Изобретение относится к прокатному производству и совершенствует профилировку рабочих валков станов горячей и холодной прокатки.
Целью изобретения является упрощение получения профиля внешней образующей бочки, обеспечивающего снижение накопления неравномерности вытяжек по щирине прокатываемой полосы
Известно, что неравномерность вытяжек по ширине полосы вызывает появление в ней внутренних напряжений
8 Е й;р«|
(1)
где - модуль упругости, ди|и - относительная разность вытя жек по ширине полосы. Из теории устойчивости упругих систем известна формула расчета критической нагрузки,приводящей к потере устойчивости гибкой пластины:
п - Ко . . кр Ь
(2)
где K.Q - коэффициент, зависящий от отношения сторон пластины,
Eh
.-Г7 - цилиндрическая жесткость 12 и - V V
h - толщина пластины; - коэффициент ПуассонаJ b - ширина пластины. Формулу (2) можно представить следующим образом:
IT Е
кр- 6 12(1- У)Ч
(Ь
(3)
где 6 - критические напряжения сжатия.
В формулах (2) и (3) в качестве характерного размера пластины принята ширина Ь , а не ее длина А . Такая запись расчетных формул удобна при а Ь , когда размер & существенно влияет на критические значения нагрузки. Если (пластина Сжата вдоль коротких сторон), то расчетные формулы удобнее представить в виде:
г 1 /axii.Tt ЧКР Ь- -
(4)
к Гл
6,р L1 -f (-) гг-7Г)() (5) С1 - V V а
Если ограничиться точностью 5%, то примерно при а/& 1/5 влиянием закрепления коротких сторон пластины можно пренебречь и расчет вести по формуле.
q 7гЪ/аЧ
