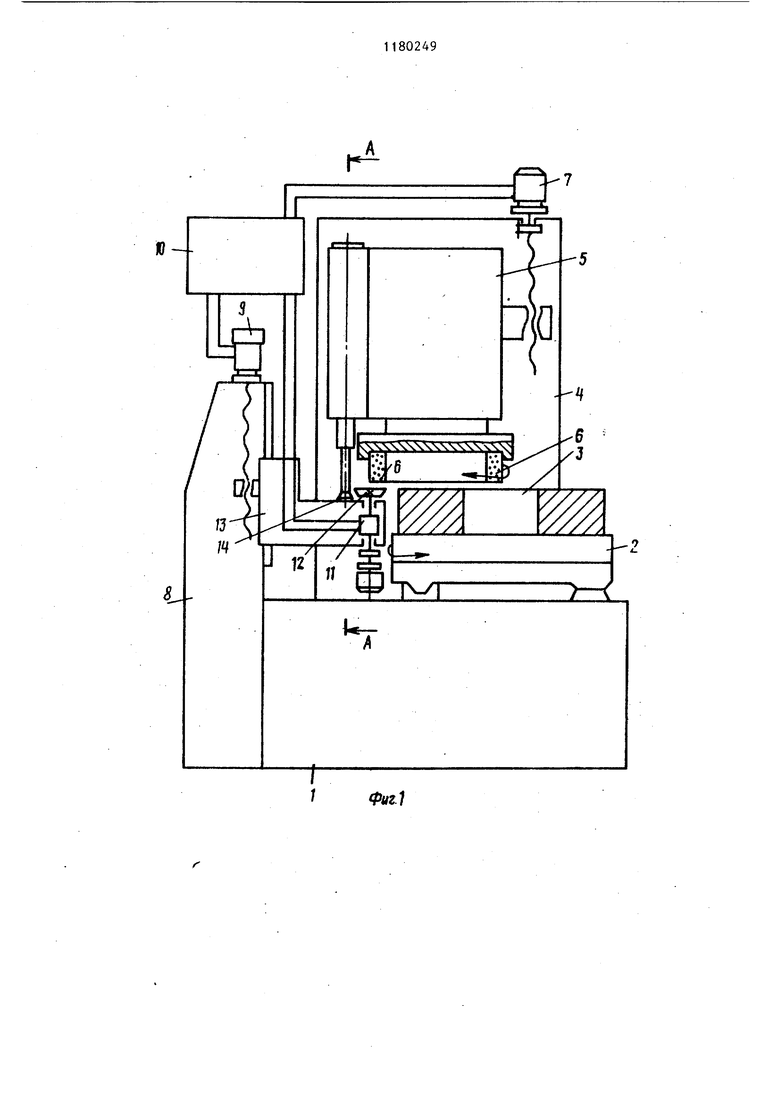
Изобретение относится к станкостроению, Цель изобретения - повышение надежности за счет однонаправленности усилия пружины и веса штанги. На фиг. 1 изображена схема станка с числовым программным управлением ЧПУ; на фиг. 2 - разрез А-А на фиг. На станине станка 1 установлен стол 2 с деталью 3. На колонне 4 неподвижно установлена шпиндельная бабка 5 с шлифовальным кругом 6 и приводом 7 ее вертикального перемещения. Устройство 8 для правки имеет привод 9, связанный с системой ЧПУ 1 Датчик 11 касания круга 6с инструментом для правки - алмазом 12 служит для выдачи команд системы ЧПУ 10. , На каретке 13 устройства 8 для правки установлен упор 14, а в шпин дельной бабке - подпружиненная штан 15 со скользящим кулаком 16, смонтированньв- на штанге с трением, превышающим вес кулака. На-кулаке 16 закреплен кулак 17, взаимодействующ с конечными выключателями 18 и 19 системы путевого управления, служащими для получения команд соответственно Переход с ускоренного пере мещения на форсированную подачу и Переход с форсированной подачи на рабочую. На штанге 15 закреплен кулак 20, взаимодействующий с конечными выклю чателями 21-23 системы путевого уп-. равления. Конечные выключатели 21-23 дают команды соответственно Сегменты изFJшeны, Кольцевой круг изношен Система взведена. Для взвода системы служит электр магнит 24, управляющий упором 23. В корпусе шлифовальной бабки 5 расположены жесткие упоры 26-28. Упоры 26 и 28 взаимодействуют с кулаком 16 а упор 27 - с упором штанги 15. Станок работает следующим образо Шпиндельная бабка 5 перемещается ускоренно вниз. Когда расстояние между тордом шлифовального круга 6 и алмазом 12 станет равным величине последующего выбега шлифовальной бабки 5, торец штанги 15 коснется упора 14, и так как шлилдельная бабка 5 продолжает перемещаться, кулак 17 воздействует на конечный выключатель 18, который дает команд 1 2 на