Изобретение относится к мшиино строению и может быть использовано при изготовлении соединительных элементов механизмов в виде сварных ПЛОСКИХ фланцев или заготовок деталей, представляющих часть этих фланцев, изготавливаемых из нескольких секций вырезкой из листового металла с последующей сваркой этих секций в кольцо или применением их самостоятельно.
Известен способ изготовления заготовок фланцев целиковыми автогенной резкой из толстолистовой стали с последующей обработкой на токарном станке {jL .
Указанный способ имеет большую трудоемкость.
Известен способ изготовления фланцев из отдельных секций сваркой В способе используются кольцевые секции, сваренные между собой или с прямолинейными секциями.
Наиболее близким к предлагаемому является способ изготовления кольцевых секций, при котором производят разметку заготовок двумя дугами и двумя радиусными прямыми и резку по разметке р.
Известные способы изготовления заготовок кольцевых секций трудоемки, при вырезке из листового проката коэффициент использования металла составляет 0,6-0,7.
Цель изобретения - повышение производительности труда и увеличение коэффициента использования металла при вырезке кольцевых секций- за счет обеспечения возмож|5ости применения совмещенного реза.
Поставленная цель достигается тем, что согласно способу изготовлеПия заготовок кольцевых секций, при котором производят разметку заготовок двумя, дугами и двумя радиусными пря.мыми и резку по разметке, разметку заготовок производят дугами одного и того же радиуса со смещением центров этих радиусов на ширину заготовки вдоль ее оси симметрии.
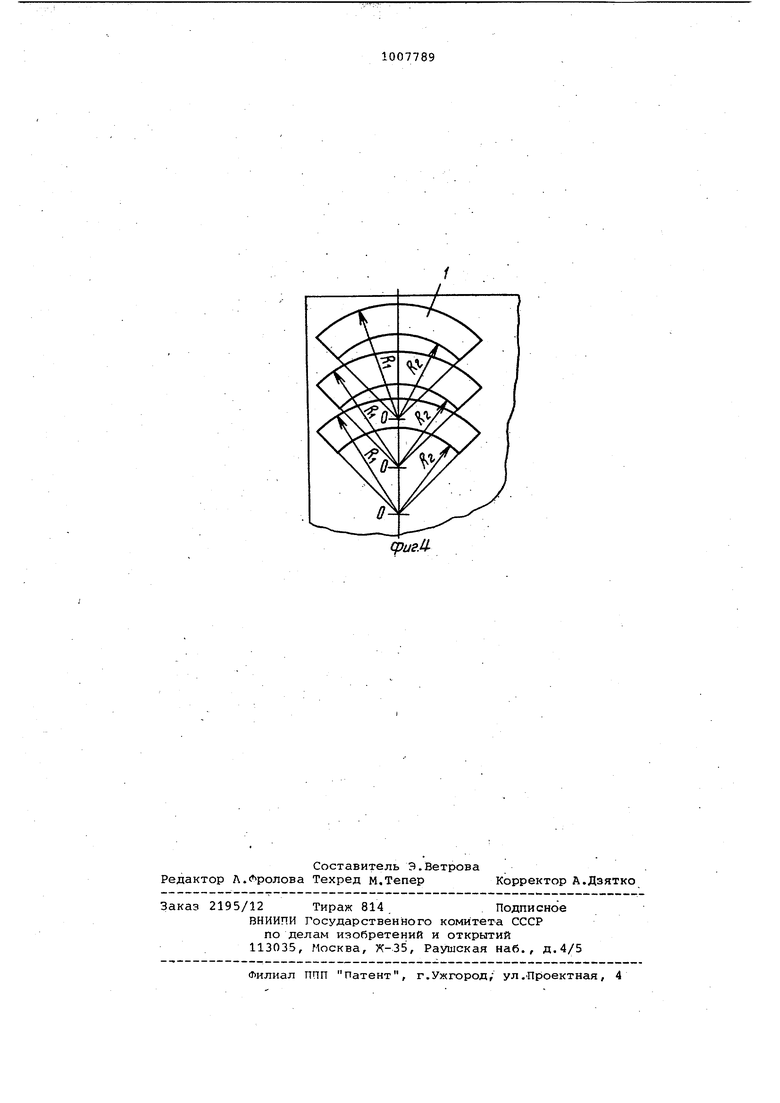
На фиг.1 показан способ изготовления кольцевых секций и их раскрой при вырезке; на фиг.2 - сварной плоский фланец с наружной центрирующей окружностью/.на фиг.З - то же, с внутренней центрирующей окружностью; на фиг;4 - известный способ изготовления кольцевых секторов и их раскрой при вырезке.
