«
Изобретение относится к литейному производству и может быть использовано для получения поршней двигателей внутреннего сгорания.
Цель изобретения - повьшение производительности и расширения номенклатуры отливаемых поршней.
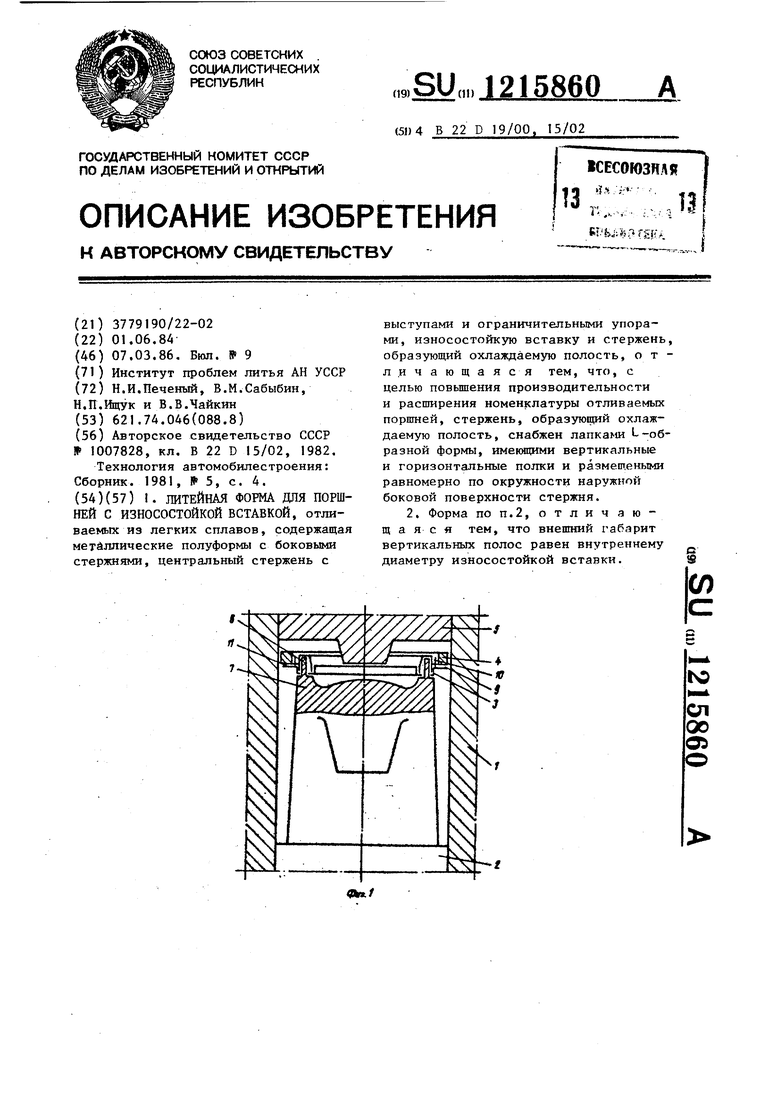
На фиг.1 изображена литейная форма для отливки поршней с износостойкой вставкой и охлаждаемой полостью, разрез; на фиг.2 - полый армирующий стержень; на фиг.З - разрез А-А на фиг.2; на фиг.4 - металлическая форма для отливки поршней с износостойкой вставкой и герметически закрытой облегчающей полостью, разрез; на фиг.З - то же,с верхним центральным стержнем для отливки поршней с износостойкой вставкой и охлаждаемой или облегчающей полостью.
Литейная форма состоит из металлических полуформ 1, центрального стержня 2, полого армирующего стержня 3 и износостойкой вставки 4.
Полуформы 1 собираются вокруг поддона 5. Центральный стержень 2 имеет выступы 6 по форме отверстий в полом армирующем стержне и ограничительные упоры 7.
Полый армирующий стержень 3 состоит из двух тонкостенных штампованных половин, соединенных между собой при помощи кернения или завальцовки. В одной из половин выштампованы впускное и. выпускное отверстия 8 и фиксирующие лапки 9, имеющие вертикальную 10 и горизонтальную 11 полочки, при этом наибольшее расстояние пр диаметру армирующего стержня 3 между вертикальными полочками 10 равно внутреннему диаметру износостойкой вставки, а между горизонтальными назначается конструктивно.