переключение привода 7 шпиндельной бабки 5 с ускоренного хода на форсированную подану. После зтого кулак 17 воздействует на конечный выключатель 19, который дает команду на переключение привода 7 шпиндельной бабки 5 с форсированной подачи на рабочую. Когда штанга 15 касается упора 14, зазор между торцом кулака 16 и упором 26 равен зазору между шлифовальным кругом 6 и алмазом 12.. В связи с этим касание упора 26 с кулаком 16 происходит одновременно с касанием шлифовального круга 6 с алмазом 12, а так как последний установлен при этом на уровне поверхности детали 3, то одновременно с началом обработки. С этого момента штанга 15, находящаяся на упоре 14 устройства 8 для правки, и скользящий кулак 16 будут перемещаться одна относительно другого только на величину износа круга 6, запоминаемую положением кулака 16 относительно штанги 15. Когда износ достигает величины, предельной для данного момента, например сегментов,конечный выключатель 21, срабатьшаюгЦий от кулака 20, дает соответствующий сигнал, а при использовании другого инструмента с большим износом, например кольцевого круга, аналогичный сигнал вьщает конечный выключатель от зтого же кулака 20., После смены либо выдвижения абразивного инструмента для продолжения работы производится взвод системы. При этом электромагнит 24 отводит упор 25, подпружиненная штанга 15опускается до жесткого упора 27 в корпусе шпиндельной бабки 5, а так как движение кулака 16 ограничено упором 28, то он займет относительно штанги 15 исходное (верхнее) положение. При последующем движении шпиндельной бабки 5 вниз штанга 15 с кулаком 16вернется в начальное положение. Это обеспечивается тем, что расстояние между упорами 25 и 27 штанги 15 равно сумме расстояний между упором 26, кулаком 16 и упором 28, за вычетом величины выбега шпиндельной бабки 5. Причем эта величина выполнена большей или равной величит1е наибольшего износа шлифовального круга.
