Изобретение относится к устройствам для пакетирования и транспортирования изделий на поддонах, в частности для производства рулонных материалов.
Известна линия для пакетирования и транспортирования изделий на поддонах, содержащая подающий механизм, расположенный соосно ему механизм формирования пакетов, устройство для подачи поддонов и отводящий механизм 1.
Недостатком известного устройства является низкая производительность вследствие невозможности автоматизировать процесс укладки рулонов.
Цель изобретения - повыщение производительности.
Поставленная цель достигается тем, что линия для пакетирования и транспортирования изделий на поддонах, содержащая подающий механизм, расположенный соосно ему механизм формирования пакетов, устройство для подачи поддонов и отводящий механизм, снабжена передаточными устройствами, конвейером-накопителем пакетов порожних поддонов и секционным конвейером-накопителем с числом секций, равным числу механизмов формирования пакетов, при этом упомянутый секционный конвейернакопитель расположен перпендикулярно направлению подачи изделий в механизм формирования пакетов, а приводная звездочка каждой секции конвейера-накопителя расположена от продольной оси механизма формирования пакетов на расстоянии t onределяемом по формуле
где В -длина поддона;
2-растояние между пакетами поддонов.
Кроме того, одно передаточное устройство расположено соосно конвейеру-накопителю пакетов порожних поддонов, а другое - соосно механизму формирования пакетов.
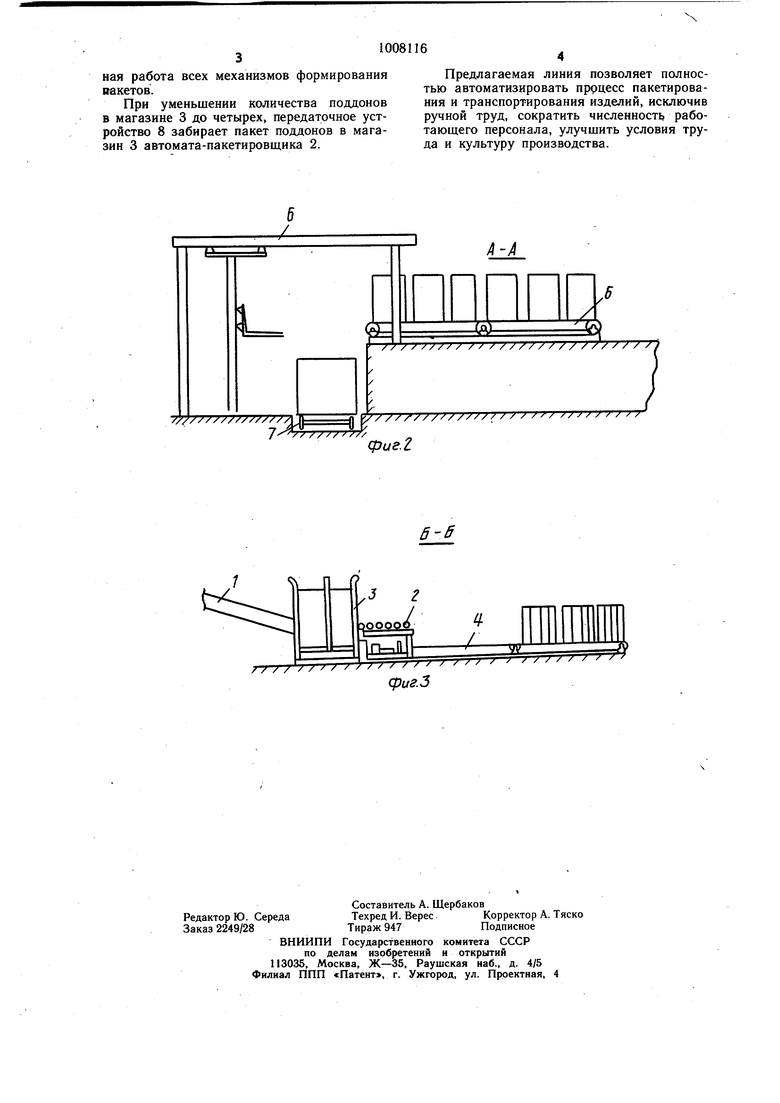
На фиг. 1 изображена предлагаемая линия; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 1.
