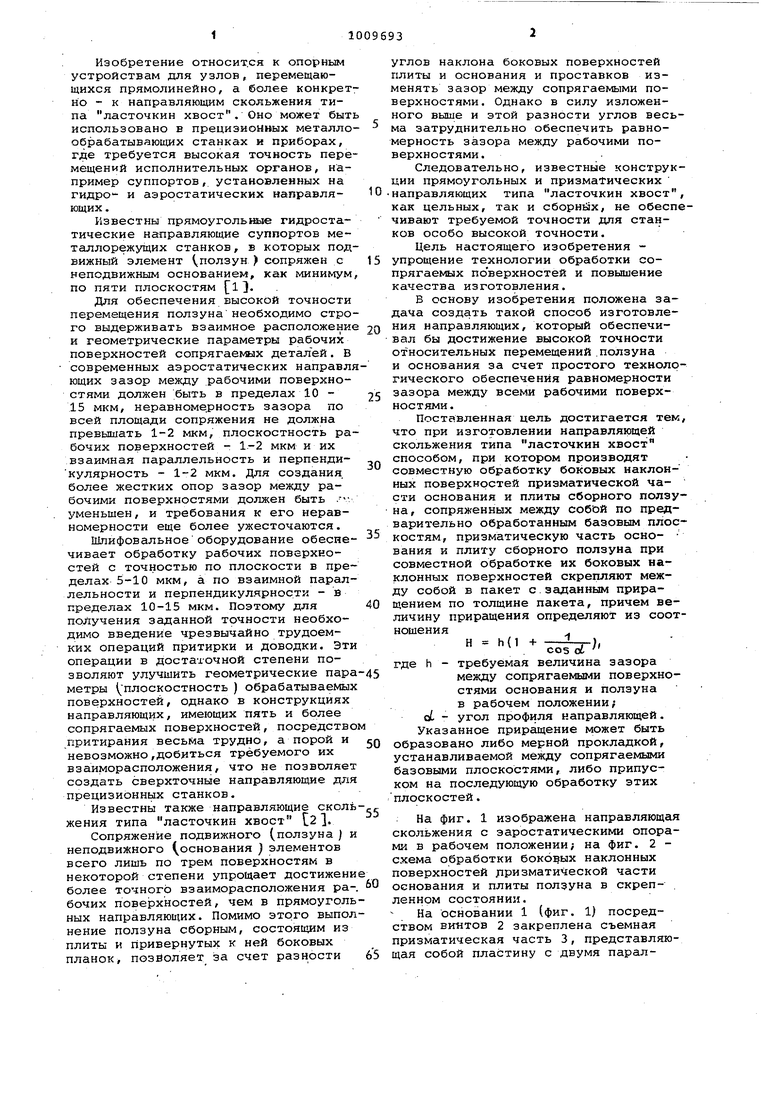
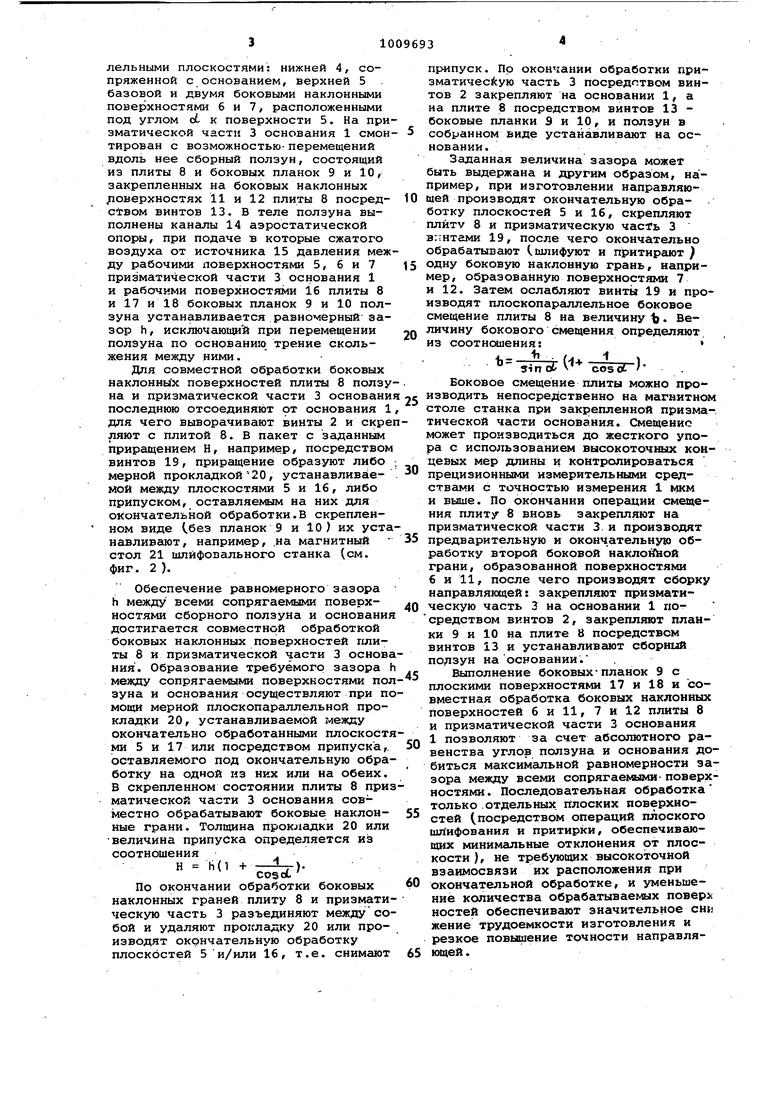
Изобретение относит.ся к опорным устройствам для узлов, перемещающихся прямолинейно, а более конкрет но - к направляющим скольжения типа ласточкин хвост. Оно может быт использовано в прецизионных металле обрабатывающих станках и приборах, где требуется высокая точность пере мещений исполнительных органов, например суппортов, установленных на гидро и аэростатических направляющих. Известны прямоугольные гидростатические направляющие суппортов металлорежущих станков, в которых под вижный элемент ползун ) сопряжен с неподвижным основанием, как минимум по пяти плоскостям 11. Для обеспечения высокой точности перемещения ползуна необходимо стро го выдерживать взаимное расположени и геометрические параметры рабочих поверхностей сопрягаег«лх деталей. В современных аэростатических направл ющих зазор между рабочими поверхностями должен быть в пределах 10 15 мкм, неравномерность зазора по всей площади сопряжения не должна превышать 1-2 мкм, плоскостность ра бочих поверхностей - 1.-2 мкм и их взаимная параллельность и перпендикулярность - 1-2 мкм. Для создания более жестких опор зазор между рабочими поверхностями должен быть . уменьшен, и требования к его неравномерности еще более ужесточаются. Шлифовальноеоборудование обесне чивает обработку рабочих поверхностей с точностью по плоскости в пре делах 5-10 мкм, а по взаимной парал лельности и перпендикулярности - в пределах 10-15 мкм. Поэтому для получения заданной точности необходимо введение чрезвычайно трудоемких операций притирки и доводки. Эт операции в достаточной степени позволяют улучшить геометрические пар метры 1 плоскостность ) обрабатываемы поверхностей, однако в конструкциях направляющих, имеющих пять и более сопрягаемых поверхностей, посредство притирания весьма трудно, а порой и невозможно,добиться требуемого их взаиморасположения, что не позволяет создать сверхточные направляющие для прецизионных станков. Известны также направляющие сколь жения типа ласточкин хвост 21. Сопряжение подвижного (ползуна ) и неподвижного основания ) элементов всего лишь по трем поверхностям в некоторой степени упрощает достижени более точного взаиморасположения рабочих поверхностей, чем в прямоуголь ных направляющих. Помимо этого выпол нение ползуна сборным, состоящим из плиты и привернутых к ней боковых планок, позйоляет за счет разности углов наклона боковых поверхностей плиты и основания и проставков изменять зазор между сопрягаемыми поверхностями. Однако в силу изложенного выше и этой разности углов весьма затруднительно обеспечить равномерность зазора между рабочими поверхностями.. Следовательно, известные