о о
05 ОС
Изобретение относится к машиностроению и может быть использовано на операциях чистовой обработки отверстий.
Известен способ обработки отверстия притиром, согласно которому притиру сообщают разжим с заданной скоростью радиального перемещения до достижения моментом сил резания предельно допустимой величины после чего осуществляется пульсирующий режим обработки в течение заданного промежутка времени 1.
Однако известный способ не обеспечивает достаточно высокую производительность, так как не предусматривает изменения условий обработки по мере изменения режущей способности абразива.
Целью изобретения является повышение производительности обработки.
Эта цель достигается тем, что согласно способу обработки отверстия притиром, по которому притиру сообщают разжим с заданной скоростью радиального перемещения до достижения моментом сил резания предельно допустимой величины, в начальный период, составляющий 0,1-0,5 времени цикла обработки, скорость радиального перемещения устанавливают в 10-16 раз более высокой, а момент сил резания поддерживают равным 0,4-0,7 предельно допустимого.
Предложенный способ обработки обеспечивает на первом этапе более интенсивный съем припуска, так как, варьируя скоростью радиального перемещения притира
и моментом сил резания в указанном диапазоне, удается обеспечить при высокой скорости разжима притира в начальный период обработки оптимальную величину удельного давления.
Продолжительность начального периода
обработки зависит от материала обрабатываемой детали, требуемого съема, марки и зернистости применяемого абразива, состояния абразивной пасты и устанавливается на основе экспериментальных данных в пределах от 0,1 до 0,5 части общего времени цикла обработки. После окончания начального периода обработка производится на обычном режиме.
Таким образом, сочетание отличительных признаков предложенного способа позволяет значительно повысить производительность обработки.
Предлагаемый способ опробован при предварительной и окончательной обработке центрального отверстия в корпусах распылителей дизельных форсунок. Результаты испытаний в сравнении с доводкой по известному способу помещены в таблице.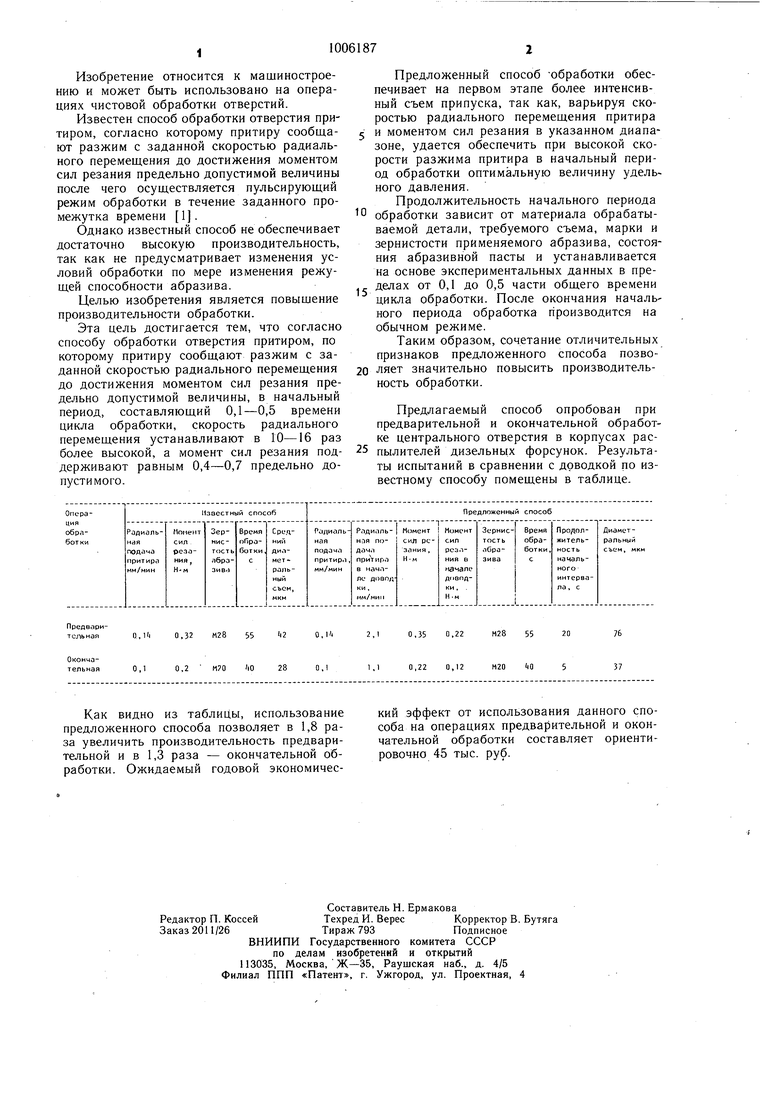
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство управления приводом разжима притира | 1981 |
|
SU995067A1 |
| Устройство для разжима притира | 1982 |
|
SU1052373A1 |
| Устройство управления приводом разжима притира | 1980 |
|
SU894680A1 |
| Полуавтомат для доводки глухих отверстий | 1983 |
|
SU1151433A1 |
| Полуавтомат для доводки глухих отверстий | 1980 |
|
SU878528A2 |
| Станок для притирки отверстий | 1982 |
|
SU1039701A1 |
| Способ обработки отверстий раздвижными абразивными инструментами и устройство для его осуществления | 1988 |
|
SU1593931A1 |
| Способ подвода инструмента к обра-бАТыВАЕМОй пОВЕРХНОСТи пРи OKOH-чАТЕльНОй ОбРАбОТКЕ ТЕл ВРАщЕНия | 1977 |
|
SU829407A1 |
| Устройство для доводки поверхностей вращения | 1985 |
|
SU1284791A1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ВРЕЗНОГО ШЛИФОВАНИЯ | 2004 |
|
RU2254977C1 |
СПОСОБ ОБРАБОТКИ ОТВЕР(ЗТИЯ ПРИТИРОМ, согласно которому притиру сообщают разжим с заданной скоростью радиального перемещения до достижения моментом сил резания предельно допустимой величины, отличающийся тем, что, с целью повышения производительности обработки, в начальный период, составляющий 0,1-0,5 времени цикла обработки, скорость радиального перемещения устанавливают в 10-16 раз более высокой, а момент сил резания поддерживают равньш 0,4- 0,7 предельно допустимого.
Как видно из таблицы, использование предложенного способа позволяет в 1,8 раза увеличить производительность предварительной и в 1,3 раза - окончательной обработки. Ожидаемый годовой экономический эффект от использования данного способа на операциях предварительной и окончательной обработки составляет ориентировочно 45 тыс. руб.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ПОЛУАВТОМАТ ДЛЯ ДОВОДКИ ГЛУХИХ ОТВЕРСТИЙ | 0 |
|
SU300303A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
