/
.
S: $: :S$ S S$ S$$SSS :
S$$ S8$$$S $$$$$
JL
л.
а: о о
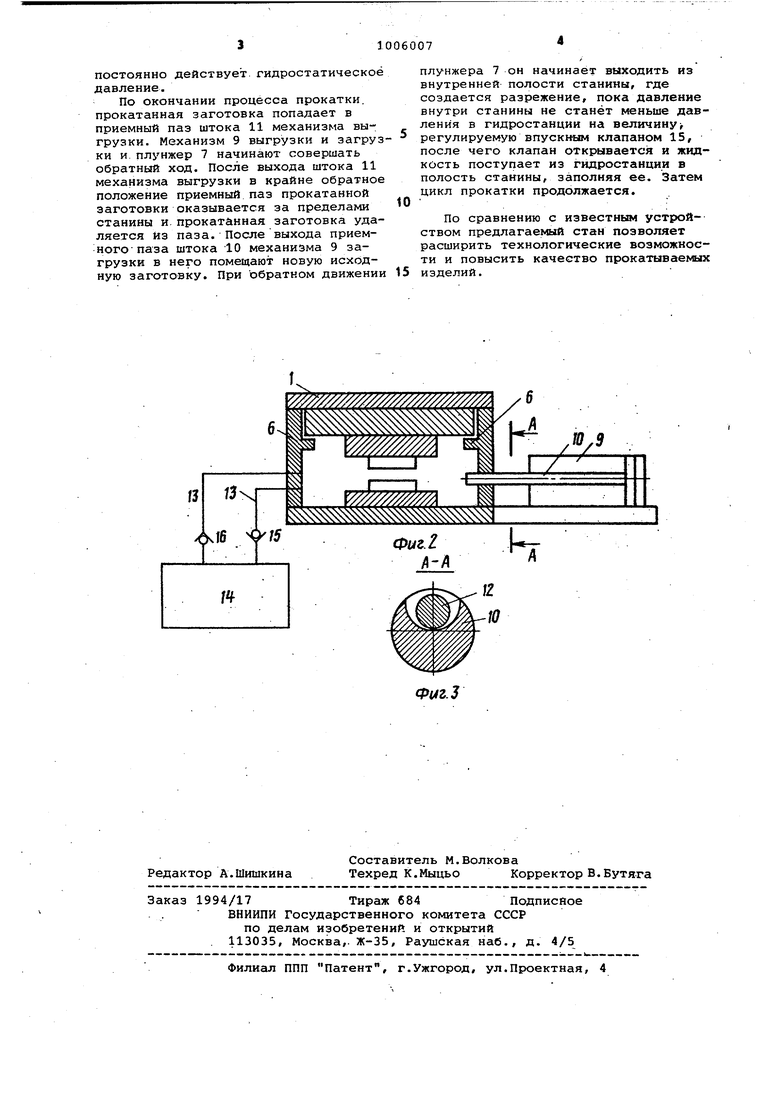
Фиг.1 Изобретение относится к обработке металлов давлением и может быть использовано при производстве изделий типа ступенчатых валов и осей. По основному авт.св. № 846013 известен стан поперечно-клиновой прокатки, содержаиций установленные в станине неподвижную инструменталь ную плиту и подвижную с приводом ее перемещения, механизм подачи загото вок с приводным цилиндром и штоком 1. Недостатками стана известной кон струкции являются ограниченные тех.нологические возможности и низкое качество прокатываемых изделий изза возможности прокатки изделий только из высокопластичных материалов и значительного понижения пласт ности прокатанных заготовок в сравнении с пластичностью исходного материала. Целью изобретения является повышение качества прокатываемых изделий и расширение технологических возможностей путем обеспечения прокатки заготовок из малопластичных м териалов. Поставленная цель достигается те что в стане поперечно-клиновой прокатки станина выполнена в виде каме ры высокого давления с жидкой средо для размещения в ней инструментальных плит, а стан снабжен г идростанц ей, связанной с камерой высокого давления системой впускных и выпуск ных клацанов. . При этом шток приводного цилиндр механизма подачи заготовок выполнен с приемным пазом и установлен с воз можностью взаимодействия с камерой высокого давления. Нафиг. 1 показан стан, продольн«й разрез; на фиг. 2 - то же, поперечный разрез; на фиг. 3 - сечение А-А на фиг. 2. Стан содержит станину 1, выполнен ную в виде камеры высокого давления Внутри станины установлены неподвижный КЛИНОВОЙ инструмент 2, закреплен ный на плите 3, и подвижный инструмент 4,закрепленный на ползуне 5. Ползун 5 установлен в направляняцих 6 с возможностью