Линия состоит из подающего механизма 1, принимающего рулоны рубероида от рулоноделательного станка (не показан), механизма 2 формирования пакета, с магазином 3 поддонов, отводящего механизма 4, конвейера-накопителя 5 пакетов пустых поддонов, передаточного устройства 6, секционного конвейера-накопителя 7, передаточного устройства 8.
Работа линии осуществляется следующим образом.
Рулоны рубероида, поступающие от рулоноделательного станка подающим механизмом 1 (ленточный транспортер) подаются в механизм 2 формирования пакетов, который их устанавливает в количестве 20- 24 щтук на поддон в зависимости от марки.
Затем,загруженный поддон подается на отводящий механизм 4, представляющий собой цепной конвейер, состоящий из двух приводных секций, каждая из которых работает самостоятельно.
При заполнении первой секции механизма 4 загруженными поддонами последние передаются на вторую секцию, с которой происходит разгрузка поддонов с рулонами на склад готовой продукции (не показан).
Такое выполнение конвейера позволяет ликвидировать жесткую зависимость работ автомата-пакетировщика от разгрузки загруженных поддонов, так как на первой секции происходит накопление груженых поддонов независимо от разгрузки на второй секции.
Прибывающие пакеты пустых поддонов устанавливаются на конвейер-накопитель 5. Устройство его и принцип работы аналогичны конвейеру 4. Наличие двух секций конвейера-накопителя 5 позволяет вести съем пустых пакетов поддонов независимо от их загрузки. Конвейер-накопитель 5 накапливает пакеты пустых поддонов и подает их к передаточному устройству 6, которое принимает пакеты поддонов с конвейера 5 и устанавливает их на первую секцию секционного конвейера-накоцителя 7, где происходит их накопление за счет щагового перемещения первой секции конвейеранакопителя.
Секционный конвейер-накопитель 7 представляет собой цепной конвейер, состоящий из такого количества приводных секций, которое равно количеству установленных механизмов формирования пакетов, приводиая звездочка каждой секции установлена от оси механизма формирования пикетов на расстоянии t, определяемом по формуле
t,
С,t
где EI -длина поддона;
2 - расстояние между пакетами поддонов.
После заполнения первой секции конвейера-накопителя 7 передаточное устройство 8 снимает пакет поддонов и устанавливает его в магазин 3 первого механизма формирования пакетов.
Далее происходит передача пакетов поддонов на вторую секцию, заполнение магазина второго механизма формирования пакетов и последовательно заполняются остальные магазины механизма формирования пакетов. В то время, когда пакеты поддонов последовательно передаются по конвейерунакопителю 7, на его первой секции происходит накопление пакетов поддонов. Если пакеты поддонов отсутствуют на какой-нибудь секции, они подаются на нее с предыдущей секции. Этим достигается бесперебойная работа всех механизмов формирования пакетов.
При умеиьшении количества поддонов в магазине 3 до четырех, передаточное устройство 8 забирает пакет поддонов в магазин 3 автомата-пакетировщика 2.