Габариты полочек выбраны исходя из их функционального назначения. Вертикальные полочки 10 центрируют износостойкую вставку 4 относительного полого армирующего стержня 3, поэтому их габаритный размер равен внутреннему диаметру вставки 4. Горизонтальные полочки 11 служат для удерживания износостойкой вставки 4, поэтому их габаритный размер должен быть больше внутреннего диаметра вставки 4, но меньше наружного, чтобы при механической обработке и в процессе эксплуатации отливки они не вскрылись.
15860
Перед отливкой поршня износостойкая вставка 4 укладывается на фиксирующие лапки 9 армирующего стержня 3 таким образом, что вертикальные по- 5 лочки 10 совмещают ее ось с осью армирующего стержня, а горизонтальные полочки 11 выставляют на требуемую в отливке высоту относительно армирующего стержня. Соединенные таким
10 образом износостойкая вставка 4 и полый армирующий стержень 3 укладываются в полость формы отверстиями 8 на выступы 6 центрального стержня 2 до упора в ограничительные упоры
5 7. При зтом происходит герметизация полого армирующего стержня.3 от заливов жидкого металла, центрирование, окружная и осевая ориентации армирующего стержня 3 и износостой20 кой вставки 4.
Форма собирается, и заливается жидкий металл. После застывания металла форма разбирается и вьшимается отливка поршня, снабженная охлаждае25 мой полостью, с впускнь1М и вьтуск- ным каналами и износостойкой вставкой.
Кроме поршней с износостойкой вставкой и охлаждаемой полостью мож30 но получать .поршни с износостойкой .вставкой и герметически закрытой облегчающей полостью, что уменьшает, массу и теплопроводность поршня и тем самым повьшгает эксплуатационные
35 характеристики двигателя. Для этого полый армирующий стержень 3 выполняется без отверстий 8 и укладывается фиксирующими лапками 9 на износостойкую вставку, которая крепится в про40 точке корпуса (фиг.4) или на выступах на внутренней поверхности полости формы.
Можно также получать поршни с износостойкой вставкой и с охлаждаемой
5 или облегчающей полостью на литейных машинах с верхним центральным стержнем (фиг.5). Для этого в поддоне 5 выполняется проточка под износостойкую вставку 4, а полый армирующий
50 стержень 3 устанавливается на ней.
