Вращая винты 26, перемещают каретки 25 в направляющих 27 и смещают рамы 20 с цепями 28 и герметизирующими элементами 5 в горизонтальной плоскости.
После завершения настройки верхний транспортер 1 опускают до смыкания палет 8 с герметизирующи.ми элементами 5.
Бесконечные обшивки 31 и 32, например, с продольными гофрами, с нанесенным слоем жидкой вспенивающейся композиции 33 поступают в установку. Включают привод транспортеров 1 и 2, палеты 8, закрепленные на тяговых цепях 9, приходят в движение и за счет сил трения увлекают герметизирующие элементы 5 боковых цепных транспортеров 3 и 4.
При движении обшивок 31 и 32 вдоль камеры, образованной налетами 8 и герметизирующими элементами 5, происходит вспенивание жидкой композиции 33, ее стабилизация и затвердевание.
При производстве изделий иных типоразмеров или при изменении сортамента процессы подготовки и наладки установки, а также ее работа осуществляются в аналогичной последовательности.
Применение изобретения позволяет расширить ассортимент изготавливаемых изделий за счет применения различных материалов, формы и размеров обшивок.
Формула изобретения
1. Установка для непрерывного изготовления слоистых изделий на основе вспенивающейся полимерной композиции, содержащая формующую камеру, образованную палетами верхнего и нижнего палетных транспортеров и герметизирующими элементами боковых цепных транспортеров, рамы верхнего и нижнего транспортеров и направляющие колонны, отличающаяся тем, что, с целью расширения ассортимента изготавливаемых изделий и повышения их качества, рама верхнего транспортера смонтирована на , охватывающих направляющие колонны и имеющих уплотняющие элементы, заключенные в корпус, снабженный средствами подачи энергоносителя и закрепленный на раме нижнего транспортера, а рамы боковых транспортеров установлены на обоймах, выполненных в виде смонтированных на винте обратных конусов, взаимодействующих с верхним и нижним клиньями, причем обоймы установлены на каретках, смонтированных с возможностью горизонтального перемещения.
2. Установка по п. 1, отличающаяся тем, что верхний, боковые и нижний транспортеры выполнены различной длины, с последовательным ее увеличением от верхнего транспортера к нижнему.:
3.Установка по п. 1, отличающаяся тем, что палеты снабжены пакетами пластин заданной высоты с фиксирующими щтифтами, входящими в выполненные в налетах отверстия.
4.Установка по п. , отличающаяся тем, что цепи боковых транспортеров снабжены выступами, входящими в выполненные в герметизирующих, элементах пазы.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 431719, кл. В 29 D 27/00, 1963.
2.Авторское свидетельство СССР № 519337, кл. В 29 D 27/00, 1973. 32 33 I /л / / W q 7л I W 4t Vuz-i
5-В

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления изделий из пенопласта | 1990 |
|
SU1773723A1 |
| Установка для непрерывного изготовления изделий из вспенивающегося полимерного материала | 1981 |
|
SU960034A1 |
| Устройство подъема и поперечной перегрузки палеты | 1990 |
|
SU1780993A1 |
| Автоматическая линия для производства керамических изделий | 1986 |
|
SU1369898A1 |
| Установка для непрерывного изготовления слоистых изделий | 1981 |
|
SU1090577A1 |
| Установка для непрерывного изготовления слоистых панелей | 1981 |
|
SU1090576A1 |
| Установка для изготовления блоков пенопласта | 1986 |
|
SU1391931A1 |
| Устройство для изготовления теплоизоляционных труб из полосы волокнистого материала | 1983 |
|
SU1127773A1 |
| Устройство для непрерывного производства блоков пенопласта | 1975 |
|
SU537836A1 |
| Съемник рулонов | 1990 |
|
SU1726085A1 |
А/ /////
У/////7А i
BuffB
w
.i/
/3
Vuz.d
/f
Ш