Предлагаемая линия позволяет полностью автоматизировать пррцесс пакетирования и транспортирования изделий, исключив ручной труд, сократить численность работающего персонала, улучщить условия труда и культуру производства.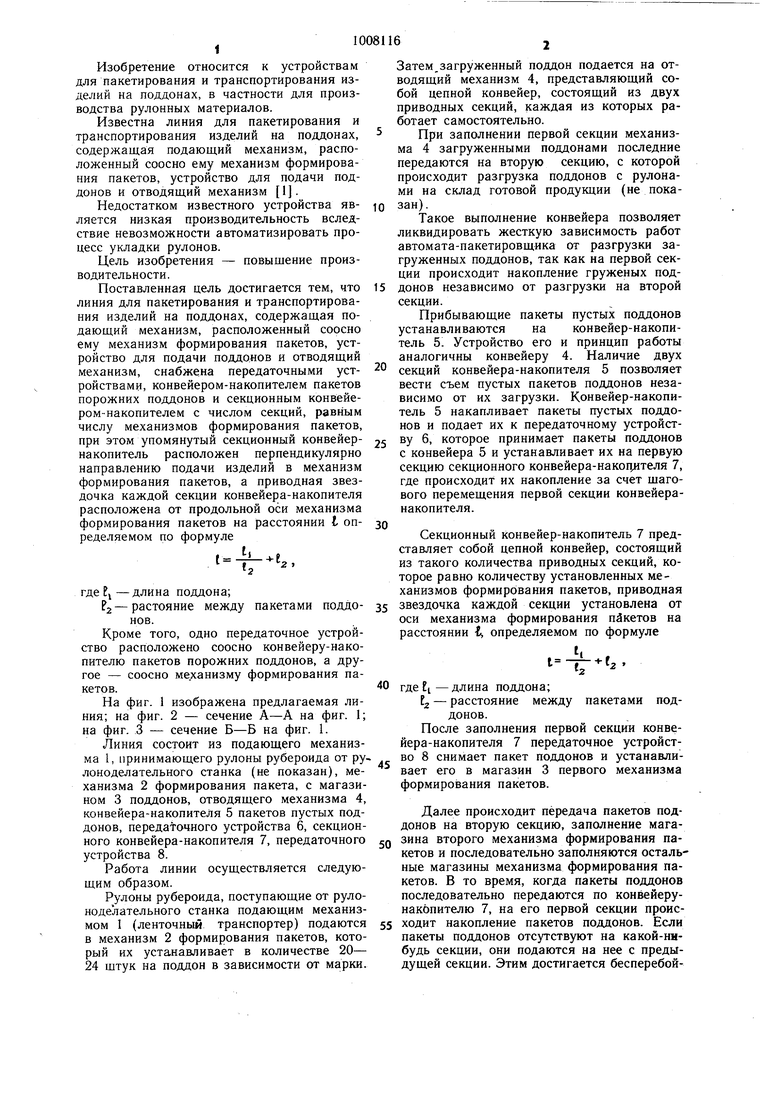
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для изготовления строительных изделий | 1988 |
|
SU1636223A1 |
| Установка для упаковки изделий | 1981 |
|
SU1034949A1 |
| Технологическая линия для изготовления строительных изделий | 1986 |
|
SU1426801A1 |
| Поточная линия для производства дренажных раструбных труб | 1983 |
|
SU1079456A1 |
| Поточная линия | 1975 |
|
SU590142A1 |
| Автоматическая линия для разгрузки бетонных элементов на поддонах из сушильных вагонеток | 1982 |
|
SU1115906A1 |
| УСТАНОВКА ДЛЯ ПАКЕТИРОВАНИЯ ШТУЧНЫХ ИЗДЕЛИЙ, ПРЕИМУЩЕСТВЕННО КИРПИЧЕЙ | 2006 |
|
RU2334670C2 |
| Способ укладки штучных изделий в пакет и транспортная линия для его осуществления | 1978 |
|
SU887387A1 |
| Линия формования, сушки и садки керамических изделий | 1987 |
|
SU1497015A1 |
| Технологическая линия для изготовления строительных изделий | 1985 |
|
SU1296430A1 |
1. ЛИНИЯ ДЛЯ ПАКЕТИРОВАНИЯ И ТРАНСПОРТИРОВАНИЯ ИЗДЕЛИЙ НА ПОДДОНАХ, содержащая подающий механизм, расположенный соосно ему механизм формирования пакетов, устройство для подачи поддонов и отводящий механизм, отличающаяся тем, что, с целью повышения производительности, она снабжена передаточными Устройствами конвейером-накопителем пакетов порожних поддо Т JB ОС о: нов и секционным конвейером-накопителем с числом секций, равным числу механизмов формирования пакетов, при этом упомянутый секционный конвейер-накопитель расположен перпендикулярно направлению подачи изделий в механизм формирования пакетов, а приводная звездочка каждой секции конвейера-накопителя расположена от продольной оси механизма формирования пакетов на расстоянии t, определяемом по формуле « A.t где -длина поддона; 2 - расстояние между пакетами поддонов. 2. Линия по п. 1, отличающаяся тем, что одно передаточное устройство расположено соосно конвейеру-накопителю пакетов порожних поддонов, а другое - соосно механизму формирования пакетов.
«
/ 2
оооо
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Ю. М. Ламанов, Н. М. Андреев, В. Н. Терехин, В. И. Лацкий,изобретения П. А. Корляков, | 0 |
|
SU218729A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