ю
6 /J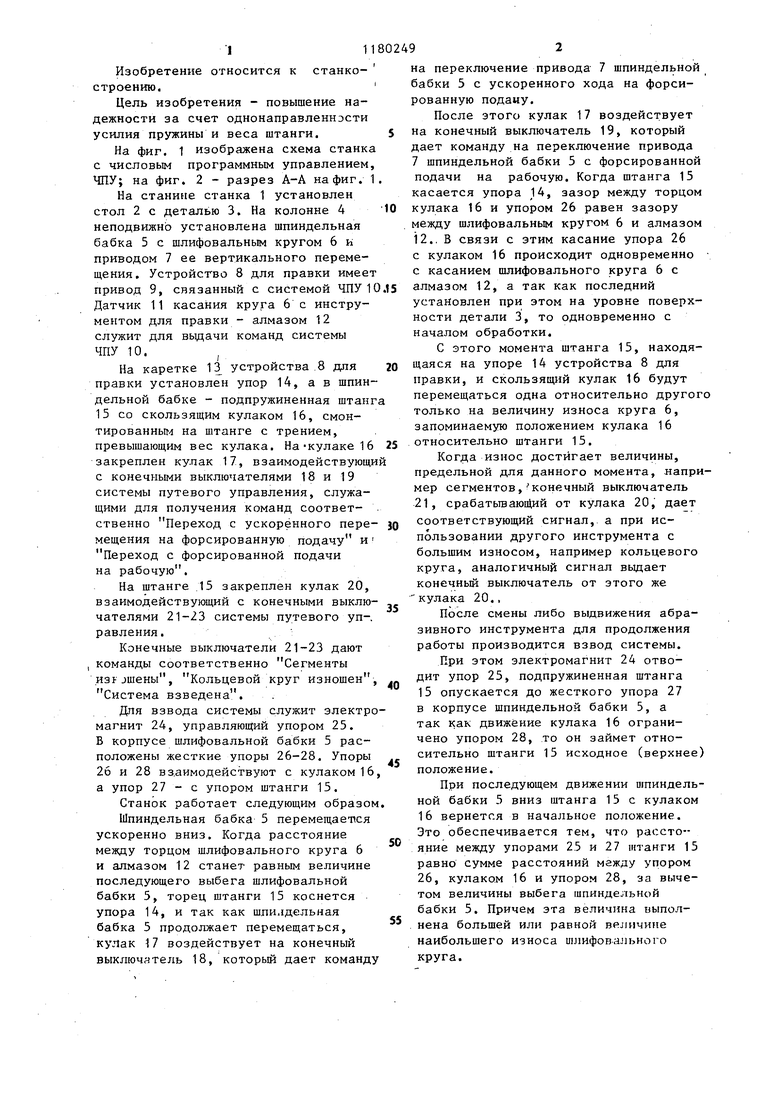
| название | год | авторы | номер документа |
|---|---|---|---|
| Плоскошлифовальный станок с числовым программным управлением | 1981 |
|
SU1007946A2 |
| УСТРОЙСТВО РАДИАЛЬНОЙ ПОДАЧИ БАБКИ ИЗДЕЛИЯ | 1969 |
|
SU253612A1 |
| Шлифовальный станок | 1983 |
|
SU1114525A1 |
| Шлифовальный станок с числовым программным управлением | 1985 |
|
SU1316795A1 |
| ШЛИФОВАЛЬНАЯ БАБКА ВНУТРИТОРЦЕШЛИФОВАЛЬНОГОСТАНКА | 1970 |
|
SU266619A1 |
| Круглошлифовальный станок с ЧПУ | 1977 |
|
SU1144852A1 |
| Устройство для шлифования | 1981 |
|
SU1024245A1 |
| Способ изготовления деталей на плоскошлифовальных станках | 1989 |
|
SU1808660A1 |
| ДВУСТОРОННИЙ ПЛОСКОШЛИФОВАЛЬНЫЙ ПОЛУАВТОМАТ | 1971 |
|
SU295655A1 |
| Абразивно-отрезной станок | 1982 |
|
SU1096085A2 |
ПЛОСКОШЛИФОВАЛЬНЫЙ СТАНОК С ЧИСЛОВЫМ ПРОГРАММНЫМ УПРАВЛЕНИЕМ, содержащий шпиндельную бабку, устройство для правки круга и систему путевого управления с конечными выключателями, отличающи йс я тем, что, с целью, повьшения надежности, система путевого управления выполнена в виде установленной с возможностью перемещения на шпиндельной бабке и предназначенной для взаимодействия с устройством для правки круга штанги с кулаками, первый из которых установлен с возможностью скольжения и предназначен для взаимодействия с упорами на шпиндельной бабке и конечными выключателями, обеспечивающими переключение подач, второй кулак установлен жестко на первом кулаке, третий жестко на штанге, причем второй и третий кулаки предназначены для взаимодействия с конечными выключа(Л телями системы путевого управления соответственно Круг изношен и Ввод произведен.
фиг.
| Плоскошлифовальный станок с числовым программным управлением | 1981 |
|
SU1007946A2 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