Таким образом, применение металлической формы для отливки поршней с износостойкой вставкой и охлаждаемой полостью, в которой полый арми5 руюший стержень выполнен с фиксирующими лапками, имеющими вертикальную и горизонтальную полочки, позволяет облегчить изготовление поршней за
счет упрощения установки стержня для образования охлаждаемой полости и износостойк ой вставки и устранения операции вымывания стержня, расширить номенклатуру отливаемых поршней Форма может применяться на литейных машинах с верхним центральным стержнем за счет возможности крепления к полуформам или центральному стерткню
15860
только одного элемента или износостойкой вставки или полого армирующего стержня. При этом повыщается производительность на 12-23% за счет сов5 мещения операций (в полость формы износостойкая вставка и полый арми- рующий стержень укладываются одновременно) и исключения операции вымывания (на 50-70%).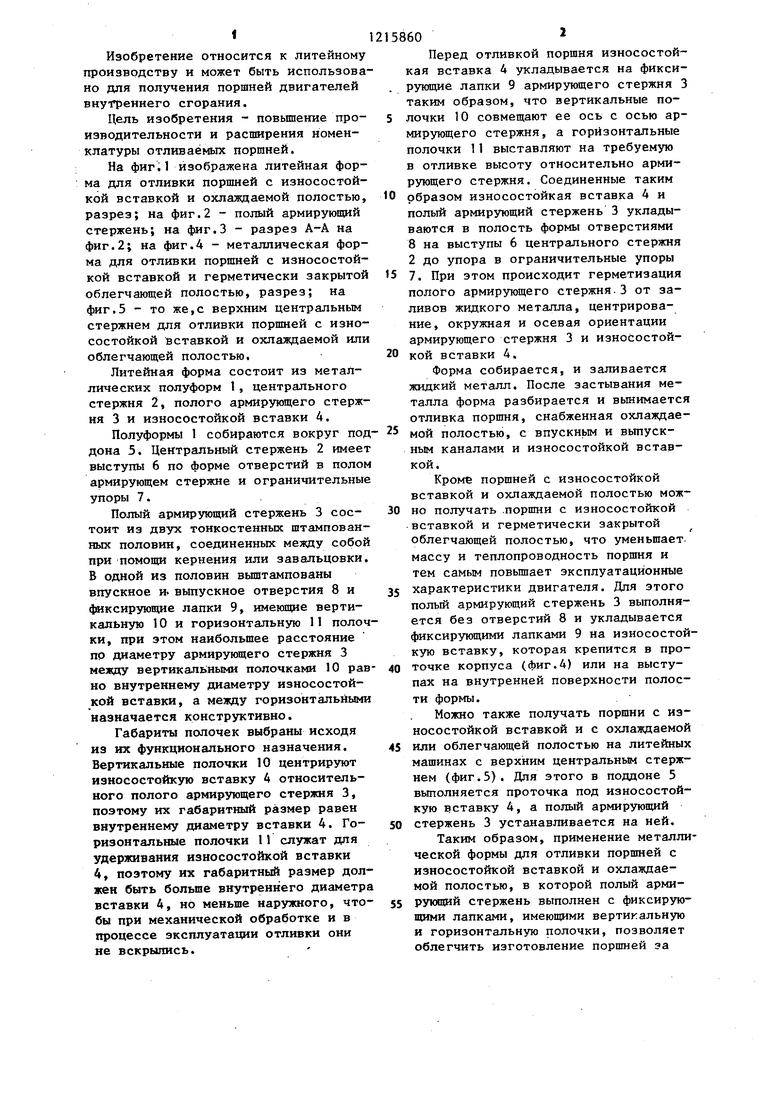

| название | год | авторы | номер документа |
|---|---|---|---|
| КОНСТРУКЦИЯ ЦЕНТРАЛЬНОГО СТЕРЖНЯ БОКОВОЙ РАМЫ И СООТВЕТСТВУЮЩИЙ СПОСОБ | 2017 |
|
RU2719219C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МОДЕЛЕЙ ПОРШНЯ | 2009 |
|
RU2513672C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАЗЪЕМИЫХ МЕТАЛЛИЧЕСКИХ | 1973 |
|
SU387785A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВКИ ПОВЫШЕННОЙ ИЗНОСОСТОЙКОСТИ | 2000 |
|
RU2192938C2 |
| Пресс-форма для литья поршней | 1984 |
|
SU1271645A1 |
| Кокиль для отливки поршня с охлаждаемой полостью | 1982 |
|
SU1007828A1 |
| Литейная форма для отливки охлаждаемых элементов | 1979 |
|
SU876285A1 |
| ЛИТЕЙНАЯ ФОРМА | 1991 |
|
RU2030249C1 |
| Пресс-форма для литья под давлением отливок, армированных трубками | 1987 |
|
SU1480961A1 |
| СПОСОБ ФОРМОВКИ НА АВТОМАТИЧЕСКИХ ФОРМОВОЧНЫХ ЛИНИЯХ С ГОРИЗОНТАЛЬНЫМ РАЗЪЕМОМ ФОРМЫ | 2011 |
|
RU2532716C2 |
//
А-А
fФи.У
Y////777.
фиг. 4
Фиг.
Редактор И.Савко
Составитель В.Николаев
Техред О.НецеКорректор В. утнт а
935/12Тираж 757Подписное
ВИНИЛИ Государственного комитета СССР по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал rain Патент, г. Ужгород, ул. Проектцля, Д
| Кокиль для отливки поршня с охлаждаемой полостью | 1982 |
|
SU1007828A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Технология автомобилестроения: Сборник | |||
| Приспособление для изготовления в грунте бетонных свай с употреблением обсадных труб | 1915 |
|
SU1981A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
