смонтированы толкатели 24, а на тележке - микропереключатели 25.
Процесс сварки на установке заключается в следующем.
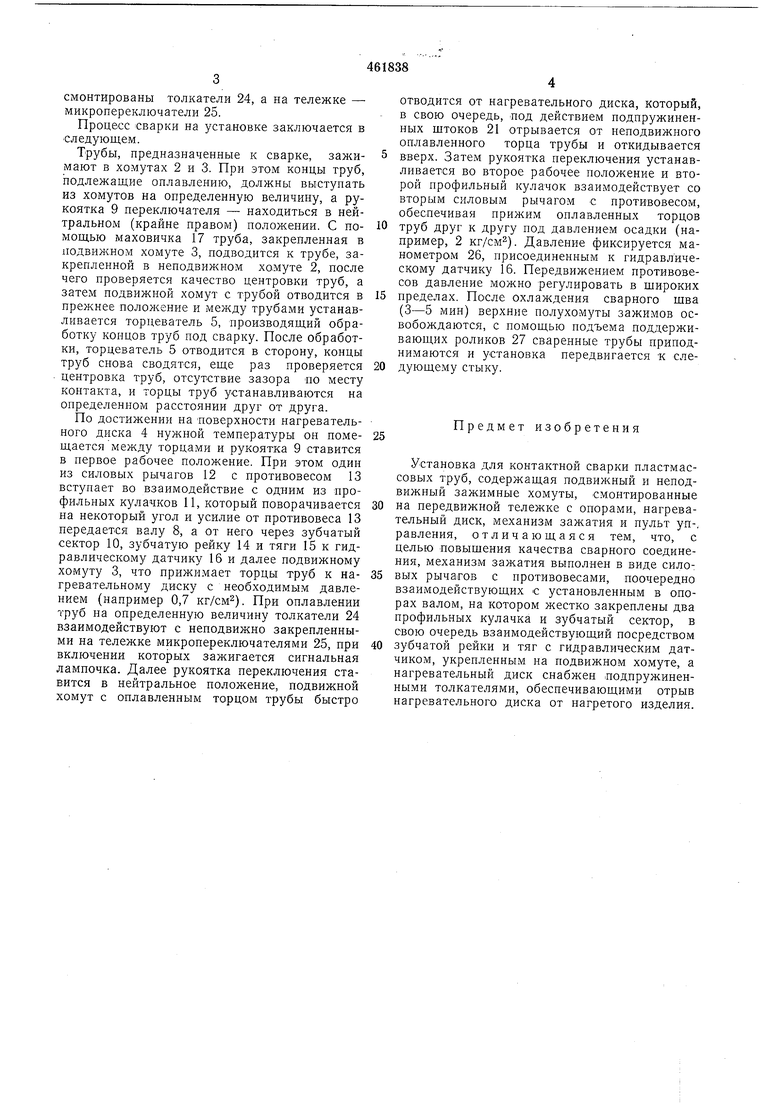
Трубы, предназначенные к сварке, зажимают в хомутах 2 и 3. При этом концы труб, подлежащие оплавлению, должны выступать из хомутов на определенную величину, а рукоятка 9 переключателя - находиться в нейтральном (крайне правом) положении. С помощью маховичка 17 труба, закрепленная в подвижном хомуте 3, подводится к трубе, закрепленной в неподвижном хомуте 2, после чего проверяется качество центровки труб, а затем подвижной хомут с трубой отводится в прежнее положение и между трубами устанавливается торцеватель 5, производящий обработку концов труб под сварку. После обработки, торцеватель 5 отводится в сторону, концы труб снова сводятся, еще раз проверяется центровка труб, отсутствие зазора по месту контакта, и торцы труб устанавливаются на определенном расстоянии друг от друга.
