Изобретение относится к сварке пластмасс, в частности к оборудованию для контактной сварки оплав;1ением термопластичных труб, и может найти применение нри монтаже технологических трубонроводов.
Цель изобретения --- новьпнение качества сварного соединения нри Н1ироком диапазоне свариваемых труб.
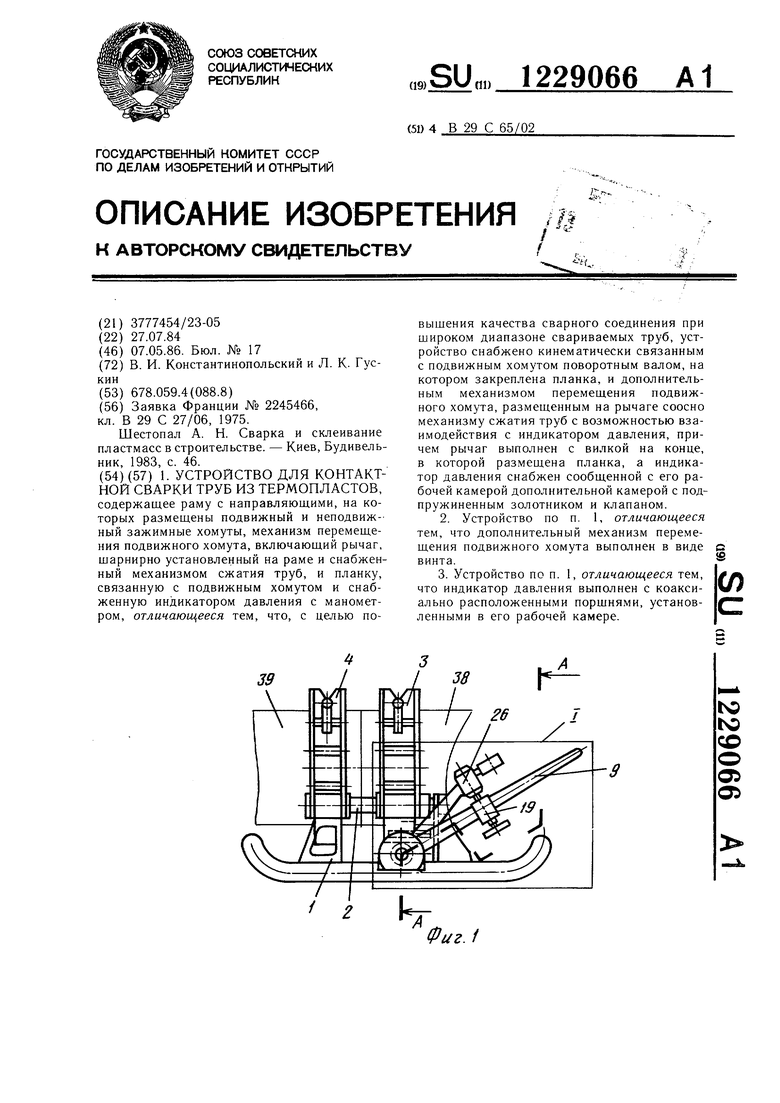
Ма фиг. 1 изображено устройство, обндий вид; на фиг. 2 - узел I на фиг. 1; на фиг. 3 -- разрез А--А на фиг. 1; на фиг. 4 - разрез Б -Б на фиг. 2; на фиг. 5 - то же, при со.здании больших усилий на торнах труб; на фиг. 6 - положение стрелки мано.мет- ра в момент, когда показания кгикдого де:1ення соответствуют 10 кг усилия на торцах труб.
Устройство для контактной сварки труб из термопластов содержит станину 1, представляющую собой сварную раму, на которой смонтированы нанравляюшие 2 с разме- П1,енными на них подвижным 3 и неподвиж- 4 зажимными хомутами, предназначенными для закрепления концов свариваемых труб.
