Шлифовальные станки для обработки криволинейных поверхностей, в которых стол или конвейер иеремещает изделия относительно шлифовальных кругов, а для управления рабочим движением применены шаблоны (копиры), известны. Такие станки, используемые, в- частности, для заточки лемехов, не обеспечивают достаточной чистоты рбработки, вследствие возникновения в процессе шлифо-вания вибрационных толчков.
Описываемое приспособление к шлифовальному станку устраняет указанный недостаток в результате того, что под воздействием шаблона находится не шлифовальный круг, а зажим для изделия, выполненный в виде рамки, поворотной вокруг одной своей грани, расположенной перпендикулярно направлению усилия поджима изделия к рабочей поверхности шлифовального крута пружинами или грузами. Такое выполнение приспособления обеспечивает повышение инерционного сопротивления изделия вибрационным толчкам, возникающим при шлифовании.
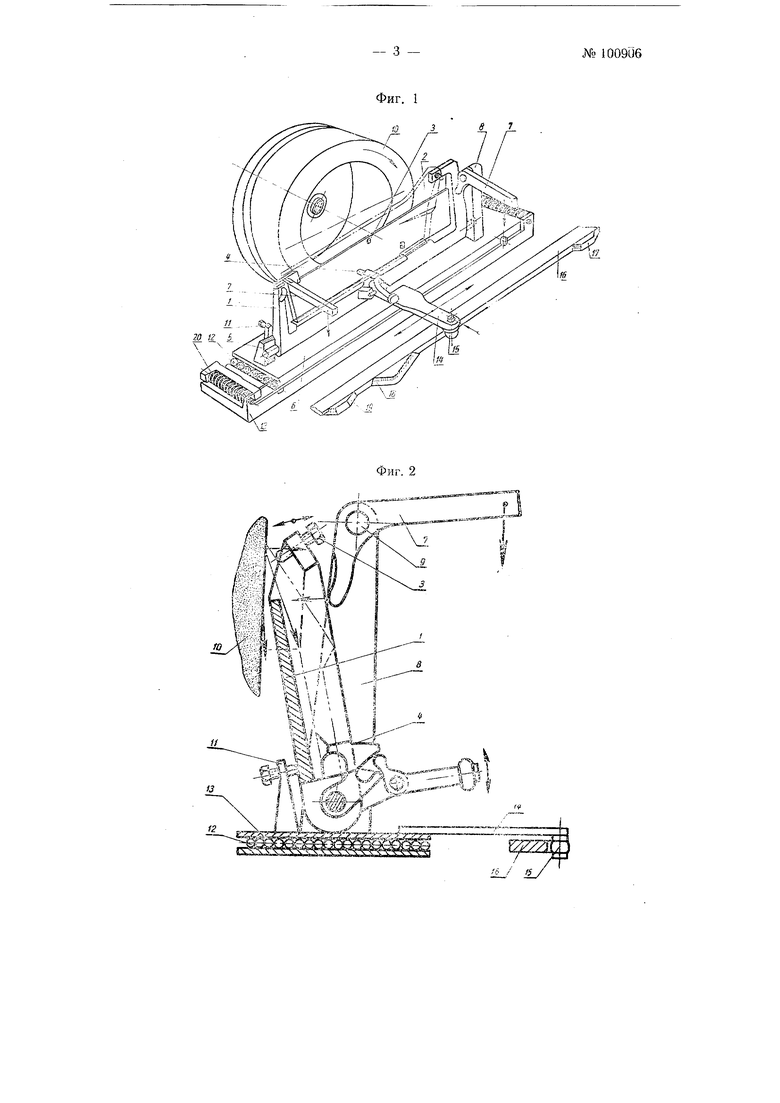
На фиг. 1 и 2 приспособление показано в общем виде и в поперечном разрезе при установке на столе
шлифовального станка; на фиг. 3 и 4 - в общем виде и поперечном разрезе при установке на конвейере.
В рамке 1 (фиг. 1 и 2) обрабатываемое изделие, например, лемех 2 зажимается меледу установочными опорами 3 и штырем 4, входяш;им в соответствующее отверстие лемеха. Рамка поворотна на цапфах 5 каретки 6 вокруг одной своей грани. Рычаги 7, поворотные вокруг закрепленных в стойках 8 осей Я под воздействием грузов или пружин осуществляют поджим через рамку 1 лемеха 2 к рабочей поверхности W щлифовального круга. Грань рамки, вокруг которой она поворачивается на цапфах 5, расположена перпендикулярно направлению усилия поджима лемеха к рабочей поверхности шлифовального круга. Упор 11 ограничивает угол наклона рамки к рабочей поверхности круга и, следовательно, определяет угол заточки лез ВИЯ лемеха 2.
Каретка 6 может свободно перемеш,аться на роликах 12 в поперечных пазах основания 13, закрепленного на столе шлифовального станка.
