ГС
о со :о
Изобретение относится к обработке металлов давлением и резанием и может быть использовано для обработки концов валов с применением холодного выдавливания центровых отверстий.
Цель изобретения - расширение технологических возможностей устройства и повышение качества обработки.
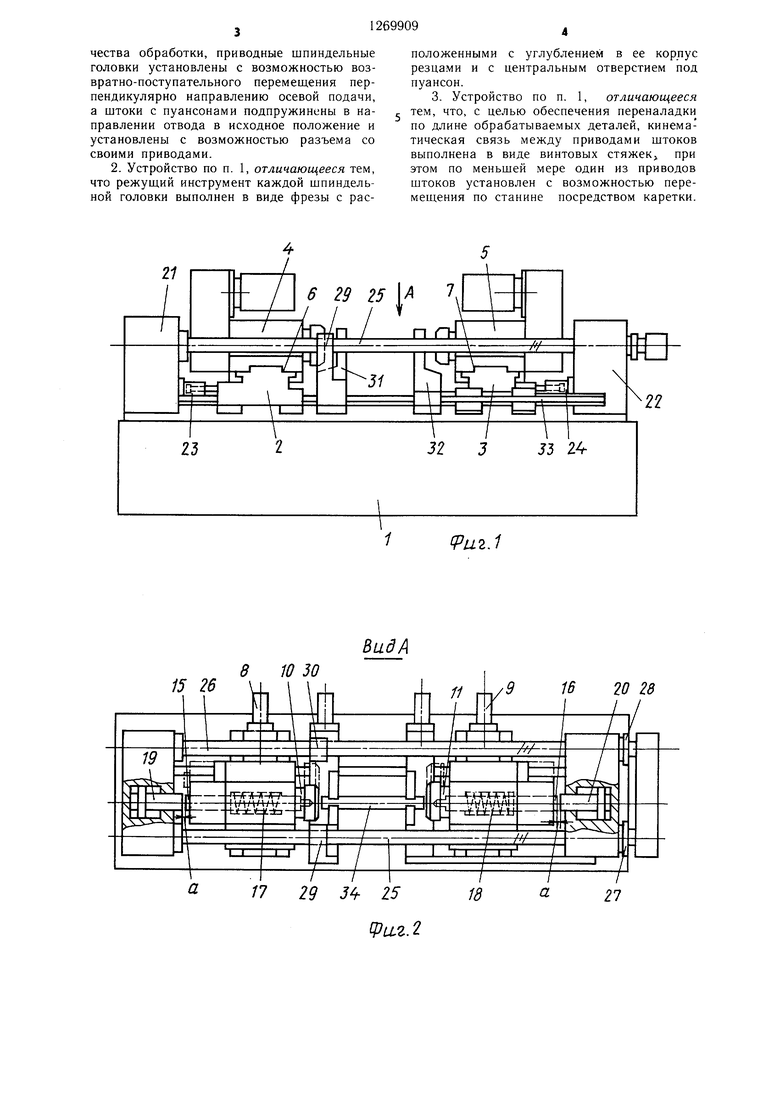
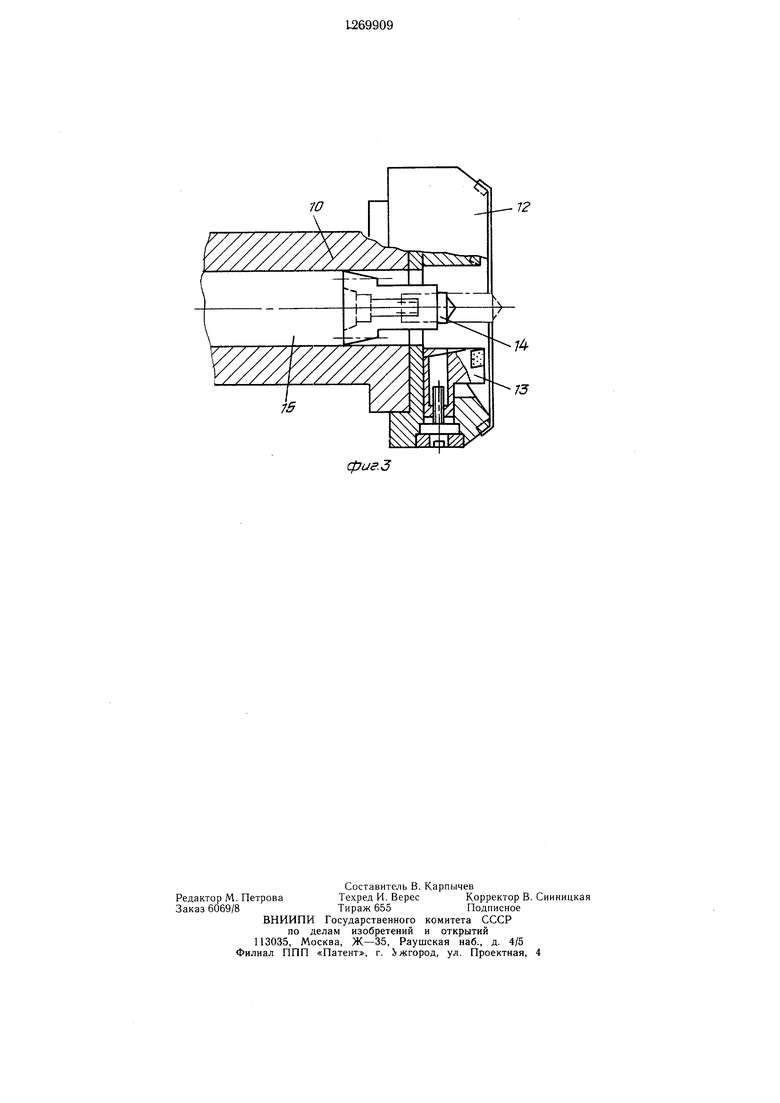
На фиг. изображен станок, общий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - рабочий участок шпинделя с инструментом.
Устройство для двусторонней обработки концов валов содержит установленные на станине 1 своими основаниями 2 и 3 левую 4 и правую 5 шпиндельные головки. Основания 2 и 3 содержат поперечные направляюшие 6 и 7 и приводы 8 и 9 поперечных подач, которые служат для выполнения oiiepaiu-ni гирцивого фрезерования. Головки л ;. 5 содержат полые шпинделя 10 и 1, которлС несут несущий комбинированный кпструмепт, содержащий фрезу 12 и установленные с у :1убленне.м в ее корпус резць 13 ;и:1я вьшолнслши токарной обработки конца вала (например, для обточки, расточки, проточки кананок на торцах), а также пуансон 14 для выдавливания центровых о-церстий. Пуансоны 14 установлены по оси ишинде.::ен на штоках 15 и 16, которые гюдпруж1П1ены в направлении отвода в исходное положение пружинами 17 и 18. Приводы 19 и 20 по.дач штоков пуансонов вьпюлнены в виде гидроцилиндров и установлены н каретках 21 ч 22, которые расположены за шпинде.льиыми головками 4 и 5 на станине i. Приводы 19 и 20 в исходном положении разомкнуты с соответствующими цггокамп 15 и 16 н имеют зазор а для обесщшения возможности перемещения шпиндельным rojiOBKaM 4 и 5 в направлении, нерпенд| куля)ном осевой подаче.
В каретках 21 и 22 установлены приводы 23 к 24 осевых подач плшндельньгх головок 4 и 5, нггоки которых связаны с основаниями 2 и 3 шгшндельных головок 4 и 5. Каретка 22 установлеь а с возможностью перемещения по нанравляющим станины 1 при паладочно-установочных перелен1, но длине обрабатываемых деталей. Каретки 21 и 22 связаны продольными винтовыми стяжками 25 и 26, левые концы которых установлены в каретке 21, а правые проходят через корпус каретки 22 и взаимодействуют с упорны.ми гайками 27 и 28, воспринимающими через стяжки 25 и 26 усилия приводов 19 и 20 при выдавливании. В средней части станка продольные стяжки 25 и 26 проходят через дополнительные опоры 29 и 30.