При а /6 3/4 коэффициент К практически перестает изменяться с ростом отношения а /fe , тогда можно принять Kg- 4,. В этом случае число полуволн, оьразующихся при потере устойчивости пластины на ее поверхности, примерно равно отношению а /В. Таким образом, удлиненная пластина при потере устойчивости как бы делится на ряд квадратных свободно опертых по всему контуру пластин, для каждой из которых К с 4„ Тогда очевидно, что увеличение размера о путем наращивания квадратных пластин не приводит к изменению критической нагрузки. Следовательно, для потери полосой плоской формы необходимо накопление внутренних напряжений на определенной длине, равной ширине пластины & . При этом выражение (5) записывается в следующем BHixe:
35
30
.15
40
S
0
5
()
1 VI- (в)
WT- i-Tb
Решая совместно уравнения (6) и (1), получаем
а
г ч
(7)
TI
г-Ь.
fA3(1 -)) b
Таким образом, для того, чтобы исключить накопление неравномерности вытяжек по ширине полосы и, тем самым, потерю устойчивости и нарушение плоской формы прокатываемой полосы, достаточно периодически изменить величину неравномерности вытяжек .на такую же с противоположным знаком на участке длины полосы, равном ее ширине,,
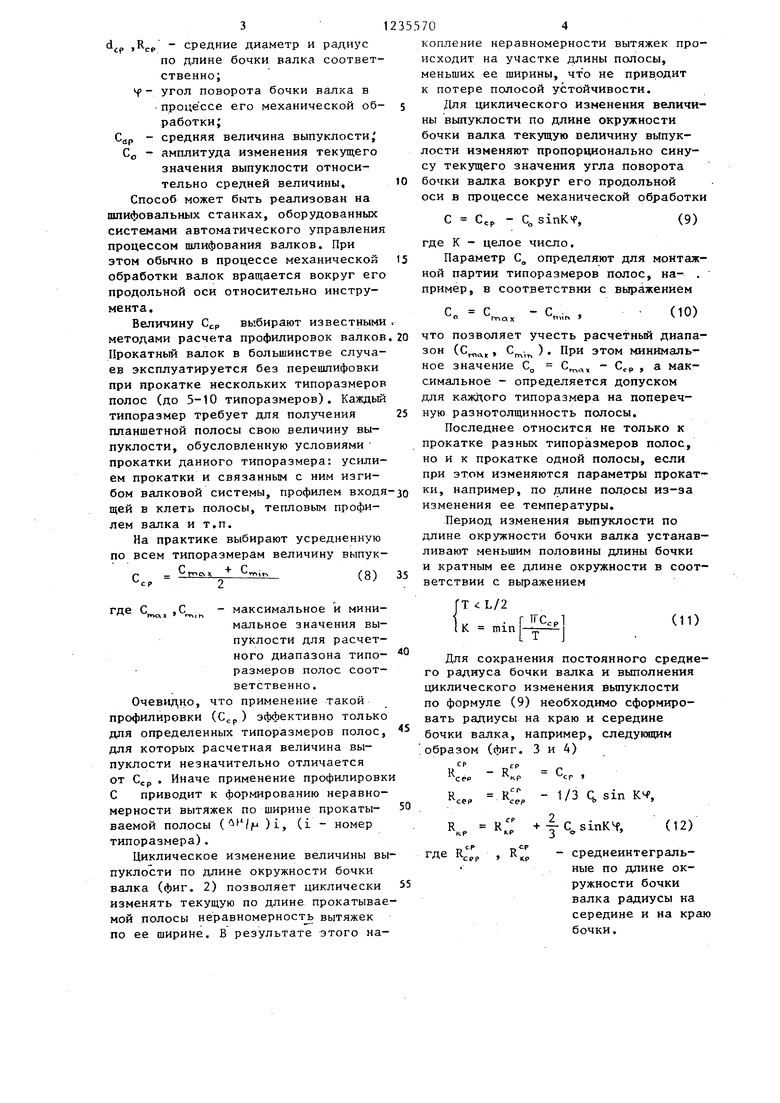
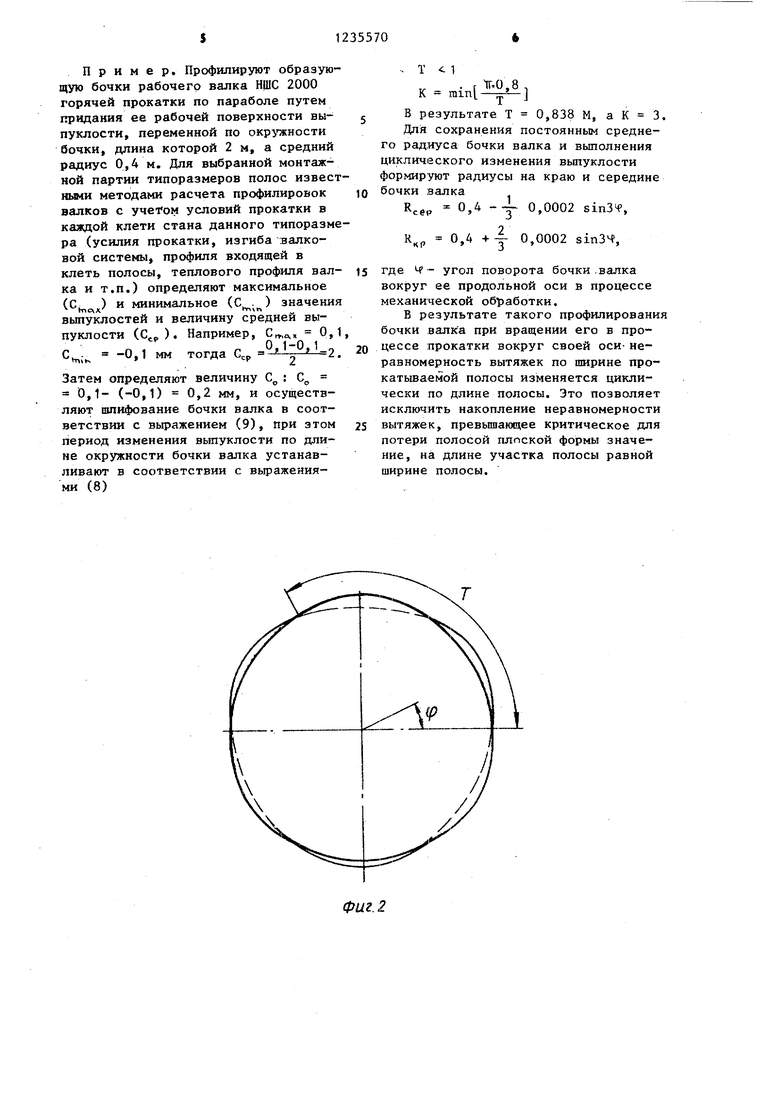
На фиг. 1 показан валок, имеющий нулевую среднюю по длине окружности бочкн выпуклость с изменяющейся по синусоидальному закону текущей величиной выпуклости; на фиг. 2 - разрез по середине бочки; на фиг. 3 - графики изменения текущих радиусов-бочки валка по длине ее окружности/ на фиг. 4 - изменение профиля внешней образуницей бочки валка при изменении угла поворота вокруг ее продольной оси в гфоцессе механической обработки.
