2. Устройство по п.1, о т л ичающёеся тем, что узел натяжения направляющей ленты выполнен в виде закрепленной в фильере планки с отверстиями, гаек с винтами, установленных в указанных отверстиях и связанных фиксатором для обеспечения заданного зазора между свариваемыми кромками, а направляющая лента закреплена в упомянутой планке.
3. Устройство по П.1, о т л ичающееся тем, что узел поджима заготовок одна к другой выполнен в виде закрепленной в фильере корытообразной направляющей и гибкой ленты, закрепленной между противоположными стенками указанной направляющей, а также блока прямоугольных шайб, смонтированных на гибкой ленте I и подпружиненных относительно нее.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формовки и сварки прямошовных особотонкостенных труб | 1981 |
|
SU997896A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ВЕРТИКАЛЬНОЙ СВАРКИ ПЛАВЛЕНИЕМ ПО ЩЕЛЕВОЙ РАЗДЕЛКЕ | 2015 |
|
RU2598746C1 |
| Установка для сборки и сварки пустотелых изделий | 1980 |
|
SU912466A1 |
| Устройство для сборки и сварки двух продольных швов прямоугольных изделий | 1985 |
|
SU1338998A1 |
| СВАРОЧНАЯ КЛЕТЬ ДЛЯ СБОРКИ И СВАРКИ ТРУБ КОНЕЧНОЙ ДЛИНЫ | 2003 |
|
RU2243840C2 |
| АВТОМАТИЧЕСКАЯ СВАРОЧНАЯ МАШИНА ДЛЯ ПРОДОЛЬНОГО ОРЕБРЕНИЯ ТРУБ | 2021 |
|
RU2785395C1 |
| СВАРОЧНАЯ КЛЕТЬ ДЛЯ СБОРКИ И СВАРКИ ТРУБ КОНЕЧНОЙ ДЛИНЫ | 2008 |
|
RU2361691C1 |
| СТАН ДЛЯ СБОРКИ И СВАРКИ ПРЯМОШОВНЫХ ТРУБ ИЗ ДВУХ ПОЛУЦИЛИНДРОВ | 2005 |
|
RU2287389C1 |
| Сварочная головка | 1987 |
|
SU1530388A1 |
| Устройство для сборки и сварки | 1980 |
|
SU925608A1 |

1. УСТРОЙСТВО ДЛЯ СБОРКИ И СВАРКИ ПРОДОЛЬНЫХ ШВОВ КОЛЬЦЕКЛХ ЗАГОТОВОК, Содержащее корпус, в котором смонтирована кассета для загото вок и фильера для совмещения свариваемых кромок заготовок, а также фиксатор для. обеспечения заданного зазора между свариваемыми кромками, отличающееся тем, что, с целью повыиения качества путем обеспечения стабильного минимального зазора между св-приваемами кромками, устройство снабжено направляющей лентой для обеспечения заданного зазора между свариваемыми кромками, закрепленной на фиксаторе, и размещенны-, ми в фильере узлом натяжения указанной ленты и узлом поджИма заготовок одна к другой. (Л с 00 X со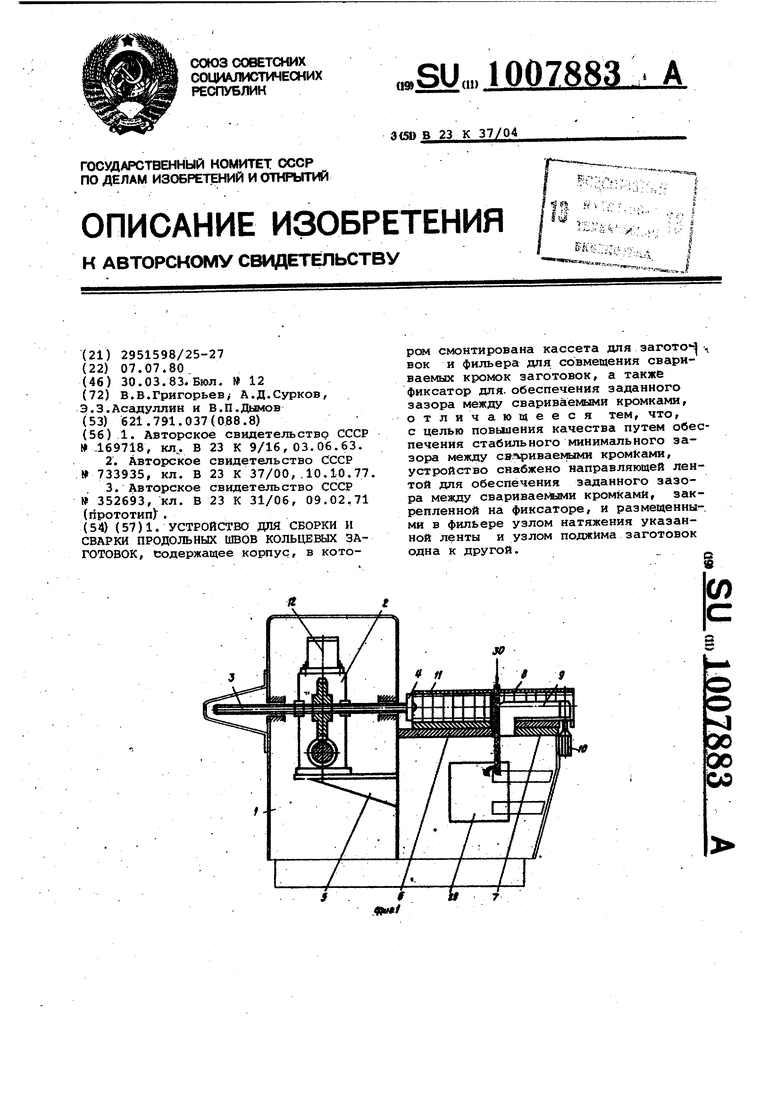
Изобретение относится к машиностроению, в частности к устройствам и автоматическим установкам для сварки продольных стыковыхшвов кольцевы заготовок..