Обрабатываемая деталь зажимается в приспособлениях 31 и 32. Приспособление 32 жестко взаимосвязано с кареткой 22 стяжкой 33. Позицией 34 обозначена обрабатываемая деталь.
Станок работает следующим образом.
В исходном положении щпиндельные головки 4 и 5 отведены не направляющих 6 и 7 так, что фрезы 12 находятся вне зоны
действия с торцами обрабатываемой детали 34. Затем перемещением головок 4 и 5 но направляющим 6 и 7 происходит фрезерование торцов детали 34. При этом шпиндели 10 и 11 вращаются. Затем шпиндельные головки 4 и 5 встают соосно с обрабатываемой деталью 34, а вращение щпинделей прекращается.
Приводы 19 и 20 начинают воздействовать на щтоки 15 и 16, пружины 17 и 18 сжимаются, пуансоны 14 доходят до торцов
детали 34, и начинается выдавливание центровых отверстий с двух сторон одновременно. При этом выпученный на торце обрабатываемой детали 34 металл задавливается упорным пояском пуансона 14.
По окончании операции выдавливания
приводы 19 и 20 возвращаются в исходное положение. Штоки 15 и 16 с пуансонами 14 тоже возвращаются в исходное положение под действием пружин 17 и 18.
Затем вновь включается вращение
нпшпделей 10 и 11, и головки 4 и 5 под действием приводов 23 и 24 перемещаются по направляющим станины 1 к детали 34, производя обточку ее концов резцами 13.
По окончании операции обточки щпиндельные головки 4 и 5 возвращаются в исходное положение.
При переналадке станка на другую длину обрабатываемой детали но крайней мере одна из кареток, например каретка 22, связанные с нею пшиндельная головка 5 с основанием 3 и приспособление 32 перемещаются вдоль станины на новую исходную юзицию для обработки. Перемещение этих узлов может осугцествляться от привода 24 последовательной фиксации на станине каретки 22 и основания 3 либо от
.аьного привода. При этом гайки 27 и 28 по окончании перемещения каретки 22 взаимодействуют с ней и с винтовыми стяжками 25 и 26, принудительно перемещаясь по ним для замыкания силовой связи между при вода.ми 19 и 20.
Формула изобретения
1. Устройство для двусторонней обработки концов валов, содержащее уетановленные на станине с возможностью встречной осевой подачи две приводные щпиндельные головки, каждая из которых снабжена режущим инструментом и штоком с пуансоном для выдавливания центровых отверстий, а также установленные за шпиндельными головками приводы штоков, соединенные кинематически между собой, отличающееся тем, что, с целью расширения технологических возможностей и повышения качества обработки, приводные шпиндельные головки установлены с возможностью возвратно-поступательного перемещения перпендикулярно направлению осевой подачи, а штоки с пуансонами подпружинены в направлении отвода в исходное положение и установлены с возможностью разъема со своими приводами.
2. Устройство по п. 1, отличающееся тем, что режуш,ий инструмент каждой шпиндельной головки выполнен в виде фрезы с расположенными с углублением в ее корпус резцами и с центральным отверстием под пуансон.