Приняты обозначения:
L - длина бочки вапка;
С - текущая величина выпуклости; кР сер текущие радиусы на краю и середине бочки валка соответственно;
Т - период изменения выпуклости по длине окружности бочки валка;
ср средние диаметр и радиус
по длине бочки валка соответственно;р - угол поворота бочки валка в
процессе его механической об- работки;
Сдр - средняя величина выпуклости GO - амплитуда изменения текущего значения выпуклости относительно средней величины, Способ может быть реализован на шлифовальных станках, оборудованных системами автоматического управления процессом шлифования валков. При этом обычно в процессе механической обработки валок вращается вокруг его продольной оси относительно инструмента.
Величину ССР выбирают известными методами расчета профилировок валков Прокатный валок в большинстве случаев эксплуатируется без перешлифовки при прокатке нескольких типоразмеров полос (до 5-10 типоразмеров). Каждый типоразмер требует для получения планшетной полосы свою величину выпуклости, обусловленную условиями прокатки данного типоразмера: усилием прокатки и связанным с ним изгибом валковой системы, профилем входя щей в клеть полосы, тепловым профилем валка и т.п.
На практике выбирают усредненную по всем типоразмерам величину выпук(8)
Г + г
г - .
2
-,-
где С,, r,,h, максимальное и минимальное значения выпуклости для расчетного диапазона типоразмеров полос соответственно .
Очевидно, что применение такой профилировки (С.р ) эффективно только для определенных типоразмеров полос, для которых расчетная величина выпуклости незначительно отличается от Сер . Иначе применение профилировк С приводит к формированию неравномерности вытяжек по ширине прокаты- ваемой полосы (/р )i, (i - номер типоразмера).
Циклическое изменение величины выпуклости по длине окружности бочки валка (фиг. 2) позволяет циклически изменять текущую по длине прокатываемой полосы неравномерность вытяжек по ее ширине. В результате этого накопление неравномерности вытяжек происходит на участке длины полосы, меньших ее ширины, чтЪ не приводит к потере полосой устойчивости.
Для циклического изменения величины выпуклости по длине окружности бочки валка текущую величину выпуклости изменяют пропорционально синусу текущего значения угла поворота бочки валка вокруг его продольной оси в процессе механической обработки
С ССР - С„ sinKy,
(9)
где К - целое число.
Параметр С, определяют для монтажной партии типоразмеров полос, на- . пример, в соответствии с выражением
С„ С
- С
(10)
1ТМДХ
ЧТО позволяет учесть расчетный диапазон (,, С, ). При этом минимальное значение С„ С, - , а максимальное - определяется допуском для каждого типоразмера на поперечную разнотолщинность полосы.
Последнее относится не только к прокатке разных типоразмеров полос, но и к прокатке одной полосы, если при этом изменяются параметры прокатки, например, по длине пол.осы из-за изменения ее температуры.
Период изменения выпуклости по длине окружности бочки валка устанавливают меньшим половины длины бочки и кратным ее длине окружности в соответствии с вьфажением
Т L/2
К
(11)
40
5 50
Для сохранения постоянного среднего радиуса бочки валка и выполнения циклического изменения выпуклости по формуле (9) необходимо сформировать радиусы на краю и середине бочки валка, например, следующим образом (фиг. 3 и 4)
(12)
ные по длине окружности бочки валка радиусы на середине и на краю бочки.
Пример. Профилируют образующую бочки рабочего валка НЩС 2000 горячей прокатки по параболе путем придания ее рабочей поверхности выпуклости, переменной по окрщсности бочки, длина которой 2 м, а средний радиус 0,4 м. Для выбранной монтажной партии типоразмеров полос известными методами расчета профилировок валков с учетом условий прокатки в каждой клети стана данного типоразмера (усилия прокатки, изгиба валковой системы, профиля входящей в клеть полосы, теплового профиля валка и т.п.) определяют максимальное (С: ) и минимальное (С. ) значения
гпсчхгпчгч
выпуклостей и величину средней выпуклости ( ). Например, С„.,„,«
-0,1 мм тогда ССР
0,1-0.1
г : о
Затем определяют величину С 0,1- (-0,1) 0,2 мм, и осуществляют шлифование бочки валка в соответствии с вьфажением (9), При зтом период изменения вьшуклости по длине окружности бочки валка устанавливают в соответствии с выражениями (8)
- Т : 1
V ТГ 0,8 , К mini.-
В результате Т 0,838 М, а К 3.
Для сохранения постоянным среднего радиуса бочки валка и выполнения циклического изменения выпуклости формируют радиусы на краю и середине бочки валка
R
cei
0.4 1
0,0002 sin34 .