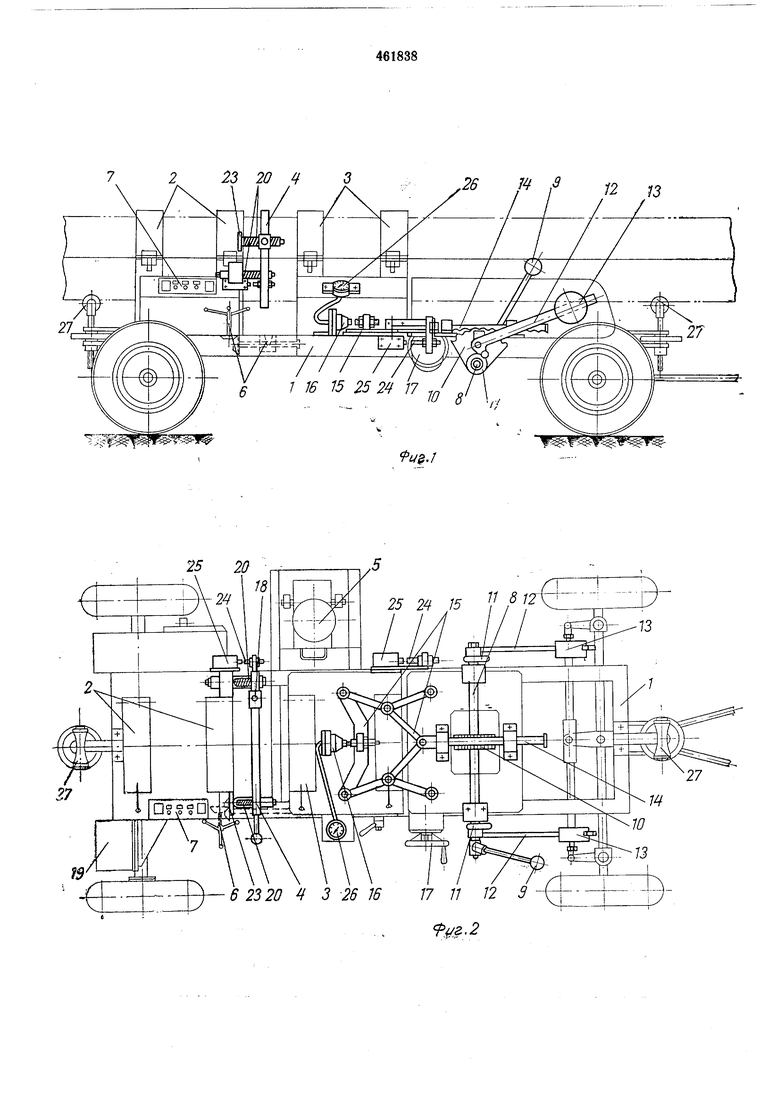
По достижении на поверхности нагревательного диска 4 нужной температуры он помещается между торцами и рукоятка 9 ставится в первое рабочее положение. При этом один из силовых рычагов 12 с противовесом 13 вступает во взаимодействие с ОДБИМ из профильных кулачков 11, который поворачивается на некоторый угол и усилие от противовеса 13 передается валу 8, а от него через зубчатый сектор 10, зубчатую рейку 14 и тяги 15 к гидравлическому датчику 16 и далее подвижному хомуту 3, что прижимает торцы труб к нагревательному диску с необходимым давлением (например 0,7 кг/см). При оплавлении труб на определенную величину толкатели 24 взаимодействуют с неподвижно закрепленными на тележке микропереключателями 25, при включении которых зажигается сигнальная лампочка. Далее рукоятка переключения ставится в нейтральное положение, подвижной хомут с оплавленным торцом трубы быстро
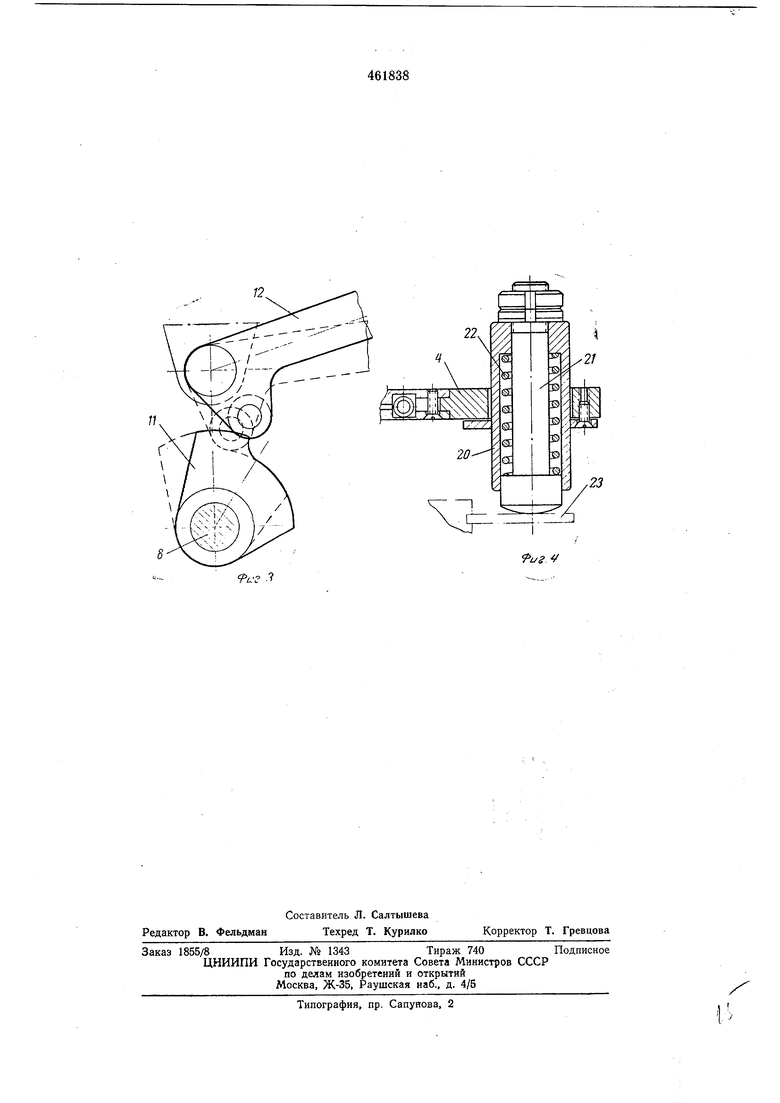
отводится от нагревательного диска, который, в свою очередь, под действием подпружиненных щтоков 21 отрывается от неподвижного оплавленного торца трубы и откидывается
вверх. Затем рукоятка переключения устанавливается во второе рабочее положение и второй профильный кулачок взаимодействует со вторым силовым рычагом с противовесом, обеспечивая прижим оплавленных торцов
труб друг к другу под давлением осадки (например, 2 кг/см). Давление фиксируется манометром 26, присоединенным к гидравлическому датчику 16. Передвижением противовесов давление можно регулировать в щироких