конструкции прямоугольных и призматических направляющих типа ласточкин хвост, как цельных, так и сборнйх, не обеспечивают требуемой точности для станков особо высокой точности. Цель настоящего изобретения упрощение технологии обработки сопрягаемых поверхностей и повышение качества изготовления. В основу изобретения положена задача создать такой способ изготовления направляющих, который обеспечивал бы достижение высокой точности относительных перемещений .ползуна и основания за счет простого технологического обеспечения равномерности зазора между всеми рабочими поверхностями. Поставленная цель достигается тем, что при изготовлении направляющей скольжения типа ласточкин хвост способом, при котором производят совместную обработку боковых наклонных поверхностей призматической части основания и плиты сборного ползуна, сопряженных между собой по предварительно обработанным базовым плоскостям, призматическую часть осно- вания и плиту сборного ползуна при совместной обработке их боковых наклонных поверхностей скрепляют между собой в пакет с.заданным приращением по толщине пакета, причем величину приращения определяют из соотношенияН h{1 + i-r-). cos oL где h - требуемая величина зазора между сопрягаемыми поверхностями основания и ползуна в рабочем положении; cL угол профиля направляющей. Указанное приращение может быть образовано либо мерной прокладкой, устанавливаемой между сопрягаемыми базовыми плоскостями, либо припуском на последующую обработку этих плоскостей. На фиг. 1 изображена направляющая скольжения с эаростатическими опорами в рабочем положении; на фиг. 2 схема обработки бок6:эь1Х наклонных поверхностей призматической части основания и плиты ползуна в скрепленном состоянии. На основании 1 (фиг. 1) посредством винтов 2 закреплена съемная призматическая часть 3, представляюая собой пластину с двумя параллельными плоскостями: нижней 4, сопряженной с основанием, верхней 5 базовой и двумя боковыми наклонными поверхностями 6 и 7, расположенными под углом d- к поверхности 5. На при зматической части 3 основания 1 смой тирован с возможностью-перемещений вдоль нее сборный ползун, состоящий из плиты 8 и боковых планок 9 и 10, закрепленных на боковых наклонных /юверхностях 11 и 12 плиты 8 посредством винтов 13, В теле ползуна выполнены каналы 14 аэростатической опоры, при подаче в которые сжатого воздуха от источника 15 давления меж ду рабочими поверхностями 5, б и 7 призматической части 3 основания 1 и рабочими поверхностями 16 плиты 8 и 17 и 18 боковых планок 9 и 10 ползуна устанавливается равномерный зазор h, исключающими при перемещении ползуна по основанию трение скольжения между ними. Для совместной обработки боковых наклонных поверхностей плиты 8 ползу на и призматической части 3 основани последнюю отсоединяют от основания 1 для чего выворачивают винты 2 и скре ляют с плитой 8. В пакет с заданным приращением Н, например, посредством винтов 19, приращение образуют либо мерной прокладкой20, устанавливаемой между плоскостями 5 и 16, либо припуском, оставляемым на них для окончательной обработки.