Известна устновка для сварки продольных швов обечаек, состоящая из корпуса, консоли, сварочной горелки, к1еханизма ее перемещения, электрогазопровода, дополнительной консол .расположенной выше и параллельно ниж ней консоли и оснащенной направляющими для перемещения сварочной горелки , при этом во внутренней ее полост закреплены пневмоприжимы. Эта установка позволяет сваривать стыковые швы большой протяженности ij .
Недостатком известной установки является малая производительность.
Известна также установка для двусторонней автоматической сварки обечаек, содержащая корпус, консоли, сварочные головки, механизм перемещения головок и шланги для подвода питания сварочных головок с механизмом уборки шлангов, поворотные горизонтальные упоры, установленные во внутренней полости нижней консоли, пружинящие пластины для установки свариваемой заготовки, формующие ролики, установленные на горелках. Такая установка высокопроизводительна и позволяет сваривать стыковые швЬй с высоким качеством 2J .
Недостаток ее - сложность кинематической схемы и невозможность сварки колец малого диаметра.
Наиболее близким к предлагаемому по технической сущности и достигаемому результату является устройство для сборки и сварки продольных швов кольцевых заготовок, содержащее корпус, в котором смонтирована кассета для заготовок и фильера для совмещения свариваемых кромок заготовок , а также фиксатор для обеспечения заданного зазора между свариваемыми кромками И
Цель изобретения - повышение качества путем обеспечения стабильно-го минимального зазора между свариваемыми кромками.
Поставленная цель достигается те ,что устройство для сборки и сварки продольных швов кольцевых заготовок содержащее корпус, в котором смонтирована кассета для заготовок и фильера для совмещения свариваемых кромок заготовок, а также фиксатор для обеспечения заданного зазора между свариваемыми кромками, снабжено направляющей лентой для обеспечения Зсщаннрго зазора между свариваемыми кромками закрепленной на фиксаторе, и размещенными в фильере узлом натяжения указанной ленты и узлом поджима заготовок одна к другой. Узел натяжения направляющей ленты выполнен в виде закрепленной в фильере планки с отверстиями, гае с винтами, установленных в указанных отверстиях и связанных фиксатором для обеспечения заданного зазора между свариваемыми кромками, а направляющая лента закреплена в упомянутой планке.