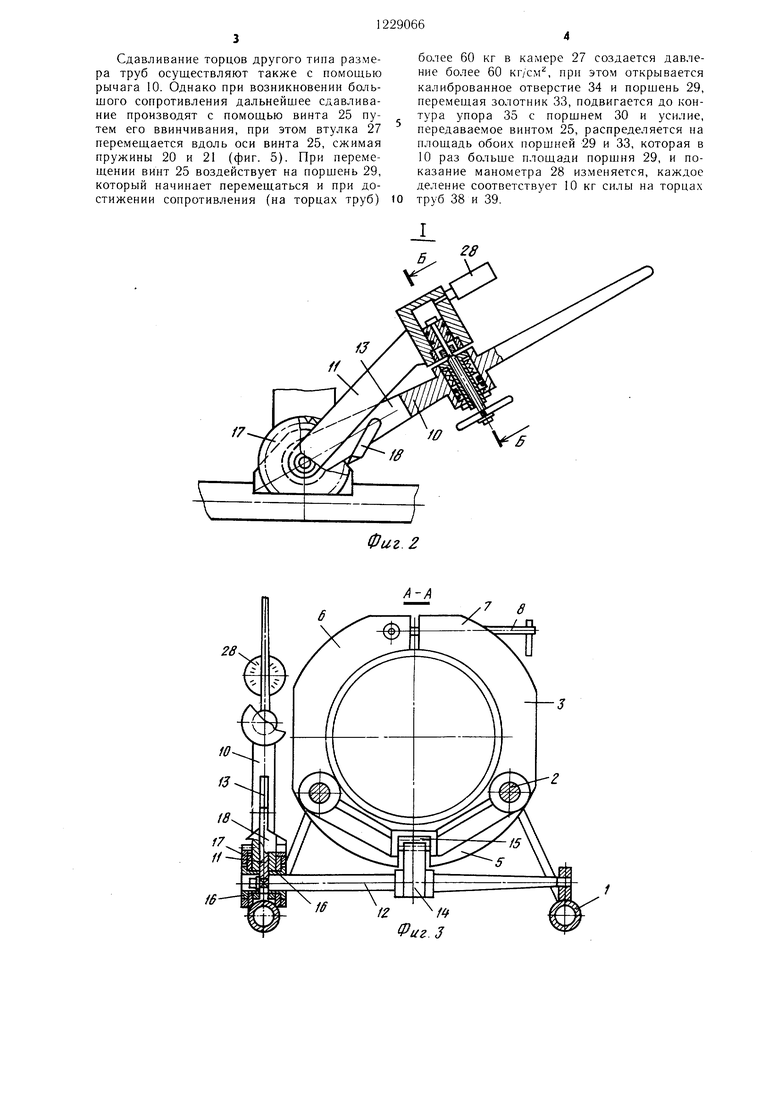
Каждый хомут состоит из трех частей, одной неподвижной 5 и двух 6 и 7 njap- нирноустановленньЕХ и скрепленных болто- 8ЫМ соединение.м 8. На станине 1 смонтирован также .механизм 9 перемещения под- ви ь:ного хомута 3, вынолненный в виде рычага 10 и планки 11. Последняя жестко зак)енлена на валу 12 и раз. в П-об- разпой вилке 13, вьнюлненной в рычаге 10. Ba;i 12 установлен на станине 1 с возможностью поворота и спабжеп зубчатым сектором 14, взаи.модействующим с рейкой 15, жестко закрепленной на подвижном хо.муте 3. 10 установлен ншрнирно относительно втулок 16, закренлеппых жестко на станине 1, и через храповое заценлеппе, включающее храповое колесо 17 к собачку 18, установленную на рычаге 10, связан со станиной 1. Кроме этого, 10 снабжен .механиз.мом 19 сжатия труб, включающим в себя две сооспые ь оследовательно установленные нружин) 20 и 21 разной жесткости, которые имеют регулировочную втулку 22. Между пружинами 20 и 21 располо- же1 подвижный упор 23, и.меюн1ий возмож- пость осевого перемещения.
