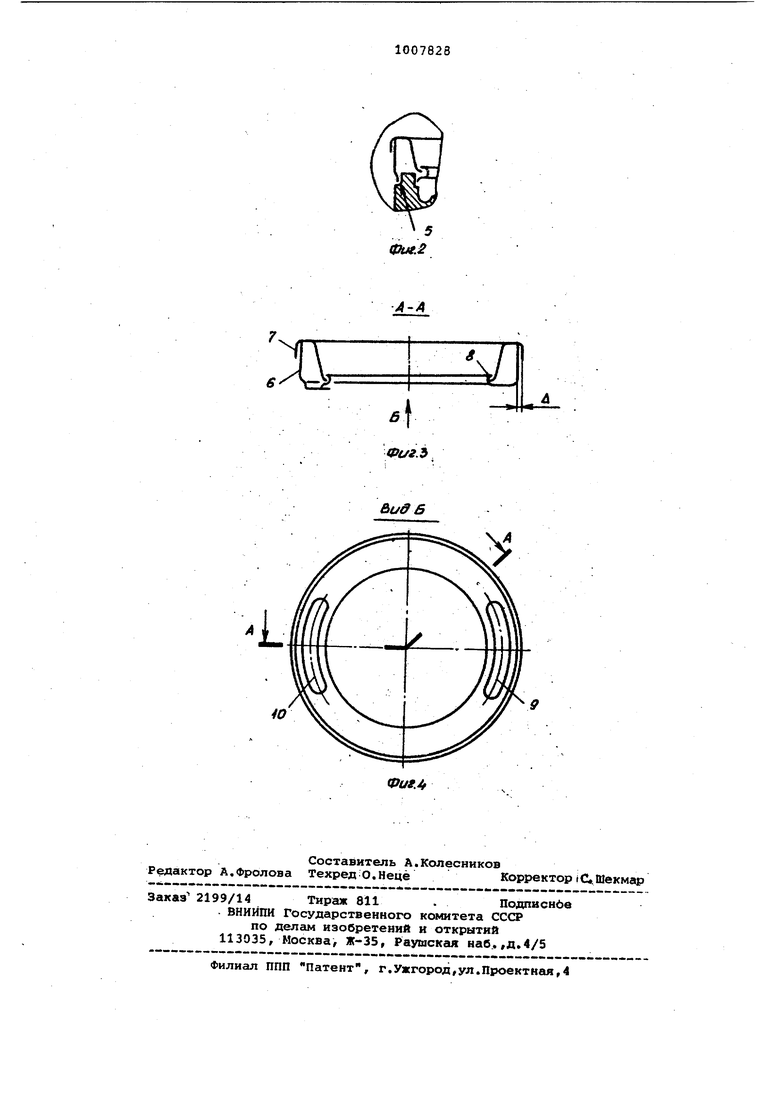
Изобретение относится к литейному производству и может быть использовано при изготовлении отливок с полостями. Известен кокиль для отливки пори ней, содержащий корпус и центральный стержень 1. Недостатком указанного кокиля яв ляется необходимость дальнейшей механической обработки для получения кольцевой охлаждающей полости порш ня. Значительные трудности связаны также с установкой соляно-смоляного стержня и последующего вымывания er из полости поршня. Наиболее близким к предлагаемому по технической сущности является ко киль для отливки поршня с охлаждаемой полостью, содержащий корпус, це тральный стержень и установленный на нем полый тонкостенный армирующий стержень 2 . Однако применение такого кокиля для отливки поршня с кольцевой полостью в виде залитого в тело поршня полого стержня требует механической обработки впускного и выпускногс) каналов. Этот недостаток усуг бляется в случае необходимости выпо нения сложной формы каналов в поршне. Цель изобретения - упрощение изготовления поршня с охлаждаемой полостью. Указанная цель достигается тем, что в кокиле для отливки поршня .с охлаждаемой полостью, содержащем корпус, центральный стержень и установленный в нем полый армирующий стержень, полый армирующий стержень выполнен из соединенных друг с друго верхней половины и нижней с отверсти ями, а центральный стержень - с выс тупами, имеющими ограничительные упо ры, при этом выступы расположены в о верстиях нижней половины и по своей конфигурации соответствует последним Впускной и выпускной каналы в те ле поршня формируются выступами центрального стержня кокиля и отверстия ми полого тонкостенного армирующего стержня и не требуют механической обработки. Для ориентации полого армирующег стержня в осевом направлении на выступах центрального стержня выполнены упоры. Тонкостенные половины полого армирующего стержня соединены между собой с зазором, величина кото рого и протяженность обеспечивают ге метичность стержня при зашивке в ко киль металла. Выполнение полого армирующего