Узел поджима заготовок одна к другой выполнен в виде закрепленной в фильере корытообразйой направляющей и гибкой ленты, закрепленной между противоположными стенками указанной направляющей, а также блока прямоугольных шайб, смонтированных на гибкой ленте и подпружиненных относительно нее.
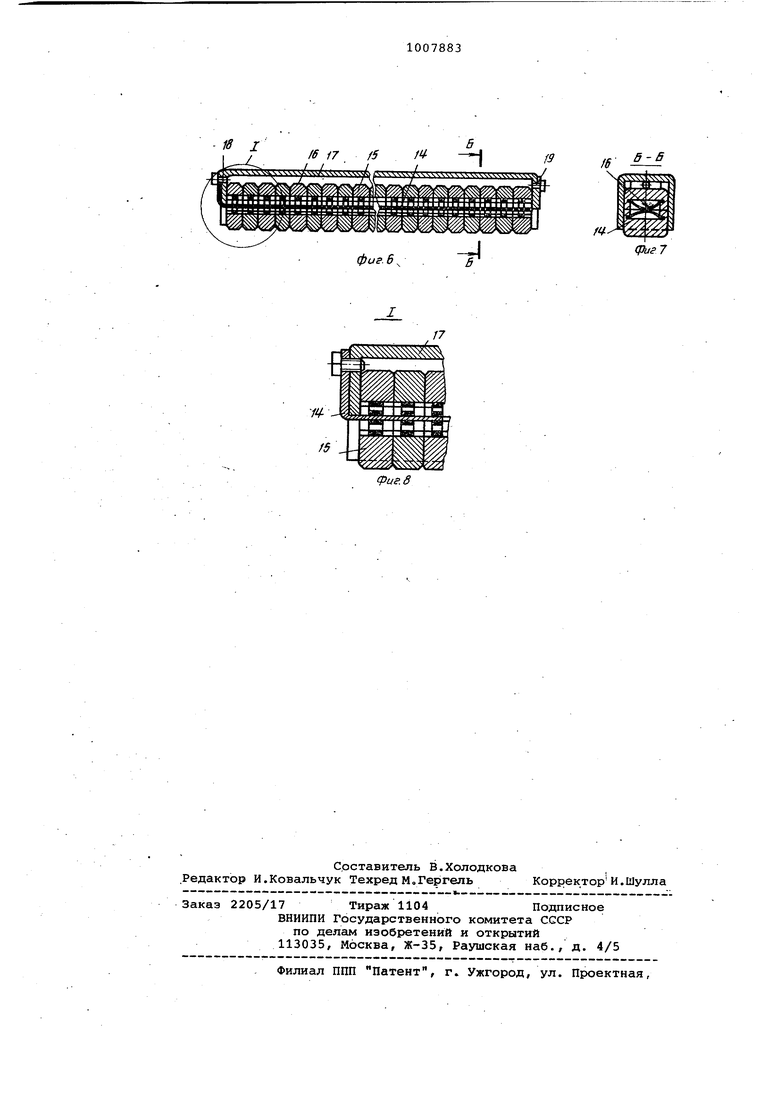
На фиг.1.- показана установка, общий вид; на фиг.2 - фильера устройства ; на фиг . 3 - разрез А-А на фиг.2 на фиг.4 -.узел натяжения направляющей ленты, вид сбоку; на фиг.5 - то же, вид сверху; на фиг.6 узел поджима заготовок; на фиг. 7 разрез Б-Б на фиг . 6, на фиг. 8 узел I на фиг.6.