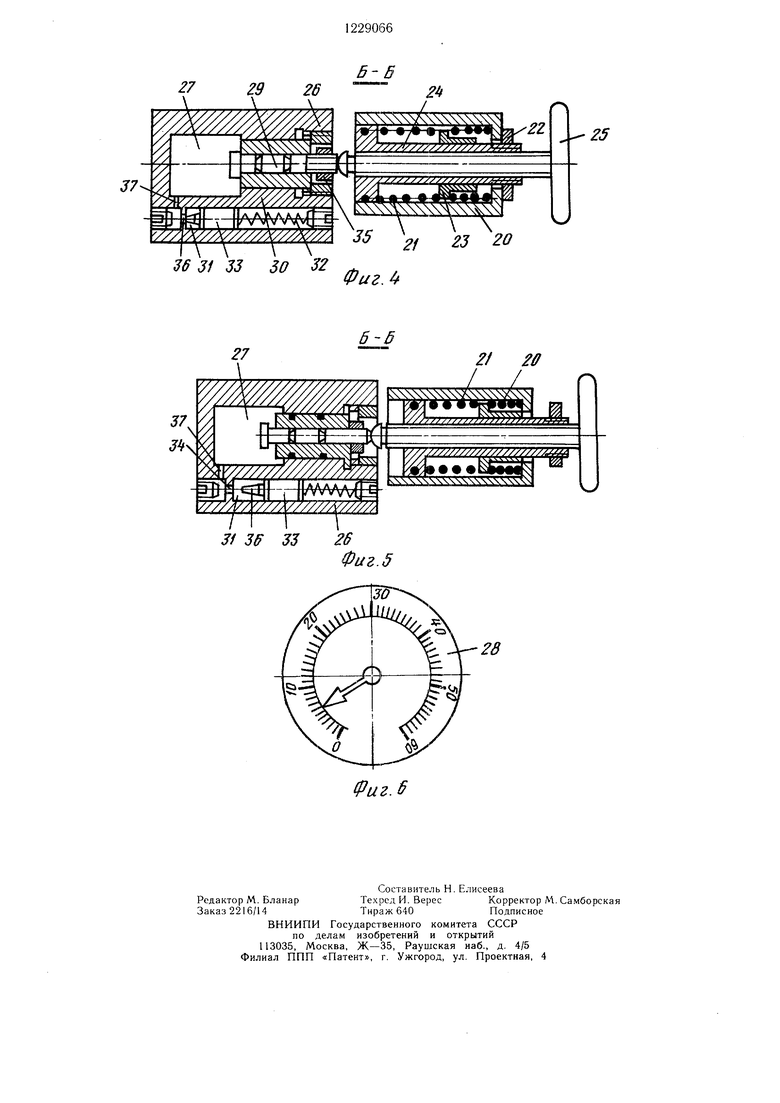
Наличие двух последовательно устапов- „ченньгх пружин 20 и 21 с раз. шчными характеристика.ми обеспечивает возможность точной регулировки создаваемой величины контактного давления на торцах труб. Пружины 20 и 21 воздействуют соответственно на резьбовую втулку 24 и рычаг 10. Соосно механизму 19 сжатия труб раз.ме- 1цен дополнительный механизм перемепдения подвижного хомута 3, выполненный в виде винта 25, который связан с резьбовой втулкой 24, имеющей возможность осевого пере- ме цения, и взаимодействует с индикатором давления 28. Последний размещен на планке
11 и включает в себя рабочую камеру 27 с манометром 28. В рабочей камере 27 размещены коаксиально установленные поршни 29 и 30, причем площадь поршня 29
в десять раз меньще суммарной их площади. Индикатор давления 26 снабжен дополнительной ка.мерой 31, в которой раз.мещены подпружиненный пружиной 32 золотник 33. Усилия пружины 32 расчитано на давление, которое действует на площадь калиброванного отверстия 34, при этом площадь калиброванного отверстия 34 более че.м в десять раз меньше суммарной площади этого отверстия и золотпика 33. Поршень 29 снабжен регулируемым упором 35, который предназначен для включения в работу пopuJня 30. Золотник снабжен клапаном 36. Устройство укомплектовано пагревателем и сменными вкладьнпа.ми (не показаны), предназначенными для центрирования соответственно разных диаметров труб. Камера 27 сообщается с дополпительной камерой 31 через канал 37.