стержня из двух тонкостенных половин позволяет изготавливать их высо производительным способом холодной штамповки и этим же способом выпол нять впускное и выпускное окна. Сопряжение половин полого стержня между собой с зазором существенно снижает требования к точности штамповки, упрощая тем самым изготовление и сборку стержней. На фиг. 1 изображен кокиль для отливки поршня с охлаждаемой полостью; на фиг. 2 - вариант выполнения упора н.а выступе центрального стержня,на фиг. 3 - полый армирующий стержень, разрез А-А на фиг. 4; на фиг. 4 то же, вид по стрелке Б на фиг. 3. Кокиль . 1) содержит корпус 1, центральный стержень 2 и полый армирующий стержень 3. На центральном стержне 2 выполнены два выступа 4, снабженные ограничительными упорами 5 (фиг. 2), Полый стержень (фиг. 3 к 4) состоит из двух тонкостенных штампованных половин 6 и 7, сопряженных между собой с зазором Д и соединенных завальцовкой 8. В одной из половин выш- тампованы впускное 9 и выпускное 10 отверстия. Перед ОТЛИВКОЙ поршня полый армирующий стержень 3 одевается отверстиями 9 и 10 на выступы 4 центрального стержня 2, выведенного из корпуса кокиля 1. Сопряжение выступов 4 с отверстиями 9 и 10 обеспечивает герметизацию полого армирующего стержня 3, его центрирование и окружную . ориентацию, а упоры 5 обеспечивают ориентацию полого стержня в осевом направлении. После введения центральч ного стержня 2 в корпус кокиля 1 производится заливка в кокиль жидкого металла. Зазоры в сопряжении половин 6 и 7 полого стержня 3 и в месте сопряже- . ния выступов 4 с окнами 9 и 10 имеют величину, при которой расплавленный металл в процессе отливки не проникает внутрь полого стержня. После застывания металлацентральны стержень 2 выводится й:э кокиля и отливка поршня вынимается из разъемного корпуса 1 кокиля. Полученная отливка снабжена охлс(ждаемой полостью в виде залитого в тело поршня полого армирующего стержня, а также впускным и выпускным каналами, не -требующими механической обработки. Применение изобретения позволяв реализовать в массовом производстве