возвратно-поступатель ного движения и соединен е плунжером 7, являющимся одновременно штоко гидропривода 8. Корпус гидропривода 8 прикреплен к станине, а его шток входит в станину через специал ное отверстие, снабженное гидравлическими уплотнениями, запирающими жидкую среду внутри камеры. В боковой стенке станины вдоль оси подачи и выгрузки заготовок выполнены еще два отверстия, снабженные гидравлическими уплотнениями уи соосно этим отверстиям установлены механизмы 9 загрузки и выгрузки заготовок. Корпуса механизмов загрузки и выгрузки прикреплены к станине, а их штоки входят в отверстия, причем длина штоков выбрана такой, чтобы отверстия в станине были всегда закрыты. На штоке 10 механизма 9 загрузки и штоке 11 механизма выгрузки выполнены приемные пазы, размеры которых выбраны по размерам исходной заготовки 12 для штока 10 и прокатанной заготовки для штока 11, таким образом, чтобы заготовка размещалась в пазу не выходя за поверхность штока. Внутрення полость станины заполнена жидкой рредой, соединена трубопроводом 13 с гидростанцией 14 и снабжена системой впускных 15 и выпускных 16 клапанов. При работе стана в гнездо штока 10 механизма 9 загрузки подают исходную заготовку 12, после чего механизм 9 загрузки совершает рабочий ход - перемешает заготовку 12, проводя ее .через стенку станины в пространство между заходными участками клинового инструмента. Одновременно совершает рабочий ход цилиндр механизма выгрузки, при этом его шток 11 располагается в конце неподвижного инструмента 2. После того, как исходная заготовка 12 подана в зону прокатки, включают рабочий ход гидропривода 8, при котором его шток, именуемый плунжером 7, начинает двигаться. Плунжер 7 оказывает двойное действие на кинематику процесса прокатки, одновременно выполняя роль привода ползуна 5 и-роль плунжера, создающего