R
кр
0,4 +- 0,0002 sin34,
где угол поворота бочки .валка вокруг ее продольной оси в процессе механической обработки,
В результате такого профилирования бочки вапк а при вращении его в процессе прокатки вокруг своей оси- неравномерность вытяжек по ширине про- катьшаемой полосы изменяется циклически по длине полосы. Это позволяет исключить накопление неравномерности вытяжек, превьппающее критическое для потери полосой плпской формы значение, на длине участка полосы равной ширине полосы.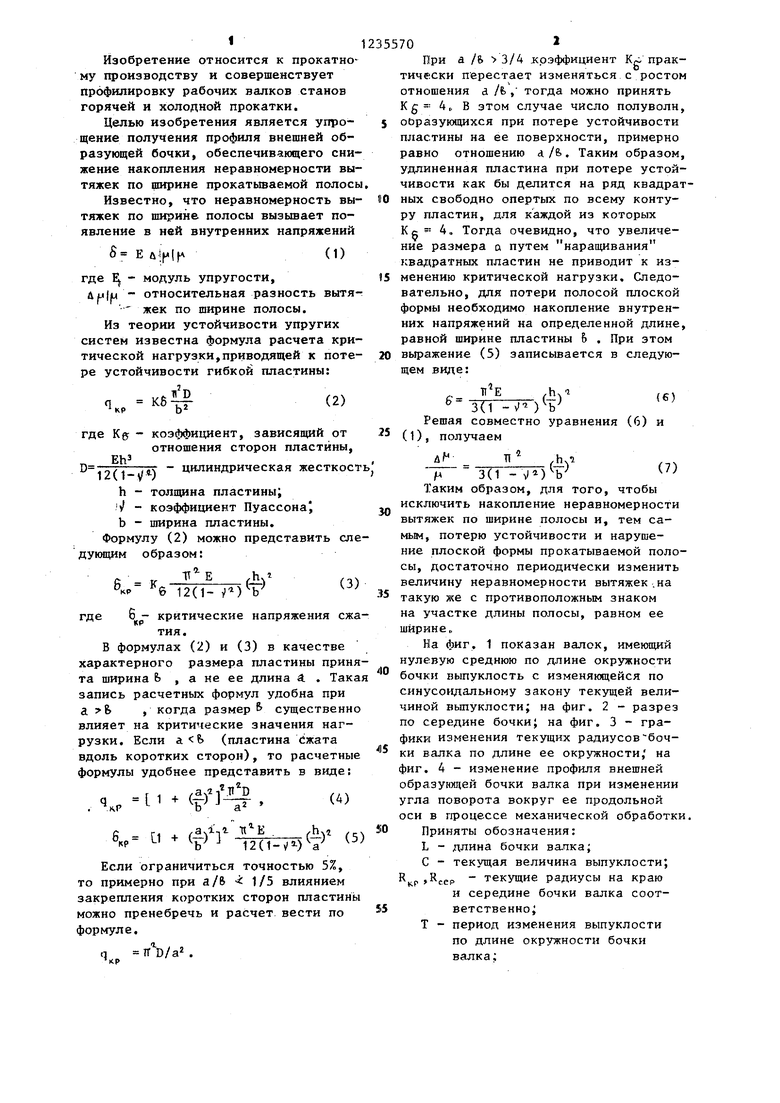
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки полос | 1990 |
|
SU1761314A1 |
| Рабочий валок листопрокатного стана | 1987 |
|
SU1537338A1 |
| СПОСОБ ПОДГОТОВКИ РАБОЧИХ ВАЛКОВ ПРОКАТНОГО СТАНА | 2005 |
|
RU2301123C1 |
| Способ профилирования валков прокатного стана | 1979 |
|
SU863029A1 |
| Способ профилирования валков для прокатки стальных полос | 1986 |
|
SU1397107A1 |
| УЗЕЛ ВАЛКОВ ПРОКАТНОЙ КЛЕТИ ПОЛОСОВОГО СТАНА | 1998 |
|
RU2129927C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ РАБОЧЕГО ВАЛКА СТАНА ХОЛОДНОЙ ПРОКАТКИ | 2005 |
|
RU2312721C2 |
| Валковые узлы непрерывного прокатного стана | 1984 |
|
SU1174111A1 |
| СПОСОБ ПРОКАТКИ ЛИСТОВОЙ СТАЛИ | 2007 |
|
RU2344888C1 |
| Узел валков прокатной клети кварто полосового стана | 1989 |
|
SU1713696A1 |

Фиг. 2
/
/
ir
atip-0;c « L i/« .
ч
C Co
Редактор В.Иванова
Составитель М.Блатова
Техред О,Сопко Корректор С.Черни
Заказ 3038/6
Тираж 518 Подписное ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
rrzrfc
ЩР
.
X /
/
{
Фиг.З
i
ргж
.A
Vi 1
| Способ профилирования валковпРОКАТНОгО CTAHA | 1979 |
|
SU797812A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Составной прокатный валок | 1984 |
|
SU1197754A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