Скрепленное с кареткой 6 водило 14 имеет копирный ролик 15 перемешающийся по шаблону (колиру) 16. Последний имеет выступы /7, 18 и 19, к которым ролик 15 при перемеш.ении вдоль копира прижимается пружинами 20. Выступы 17, 18 и 19 управляют движениями каретки 6, а следовательно, и рамки 1, обеспечивая ввод лезвия лемеха на рабочую поверхность 10 шлифовального круга, копирование фасонного профиля изделия и вывод лемеха из контактта с рабочей поверхностью круга.
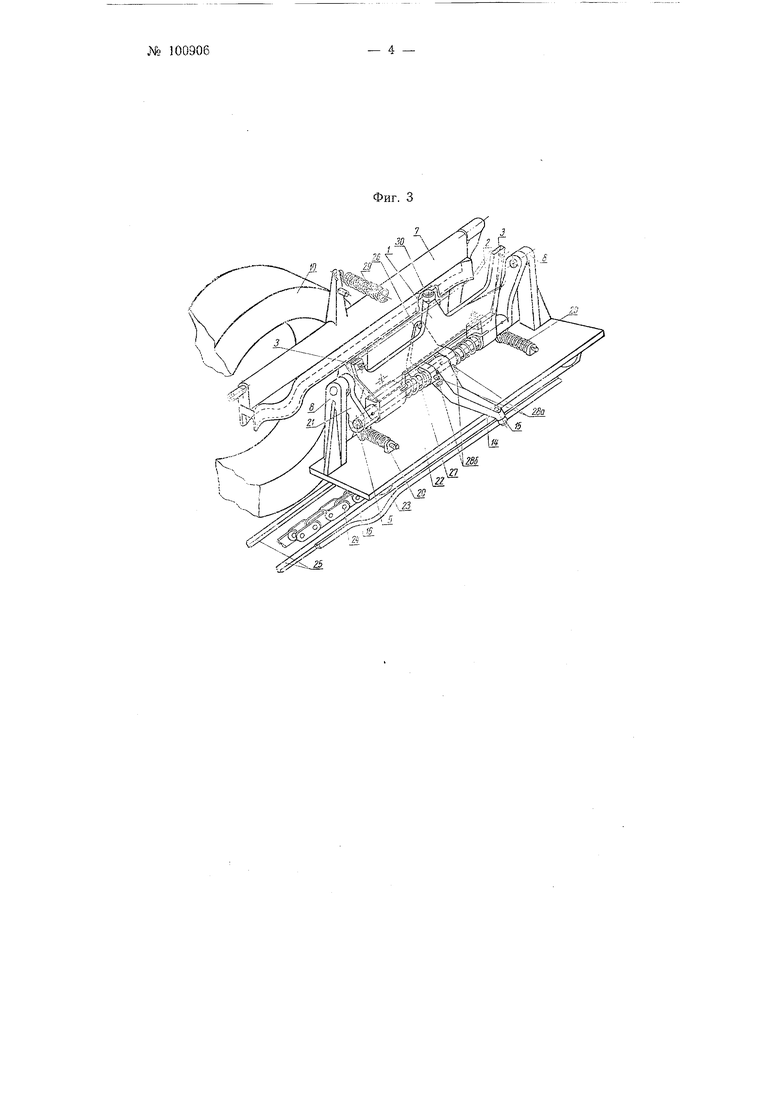
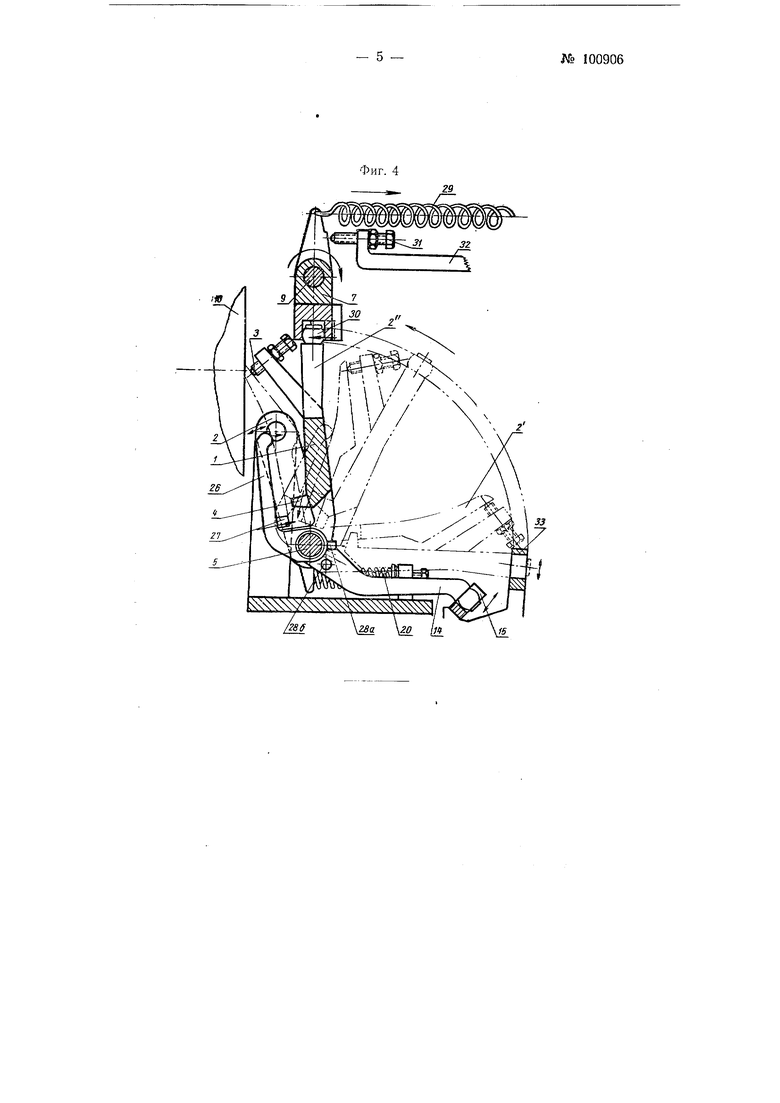
При конвейерной подаче обрабатываемых изделий предлагаемое приспособление может иметь другую форму выполнения (фиг. 3 и 4).