В скрепленном виде (.без планок 9 и 10) их уста навливают, например, на магнитный стол 21 шлифовального станка (см. фиг. 2 ). Обеспечение равномерного зазора h между всеми сопрягаемыми поверхностями сборного ползуна и основани достигается совместной обработкой боковых наклонных поверхностей плиты 8 и призматической части 3 основ ния. Образование требуемого зазора между сопрягаемыми поверхностями по зуна и основания осуществляют при п мощи мерной плоскопараллельной прокладки 20, устанавливаемой между окончательно обработанными плоскост ми 5 и 17 или посредством припуска, оставляемого под окончательную обра ботку на одной из них или на обеих. В скрепленном состоянии плиты 8 при матической части 3 основания совместно обрабатывают боковые наклонные грани. Толщина прокладки 20 или величина припуска определяется из соотношения Н h(1 + -1-7-). coscL По окончании обработки боковых наклонных граней плиту 8 и призмати ческую часть 3 разъединяют между со бой и удаляют прокладку 20 или производят окончательную обработку плоскостей 5и/или 16, т.е. снимают припуск. По окончании обработки призматичесЛую часть 3 посредством винтов 2 закрепляют на основании 1 а на плите 8 посредством винтов 13 боковые планки 9 и 10,. и ползун в собранном внде устанавливают на основании. Заданная величина зазора может быть выдержана и другим образом, Haiпример, при изготовлении направляющей производят окончательную обработку плоскостей 5 и 16, скрепляют ПЛИТУ 8 и призматическую часть 3 в:тнтами 19, после чего окончательно обрабатывают (.шлифуют и притирают } одну боковую наклонную грань, например, образованную поверхностями 7 и 12. Затем ослабляют винты 19 и производят плоскопараллельное боковое смещение плиты 8 на величину ). Величину бокового смещения определяют из соотношения: t - ЦгИ+- г-1 sinot cosot Боковое смещение плиты можно производить непосредственно на магнитном столе станка при закрепленной призматической части основания. Смещение может производиться до жесткого упора с использованием высокоточных кондевых мер длины и контролироваться прецизионными измерительными средствами с точностью измерения 1 кжм и выше. По окончании операции смещения плиту 8 вновь закрепляют на призматической части 3 и производят предварительную и окончательную обработку второй