Принцип конструирования свариваемых кольцевых секций 1 плоского фланца заключается в том, что одним и тем же ращиусом, равным радиусу R наружной центрирующей окружности 2 (фиг.2) или радиуса R. внутренней центрирующей окружности 3 (фиг.З), из двух центров о и К, расположенных на оси симметрии свариваемой части фланца на расстоянии друг от друга, равном ширине.фланца, описываются две 5 дуги на длину этой части, ограниченную радиусными прямыми, проходясшми через центр О центрирующей окружносТИ.
Таким образом, линия 4 (фиг.1) контура вырезаемой детали является общей для двух частей фланца, и обе части фланца вырезаются совмещенным резом.
Вырезанные по контуру части фланца собираются в кольцо,свариваются, проходят при необходимости механическую обработку по плоскости сварного фланца и по поверхности центрирующей окружности.
Предлагаемая конструкция сварного плоского фланца позволяет повысить производительность труда и увеличивает коэффициент использования металла при вырезке свариваемых частей фланца за счет совмещения резов. .
дзиг.1
дзигЗ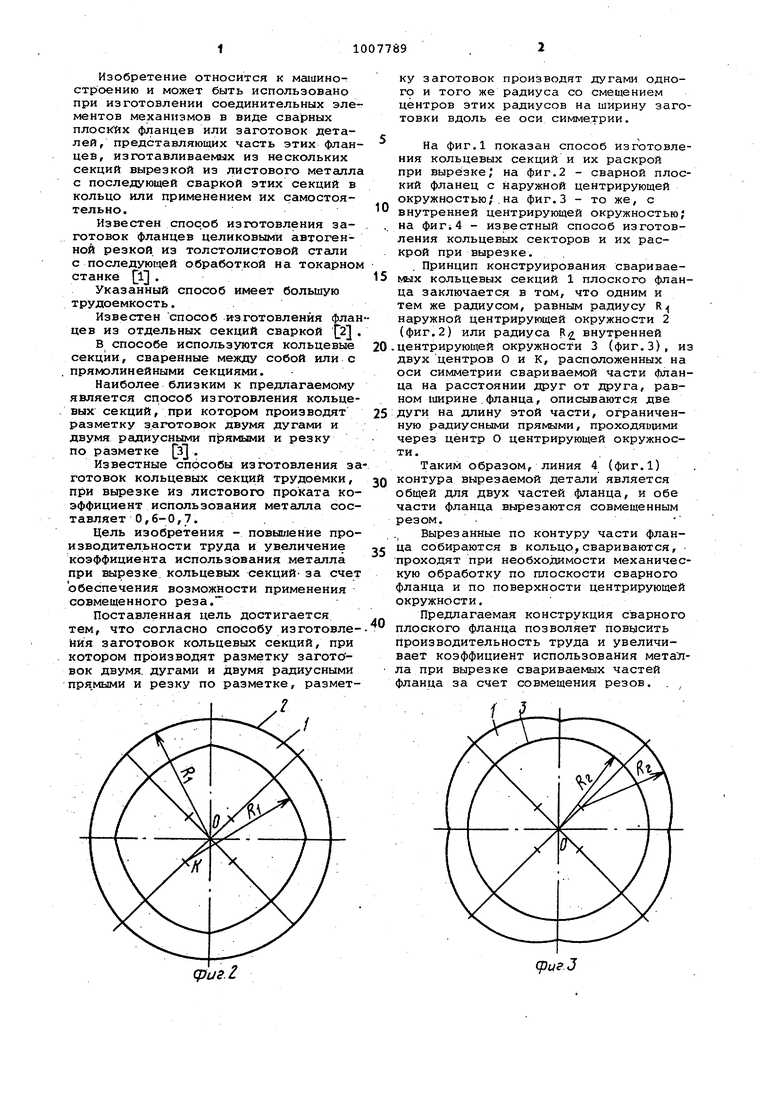
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КРИВОЛИНЕЙНЫХ СВАРНЫХ РЕБЕР ЖЕСТКОСТИ | 2011 |
|
RU2479397C1 |
| СПОСОБ СОЗДАНИЯ ТРОЙНИКОВОГО СОЕДИНЕНИЯ | 2015 |
|
RU2598764C1 |
| СПОСОБ ИСПЫТАНИЯ НА УДАРНЫЙ ИЗГИБ СВАРНОГО СОЕДИНЕНИЯ | 2003 |
|
RU2265825C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МАЛОГАБАРИТНЫХ КАРКАСНЫХ КОНСТРУКЦИЙ | 2007 |
|
RU2345272C1 |