3. Устройство по п. 1, отличающееся тем, что, с целью обеспечения переналадки по длине обрабатываемых деталей, кинематическая связь между приводами штоков выполнена в виде винтовых стяжек при этом по меньшей мере один из приводов штоков установлен с возможностью перемещения по станине посредством каретки.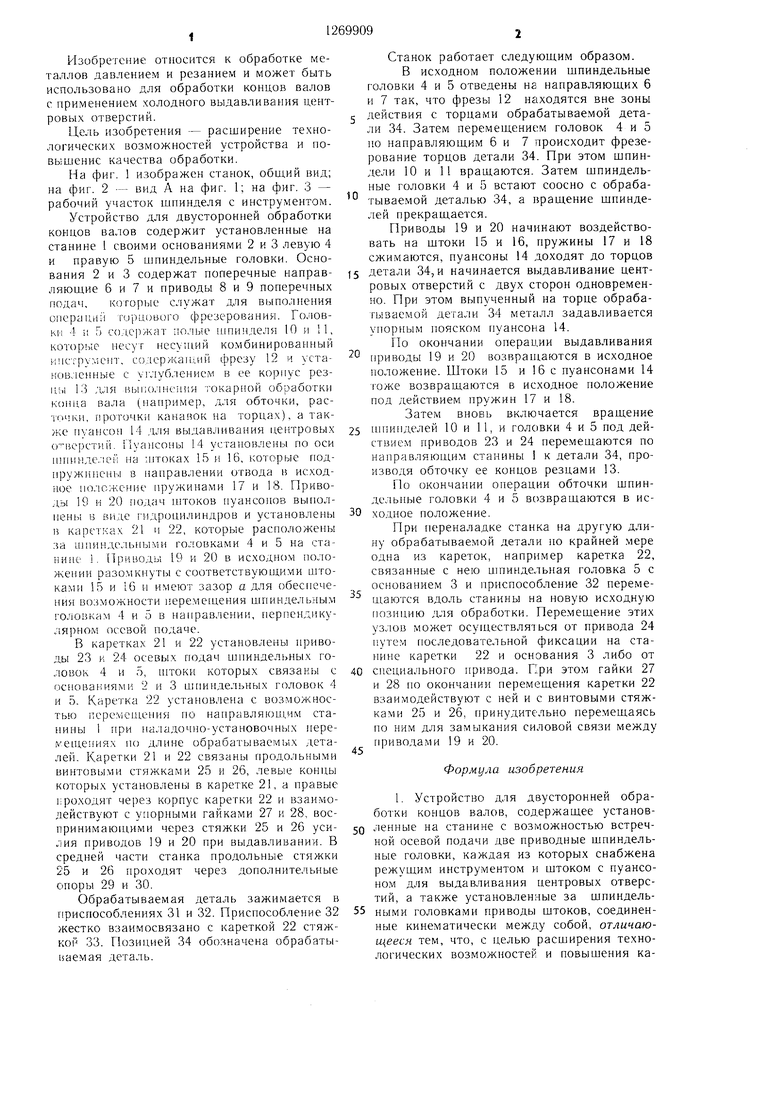
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для двусторонней обработки концов валов | 1986 |
|
SU1397185A1 |
| Металлорежущий станок для обработки концов валов | 1981 |
|
SU1038102A1 |
| Металлорежущий станок | 1985 |
|
SU1278108A1 |
| Фрезерный станок | 1976 |
|
SU656747A1 |
| Алмазно-расточной станок | 1982 |
|
SU1016085A1 |
| Металлорежущий станок | 1984 |
|
SU1227367A1 |
| Многооперационный станок | 1986 |
|
SU1351738A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ТОРЦОВ ДЕТАЛЕЙ | 1993 |
|
RU2095197C1 |
| Многооперационный станок для обработки деталей типа валов | 1980 |
|
SU918005A1 |
| УНИВЕРСАЛЬНЫЙ НАСТОЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ДРЕВЕСИНЫ И МЕТАЛЛА | 1992 |
|
RU2050227C1 |
Изобретение относится к обработке металлов давлением и резанием, а именно к конструкциям устройств для двусторонней обработки концов валов. Целью изобретения является расширение технологических возможностей и повышение качества обработки. Устройство содержит пуансоны для выдавливания центровых отверстий и режущий инструмент в виде фрез и резцов. Возможность переналадки устройства на обработку деталей широкого диапазона обеспечена посредством выполнения механической силовой связи между приводами подач штоков пуансонов через продольные винтовые стяжки. Повышение качества обработки обеспечивается за счет более полной обработки концов валов за одну установку детали. 2 з.п. ф-лы, 3 ил.
8 10 30 15 26 29 J4- 25
PU2.1
ВидА
.2 10 28
| Устройство для обработки концов валов | 1981 |
|
SU1006019A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