Устройство работает следующим образом.
В зависимости от диаметра свариваемых
труб 38 и 39 в зажимных хомутах 3 и 4
закрепляют соответственно сменные вкладыП1И. Затем свариваемые концы труб 38 и 39
укладывают во вкладын и и закрепляют в за- жи.мпых хо.мутах 3 и 4 и .между торцами труб устанавливают на направляюишх 2 нагреватель (не показан), осуществ; яющий при контакте с торца.ми нагрев, после чего (мч) снимают. Для подведения торцов труб 38 и 39 к нагревателю и соединения их между собой нере.мещают хо.мут 3. Для этого поворачивают рычаг 10, который через индикатор давления 26 воздействует на планку 1 1, последняя в свою очередь поворачивает вал 12 с зубчатым сектором 14. От поворота последнего пере.мещается рейка 15 совместно с хо.мутом 3. Пружины 20 и 21 в этом случае не сжимаются, так как они на- ст|юены на усилие, которое необходимо для предварительного перемещения подвижного
хомута 3.
Сдавливание торцов труб бЗ-315 с усилием 11,3-456 кг при оплавлении и осадке обеспечивают рычагом 10 и дополнительным мехапиз.мом пере.мещения в виде винта 25. При сонрикосновении торцов труб 38 и 39 с поверхностью нагревателя при оплавлении ;1ибо при соприкосновении торнов труб при осадке возникает сопротивление, в результате чего при дальнейшем повороте рычага 10 сжимается пружипа 20 при создании малых усилий на торцах труб. При этом при повороте рычаг 10 через винт 25 воздействует на HopnieHb 29, который создает в камере 27 давление. Зате.м рычаг 10 через храповое зацепление фиксируется на станине 1. После чего путем ввинчивания винта 25 производят точную регулировку усилия, которое контролируется по манометру 28 (1 атм соответствует 1 кг усилия на торцах труб).
Сдавливание торцов другого типа размера труб осуществляют также с помощью рычага 10. Однако при возникновении большого сопротивления дальнейшее сдавливание производят с помощью винта 25 путем его ввинчивания, при этом втулка 27 перемещается вдоль оси винта 25, сжимая пружины 20 и 21 (фиг. 5). При перемещении винт 25 воздействует на поршень 29, который начинает перемещаться и при достижении сопротивления (на торцах труб)
более 60 кг в камере 27 создается давление более 60 кг/см, при этом открывается калиброванное отверстие 34 и поршень 29, перемещая золотник 33, подвигается до контура упора 35 с поршнем 30 и усилие, передаваемое винтом 25, распределяется на площадь обоих поршней 29 и 33, которая в 10 раз больше площади поршня 29, и показание манометра 28 изменяется, каждое деление соответствует 10 кг силы на торцах труб 38 и 39.