давление в жидкой среде, помещенной внутри станины. Учитывая то, что плунжер 7, создающий давление движет ползун 5,его ход рассчитан таким образом, чтобы до момента внедрения инструмента 4 в заготовку давление в камере поднималось на заранее заданную величину. Величина давление в камере регулируется выпускным клапаном 16, настроенным на это давление, До момента внедрения инструментов в заготовку благодаря движению плунжера 7 в камере создается давление. При,дальнейшем движении плунжера 7 происходит внедрение инструментов 2 и 4 в прокатываемую заготовку 12, которая к этому моменту находится под гидростатическим давлением со стороны жидкой среды. Чтобы давление не поднималось при дальнейшем движении плунжера 7 в жидкую среду, он вЬадавливает из нее пропорциональные объемы жидкости через трубопровод 13 и выпускной клапан 16 в гидростанцию 14. Это происходит одновременно с процессом деформации заготовки, на которую постоянно действует, гидростатическое давление. По окончании процесса прокатки, прокатанная заготовка попадает в приемный паз штока 11 механизма выгрузки. Механизм 9 выгрузки и загруз ки и. плунжер 7 начинают совершать обратный ход. После выхода штока 11 механизма выгрузки в крайне обратное положение приемный паз прокатанной заготовки оказывается за пределами станины и. прокатанная заготовка удаляется из паза. Послевыхода прием ногопаза штока 10 механизма 9 загрузки в него помещают новую исходную заготовку. При обратном движении плунжера 7 он начинает выходить из внутренней полости станины, где создается разрежение, пока давление внутри станины не станет меньше давления в гидростанции на величину регулируемую впускным клапаном 15, после чего клапан открывается и жидкость поступает из гидростанции в полость станины, заполняя ее. Затем цикл прокатки продолжается. По сравнению с известным устройством предлагаемый стан позволяет расширить технологические возможности и повысить качество прокатываемых изделий.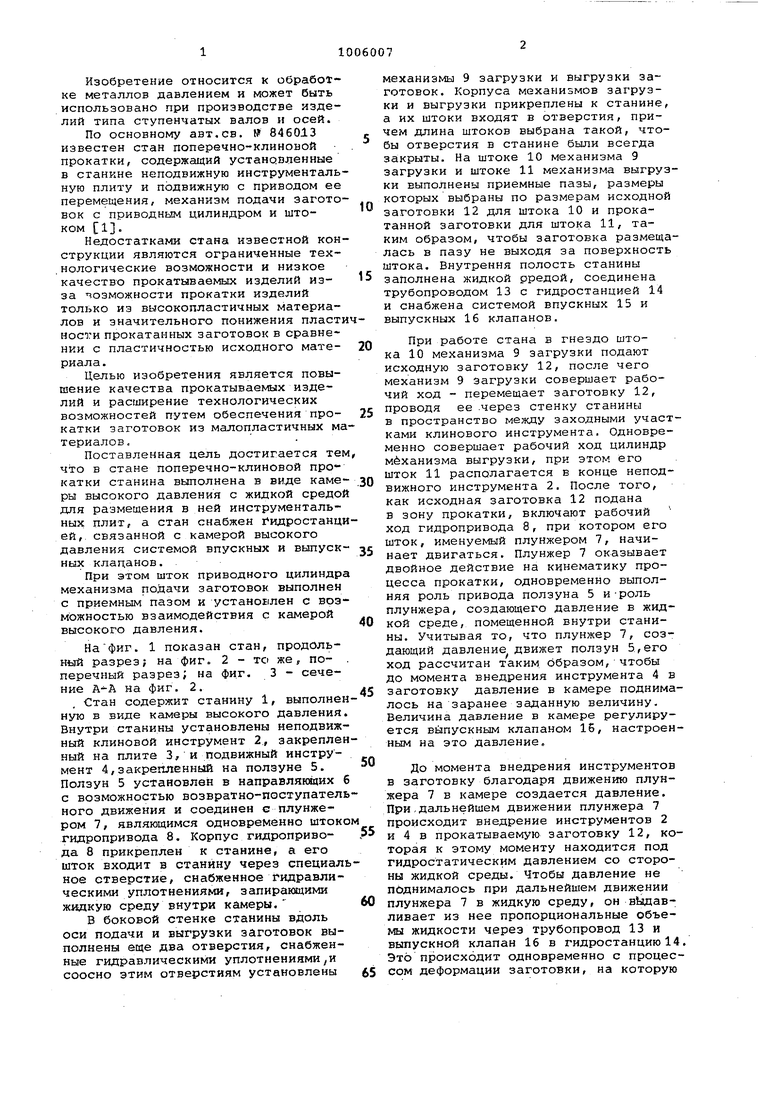