изготовление поршней с охлаждаемой полостью на отечественном оборудовании, при этом практически не требуется осуществлять переустройства существующих заводов и менять принятую технологию отливки и механической обработки. Ожидо емый народнохозяйственный эффект от использования изобретения в народном хозяйстве составит 23,5 млн. руб. в год.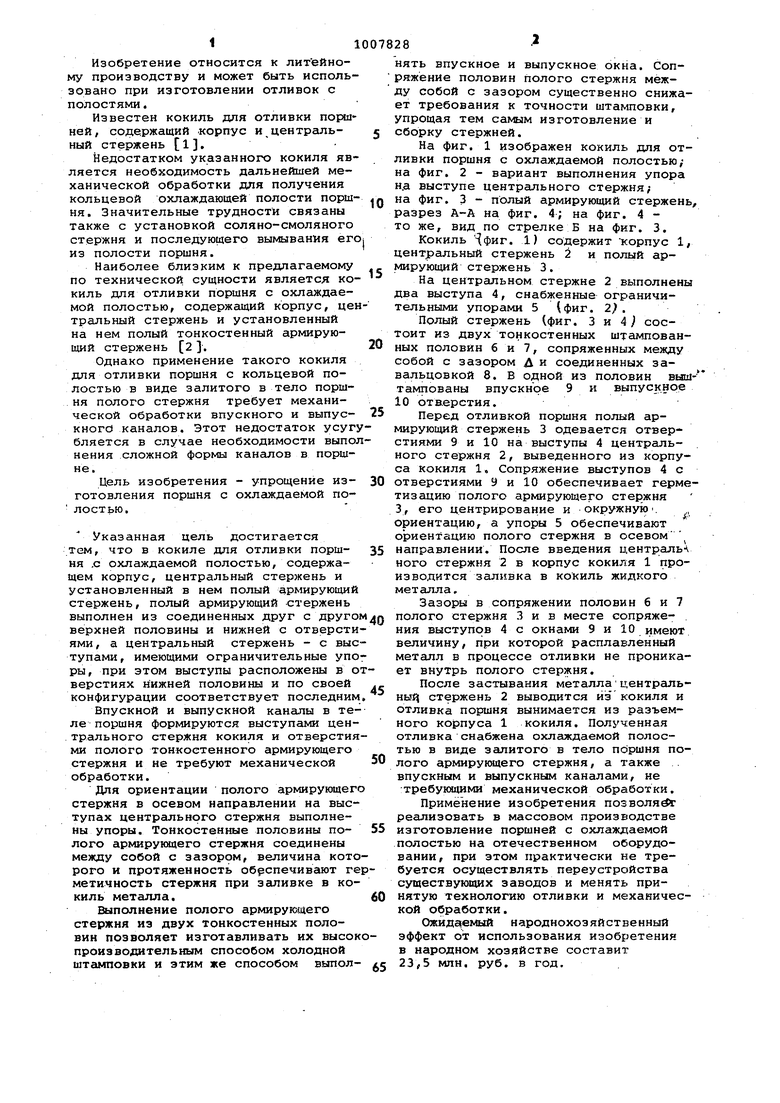
| название | год | авторы | номер документа |
|---|---|---|---|
| Литейная форма для поршней с износостойкой вставкой | 1984 |
|
SU1215860A1 |
| КОКИЛЬ ДЛЯ ОТЛИВКИ ПОРШНЯ С ОХЛАЖДАЕМОЙ ПОЛОСТЬЮ | 1995 |
|
RU2098229C1 |
| СПОСОБ ЛИТЬЯ, В ЧАСТНОСТИ, ГОЛОВКИ БЛОКА ЦИЛИНДРОВ ДВИГАТЕЛЯ | 2002 |
|
RU2306194C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МОДЕЛЕЙ ПОРШНЯ | 2009 |
|
RU2513672C2 |
| Кокиль для отливки колец с двухсторонней наружной и внутренней конусностью | 1982 |
|
SU1036442A1 |
| Охлаждаемый стержень для металлической формы | 1987 |
|
SU1544526A1 |
| Линия кокильного литья | 1982 |
|
SU1061922A1 |
| ЛИТЕЙНАЯ ФОРМА ДЛЯ ОТЛИВКИ ЛИТОЙ ДЕТАЛИ И ПРИМЕНЕНИЕ ТАКОЙ ЛИТЕЙНОЙ ФОРМЫ | 2007 |
|
RU2432223C2 |
| Кокиль для литья головки блока цилиндров из алюминиевых сплавов | 1991 |
|
SU1803256A1 |
| Машина для отливки металлических изделий | 1943 |
|
SU65276A1 |
КОКИЛЬ ДЛЯ ОТЛИВКИ ПОРШНЯ С ОХЛАЖДАЕМОЙ ПОЛОСТЬЮ, содержащий корпус, центральный стержень и установленный .на нем полый армирующий стержень, отличающийся тем, что, с целью упрощения изготов ления поршня с охлаждаемой полостью полый армирующий стержень выполнен , из соединенных друг с другом верхней половины и нижней с отверстиями, а центральный стержень - с выступающи ми,кмекшлмя ограничительные упоры, при этом выступы расположены в отверстиях нижней половины и ПС своей конфигурации соответствуют последним. (Л эо |ЮО
Л
Ю
М
Фиг.Ъ
йидб
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Смеситель для приготовления стержневых и формовочных смесей | 1977 |
|
SU650711A1 |
| Способ очистки нефти и нефтяных продуктов и уничтожения их флюоресценции | 1921 |
|
SU31A1 |