В этом случае рамка 1 шарнирно подвешена на серьгах 21 к стойкам 8 пластинчатых звеньев 22 конвейера, перемеш;аемых на роликах 23 цепями 24 по направляюгцпм 25. Рамка, «а штырь 4 которой надевается своим отверстием лемех 2, снабжена зажимной планкой 26, стремящейся прпжать лемех к рамке под действием прул-син 27. Лемех остается зажатым до соскакивания упора 28а планки 26 с упора 286 водила 14. Водило при помощи ролика 15 сообщает качания серьгам 21 и, следовательно, рамке с лемехом от шаблона (копира) 16.
Прижим лемеха к рабочей поверхности шлифовального круга осуществляется пружиной 29, воздействующей на рычаг 7. Последний имеет направляющий паз для ролика 30 рамки /. Величина отклонения рычага 7, а следовательно, и рамки, ограничивается регулируемым винтом 31 установленным в неподвижном кронштейне 32.
Обрабатываемый лемех последовательно занимает несколько положений. В положении 2 он надевается на штырь 4, а лезвие его помещается на опорах 3. При перемещении конвейера (влево по фиг. 3) ролик 30 входит в паз направляющей планки 33 и рамка с лемехом занимает вертикальное положение при этом лемех зажимается между опорой 3 рамки и зажимной планкой 26. При дальнейшем движении конвейера ролик
30 входит в паз рычага 7 и под действием пружины 29 лемех прижимается к рабочей поверхности шлифовального круга и его лезвие обрабатывается.
После обработки рамка 1 вместе с планкой 26 сначала занимает горизонтальное положение; после того как упоры 28а планки 26 и упоры 286 водила 14 соприкоснутся, рамка / опускается с лемехом 2, но последний уже не зажат планкой 26, а свободно лежит на опорах 3 и штыре 4 и легко удаляется со станка.
Предмет изобретения
1.Приспособление к шлифовальному станку для обработки криволинейных поверхностей, например, для
,заточки лемехов, с использованием шаблона (копира) для травления рабочими движепнями, отличающееся тем, что паходяпщйся под воздействием шаблона (копира) зажим для закрепления обрабатываемого изделия выполнен в виде рамки, новоротной вокруг одной своей грани, расположенной перпендикулярно направлению усилия поджима изделия к рабочей поверхности шлифовального круга пружинами или грузом, с целью повышения инерционного сонротивления изделия вибрационным толчкам, возникающим при шлифовании.
2.Форма выполнения приспособления по п. , отличающаяся тем, что ось поворота рамки помещена в стойках каретки, передвижной в поперечных направляющих пазах основания, укрепленного на столе станка, под воздействием шаблона (копира) и пружин.
3.Форма выполнения приспособления по п. 1 при использовании станка с конвейерной подачей изделий, отличающаяся тем, что рамка поворотно подвешена на серьгах к стойкам пластинчатых звеньев конвейера и посредством рычага связана с пружиной, с целью осуществления поджима изделия к шлифовальному кругу.
Фиг. 1
в Z
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для заточки буровыхКОРОНОК | 1978 |
|
SU795891A1 |
| ПРИСПОСОБЛЕНИЕ для ЗАТОЧКИ ГРАНЕЙ И РАДИУСА ПРИ ВЕРШИНЕ РЕЗЦА | 1968 |
|
SU221526A1 |
| Станок для заточки ножовочных полотен | 1984 |
|
SU1187963A1 |
| Автомат для заточки сверл по винтовой поверхности | 1959 |
|
SU129957A1 |
| Устройство для заточки резцов | 1932 |
|
SU45178A1 |
| Станок для заточки резцов | 1980 |
|
SU1085769A1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ | 1992 |
|
RU2043903C1 |
| Станок для нанесения граней на стеклоизделия | 1983 |
|
SU1106640A1 |
| Станок для заточки ленточных пил | 1974 |
|
SU553066A1 |
| Участок автоматической линии для обработки лемехов | 1980 |
|
SU906668A1 |
М I i -ciK- 1 Jf
ftJ-- . П /U, i/ .,.. 1
Iч
у
.