/7
W
Фиг Z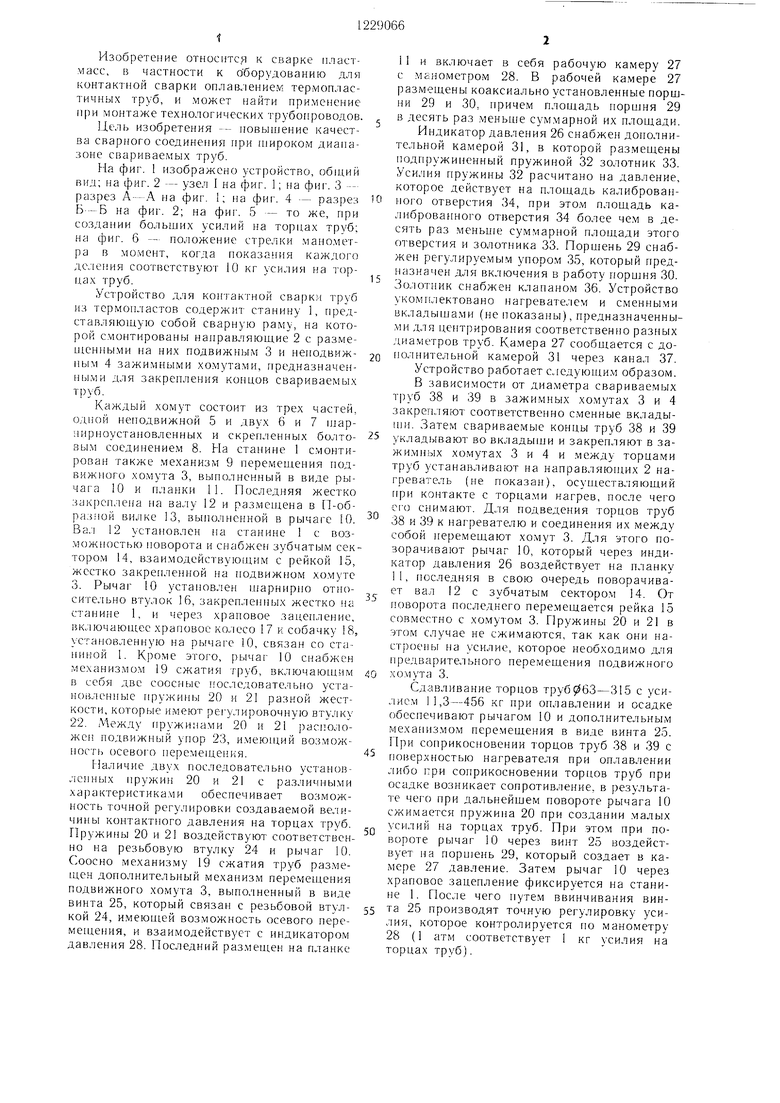
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контактной сварки труб из термопластов | 1981 |
|
SU956283A1 |
| Клещи для контактной сварки труб из пластмасс | 1975 |
|
SU534365A1 |
| Устройство для контактной сварки пластмассовых деталей | 1985 |
|
SU1326440A1 |
| Устройство для сварки труб из термо-плАСТОВ | 1979 |
|
SU827307A1 |
| Устройство для контактной сварки труб из термопластов | 1985 |
|
SU1281436A1 |
| Устройство для контактной сварки труб из термопластов | 1985 |
|
SU1286427A1 |
| Установка для контактной сварки пластмассовых труб | 1976 |
|
SU650824A1 |
| Установка для аргонодуговой сварки поворотных стыков труб неплавящимся электродом с подачей присадочной проволоки | 1990 |
|
SU1776528A1 |
| Устройство для формования отбортовки на конце трубы из термопластов | 1985 |
|
SU1310241A1 |
| Машина для сварки трением | 1977 |
|
SU747656A1 |
28
А-А
/Ч./ п
27
УХ///
36 31 33 50 32
Фиг.
Б- Б
25
fPuz.S
| ЭЛЕКТРОМАГНИТНАЯ МУФТА | 2003 |
|
RU2245466C2 |
| Солесос | 1922 |
|
SU29A1 |
| Шестопал А | |||
| Н | |||
| Сварка и склеивание пластмасс в строительстве | |||
| - Киев, Будивель- ник, 1983, с | |||
| Способ изготовления звездочек для французской бороны-катка | 1922 |
|
SU46A1 |