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для безоблойной штамповки длинномерных изделий | 1980 |
|
SU929291A1 |
| Автоматическая линия для изготовле-Ния издЕлия пЕРЕМЕННОгО СЕчЕНия | 1979 |
|
SU814533A1 |
| Стан поперечно-клиновой прокатки | 1990 |
|
SU1722670A1 |
| Устройство для прокатки цилиндрических заготовок | 1991 |
|
SU1782184A3 |
| Стан для накатки зубчатых колес | 1989 |
|
SU1613232A1 |
| Стан для поперечно-клиновой про-КАТКи | 1978 |
|
SU795670A1 |
| СТАН ДЛЯ НАКАТКИ НАРУЖНЫХ РЕЗЬБ | 2009 |
|
RU2399454C1 |
| Устройство для поперечно-клиновой прокатки | 1981 |
|
SU1009587A1 |
| Стан для поперечно-клиновой прокатки изделий типа ступенчатых валов | 1981 |
|
SU952406A1 |
| Автоматическая линия для изготовления изделий типа опорных роликов тракторов | 1980 |
|
SU929400A1 |
1. СТАНПО.ПЕРЕЧНО-КЛПНОВОЙ ПРОКАТКИ по авт.св. № 846013, о тличающийся тем, что, с целью повышения качества прокатываемых изделий и расширения технологических возможностей путем обеспечения прокатки заготовок из малопластичных материалов, станина выполнена в виде камеры высокого давления с жидкой средой для размещения в ней инструментальных плит, а стан снабжен гидростанцией, связанной с камерой высокого давления системой впускных и выпускных клапанов. 2. Стан по п. 1, о т л и ч аю щ и и с я тем, что шток приводного цилиндра механизма подачи выполнен с приемным пазом и установлен с возможностью.взаимодействия с камерой высокого давления.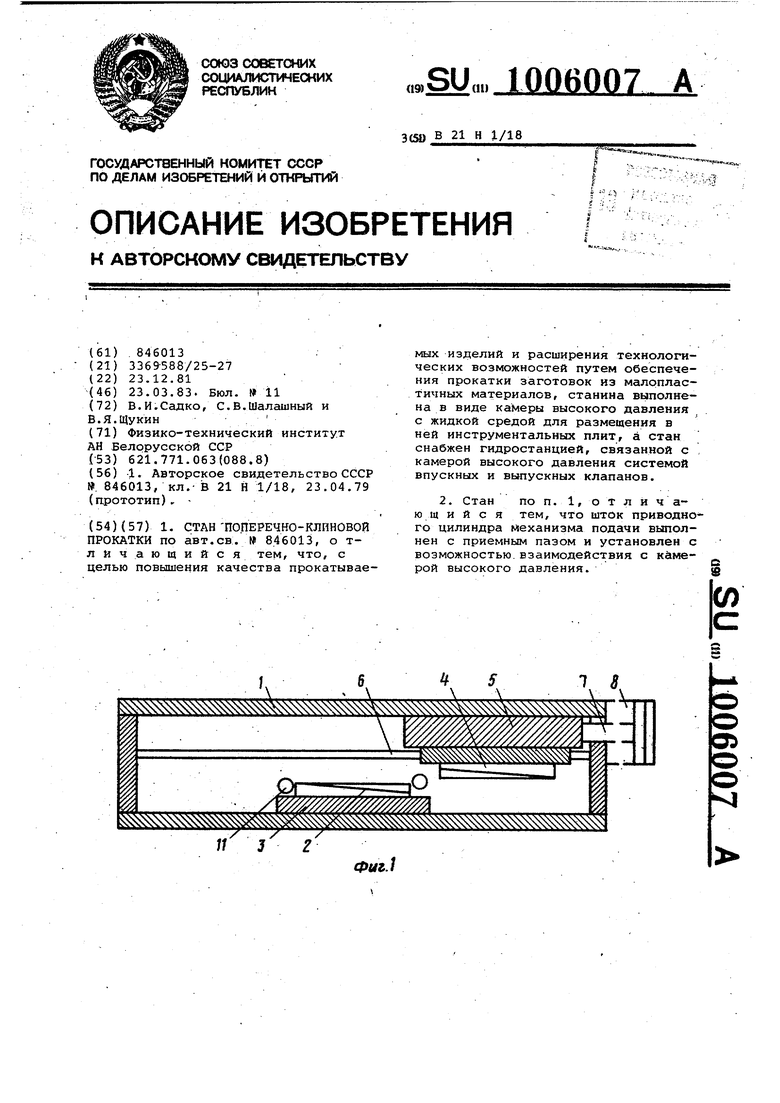
Affi Y/5
f4
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство СССР | |||
| Стан поперечно-клиновой прокатки | 1979 |
|
SU846013A1 |