| Способ резки пучков теплообменников на металлолом и режущее устройство для его осуществления | 1988 |
|
SU1581480A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ВТУЛОК | 1979 |
|
SU1840340A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ИЗДЕЛИЙ | 2013 |
|
RU2554247C2 |
| Устройство для вырезки фигурных стекол | 1981 |
|
SU990695A1 |
| Способ обработки конических отверстий | 1982 |
|
SU1074663A1 |
| Способ изготовления деталей кольцевой формы | 1989 |
|
SU1692787A1 |
СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК КОЛЬЦЕВЫХ. СЕКЦИЙ, преимущественно для сварного плоского Фланца, при котором производят разметку заготовок двумя дугами и двумя радиусными пряьыми и резку по разметке, отличающийся тем, что, с целью повьниения производительности труда и коэффициента использования металла путем обеспечения возможности совмещенного реза, разметку заготовок производят дугами одного и того же радиуса со смещением центров этих радиусов на ширину заготовки вдоль ее оси симметрии. v| 00 со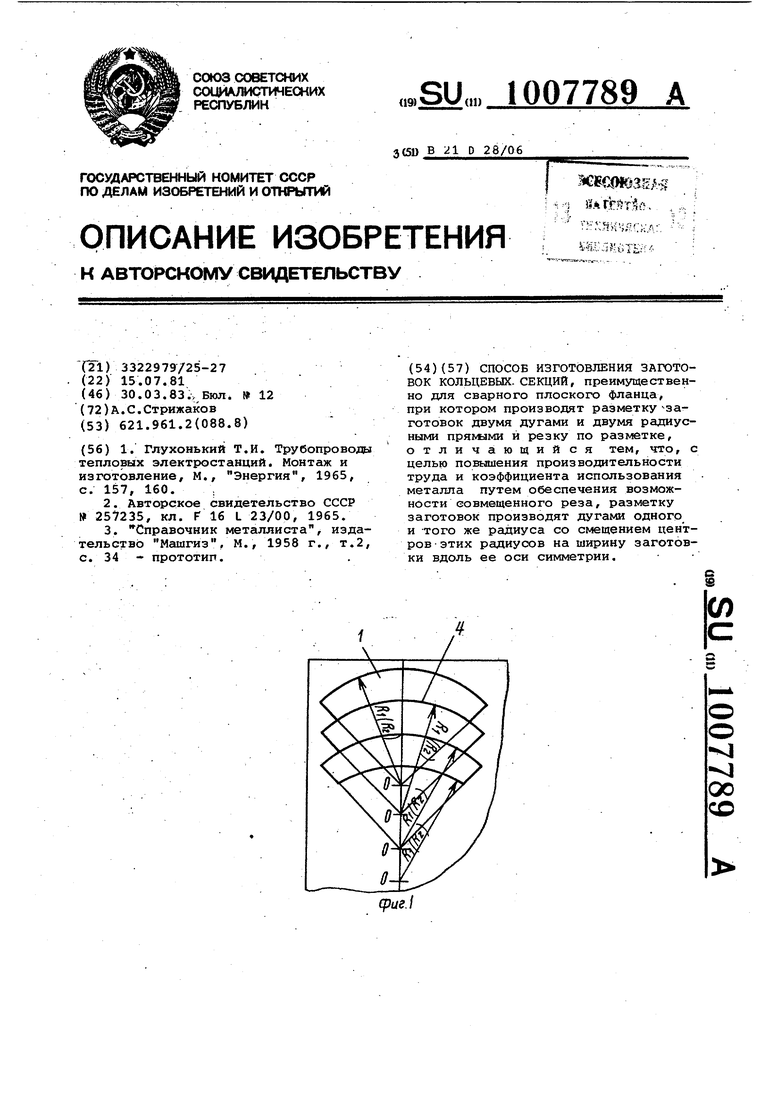
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Глухонький Т.И | |||
| Трубопроводы тепловых электростанций | |||
| Монтаж и изготовление, М., Энергия, 1965, с | |||
| Соломорезка | 1918 |
|
SU157A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Справочник металлиста, издательство Машгиз, М., 1958 г., т.2, с | |||
| Нивелир для отсчетов без перемещения наблюдателя при нивелировании из средины | 1921 |
|
SU34A1 |