: Установка состоит из корпуса 1, редуктора 2 с винтом 3 и шайбой 4, кронштейна 5, на котором установлен
редуктор, стола 6, подставки 7, фильеры 8, горелок 9 и 10, кассеты 11, двигателя 12, В фильере 8 установлен узел 13 поджима заготовок. На гибкой ленте 14 узла 13 поджима смоНтирован блок. 15 прямоугольных шайб с пластинчатыми пружинами 16. Узел 13 поДжима заготовок выполнен в виде корытообразной направляющей 17, в которой между ее торцовыми стенками натянута гибкая лента 14. Направляющие 17 скрепляются с гибкой лентой 14 крепежными винтами 18 и 19. В нижней части фильеры 8 расположен фиксатор 20 для обеспечения заданного зазора и узел 21 натяжения направляющей ленты.
Узел натяжения направляющей ленты включает в себя планку 22, в которой выполнены два отверстия со сфери1 ескими опорными поверхностями. Сферические поверхности планки 22 взаимодействуют со сферическими на.ружными поверхностями гаек 23. В резьбовые отверстия гаек 23 установлены нажимные винты 24 и штифты 25, которые своими цилиндрическими концами взаимодействуют с гнездами 26 фиксатора 20. Крепление направляющей ленты 27 на планке 22 осуществляется при помощи штифта 28, который своей цилиндрической поверхностью входит в отверстие, выполненное на конце направляющей ленты 27. Штифт 28 установлен в ступенчатом глухом пазу планки 22, который выполнен в промежутке между отверстиями со сферическими поверхностями перпендикулярно плоскости, в которой лежат оси этих отверстий. В корпусе 1 расположено электронное устройство 29 с фотодатчиком 30.
Устройство работает следующим образом.
На стол б устанавливается кассета 11 с заготовками и включается привод подачи заготовок, состоящий из редуктора 2 с винтом 3 и шайбой 4. При приближении заготовок к месту сварки автоматически включается сварочный ток горелок 9 и 10, и заготовки начинают свариваться по месту стыка крсмок заготовок. Одновременно с началом движения заготовок включается электронное пороговое устройство 29 с фотодатчиком 30. Выходя из , кассеты, заготовки проходят фотодатчик 30, регистрирующий плотность прижатия заготовок между собой и, продвигаясь по фильере, сходят с направляющего фиксатора 20. Сварочные горелки включаются лишь при определенной степени прижатия заготовок друг к другу или при определенном зазоре
0 между заготовками.
Узел натяжения направляющей ленты обеспечивает прямолинейное направление свариваемых заготовок, не нарушая заданного зазора до момента начала сварки. Узел натяжения ленты при по5мощи регулировочных винтов 24, плавающих гаек 28 и планки. 22 позволяет выдержать равный минимальный зазор ПО всей длине стыка свариваемой кольцевой заготовки, а следователь0но, уменьшить продольные остаточные напряжения. Корытообразные направляющие 17 с гибкой металлической лентой 14 и прямоугольными плавающими шайбами 15 обеспечивают плавное, сво5бодное прохождение, кольцевых заготовок по направляющей ленте 27 до места сварки. При этом обеспечивается отсутствие зацеплений о стыки филье.ры 8 и не требуется применения по0дающего механизма большой мощности.
Гибкая металлическая лента 14 позволяет обеспечить свободное проIхождение заготовок, а плавающие шайбы 15 компенсируют ступенчатость в ряду. При этом не нарушается равномерная подача заготовок в область сварки, не портится наружная поверхность заготовок и не происходит заклинивания подающего механизма.
В целом с применением кассеты с заготовками фильеры с фиксатором и подвижными шайбами устройство обеспечивает необходимую производительность сварки при повышенной надежности и качестве сварки.
Кроме того, применение фильеры позволяет создать хорошую защиту зоны сварки, что положительно влияет на качество сварки, а применение предложенной конструкции фиксатора с направляющей лентой и подвижных шайб позволяет упростить устройство. фиг. 6 (риг 7
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| УСТАНОВКА КОНСОЛЬНОГО ТИПА ДЛЯ ДВУХСТОРОННЕЙ ДУГОВОЙ АВТОМАТИЧЕСКОЙ СВАРКИ ЛИСТОВ И ОБЕЧАЕК В СРЕДЕ ЗАЩИТНОГО ГАЗА | 1963 |
|
SU169718A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