пределах. После охлаждения сварного шва (3-5 мин) верхние полухомуты зажимов освобождаются, с помощью подъема поддерживающих роликов 27 сваренные трубы приподнимаются и установка передвигается к следующему стыку.
Предмет изобретения
Установка для контактной сварки пластмассовых труб, содержащая подвижный и неподвижный зажимные хомуты, смонтированные
на передвижной тележке с опорами, нагревательный диск, механизм зажатия и пульт уп-, равления, отличающаяся тем, что, с целью повышения качества сварного соединения, механизм зажатия выполнен в виде силовых рычагов с противовесами, поочередно взаимодействующих с установленным в опорах валом, на котором жестко закреплены два профильных кулачка и зубчатый сектор, в свою очередь взаимодействующий посредством
зубчатой рейки и тяг с гидравлическим датчиком, укрепленным на подвижном хомуте, а нагревательный диск снабжен подпружиненными толкателями, обеспечивающими отрыв нагревательного диска от нагретого изделия. 26 т ,3 
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контактной сварки пластмассовых труб | 1981 |
|
SU1006253A1 |
| Устройство для сварки труб из термопластов | 1987 |
|
SU1435482A1 |
| Устройство для сварки труб из термопластов | 1985 |
|
SU1364491A1 |
| Устройство для сварки пластмассовых труб | 1990 |
|
SU1819224A3 |
| Устройство для сварки пластмассовых труб | 1986 |
|
SU1397300A1 |
| Устройство для контактной сварки пластмассовых деталей | 1985 |
|
SU1326440A1 |
| Устройство для сварки труб из термопластов | 1989 |
|
SU1694410A1 |
| Устройство для сварки труб из термопластов | 1989 |
|
SU1687443A1 |
| Установка для контактной сварки пластмассовых труб | 1976 |
|
SU650824A1 |
| УСТАНОВКА ДЛЯ СВАРКИ ТРУБ ИЗ ТЕРМОПЛАСТОВ | 1970 |
|
SU274911A1 |
25 2В
12