боковой накло1 1ой грани, образованной поверхностями 6 и 11, после чего производят сборку направляющей: закрепляют призматическую часть 3 на основании 1 посредством винтов 2, закрепляют планки 9 и 10 на плите 8 посредством винтов 13 и устанавливают сборный подзун на основании. . Выполнение боковых-планок 9 с плоскими поверхностями 17 и 18 и совместная обработка боковых наклонных поверхностей 6 и 11, 7 и 12 плиты 8 и призматической части 3 основания 1 позволяют за счет абсолютного равенства углов ползуна и основания добиться максимальной равномерности зазора между всеми сопрягаемыми-поверхностями . Последовательная обработка только .отдельных, плоских поверхностей (посредством операций плоского шлифования и притирки, обеспечивающих минимальные отклонения от плоскости ), не требующих высокоточной взаимосвязи их расположения при окончательной обработке, и уменьшение количества обрабатываемых поверх ностей обеспечивают значительное сни жение трудоемкости изготовления и резкое повышение точности направлякицей.
8 Ю 3 .9 f
//
| название | год | авторы | номер документа |
|---|---|---|---|
| Продольный суппорт многошпиндельного автомата | 1980 |
|
SU921686A1 |
| Поворотный стол с газостатической опорой | 2022 |
|
RU2788876C1 |
| МНОГОКООРДИНАТНАЯ МЕТРОЛОГИЧЕСКАЯ ПЛАТФОРМА | 2007 |
|
RU2365953C1 |
| КООРДИНАТНОЕ УСТРОЙСТВО | 2003 |
|
RU2242348C1 |
| КЛИНОВОЙ МЕХАНИЗМ С ПРИЕМНИКОМ ПОЛЗУНА | 2008 |
|
RU2461463C2 |
| Сборный прорезной резец | 1991 |
|
SU1780933A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ОБРАБОТКИ РАДИУСНОЙ РАБОЧЕЙ ПОВЕРХНОСТИ ВСТАВКИ СБОРНОГО КУЛАЧКА ПОВОДКОВОГО ПАТРОНА | 1993 |
|
RU2123913C1 |
| ГИБКИЙ ПРОИЗВОДСТВЕННЫЙ МОДУЛЬ | 1989 |
|
RU2014201C1 |
| Способ изготовления сопрягаемых деталей разделительных штампов | 1983 |
|
SU1146156A1 |
| СПОСОБ И ОСНАСТКА ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ СТЕРЖНЕЙ | 2011 |
|
RU2481918C2 |
СПОСОБ ИЗГОТОВЛЕНИЯ НАПРАВЛЯЮЩЕЙ СКОЛЬЖЕНИЯ, при котором производят совместную обработку боковых наклонных поверхностей призматической части основания и плиты сборного ползуна, сопряженных между собой по предварительно обработанным базовым плоскостям, отличающийся тем, что, с целью упрощения технологии обработки сопрягаемых поверхностей и повышения качества изготовления , призматическую часть оснований и плиту сборного ползуна при совместной обработке их боковых наклонных поверхностей скрепляют между собой в пакет с заданным приращением по толщине пакета, причем величину приращения определяют из соотношения где h - требуемая величина зазора между сопрягаемьаш плоскостями основания и ползуна г в рабочем положении; oL - угол профиля направлякяцей. СО О5 со оо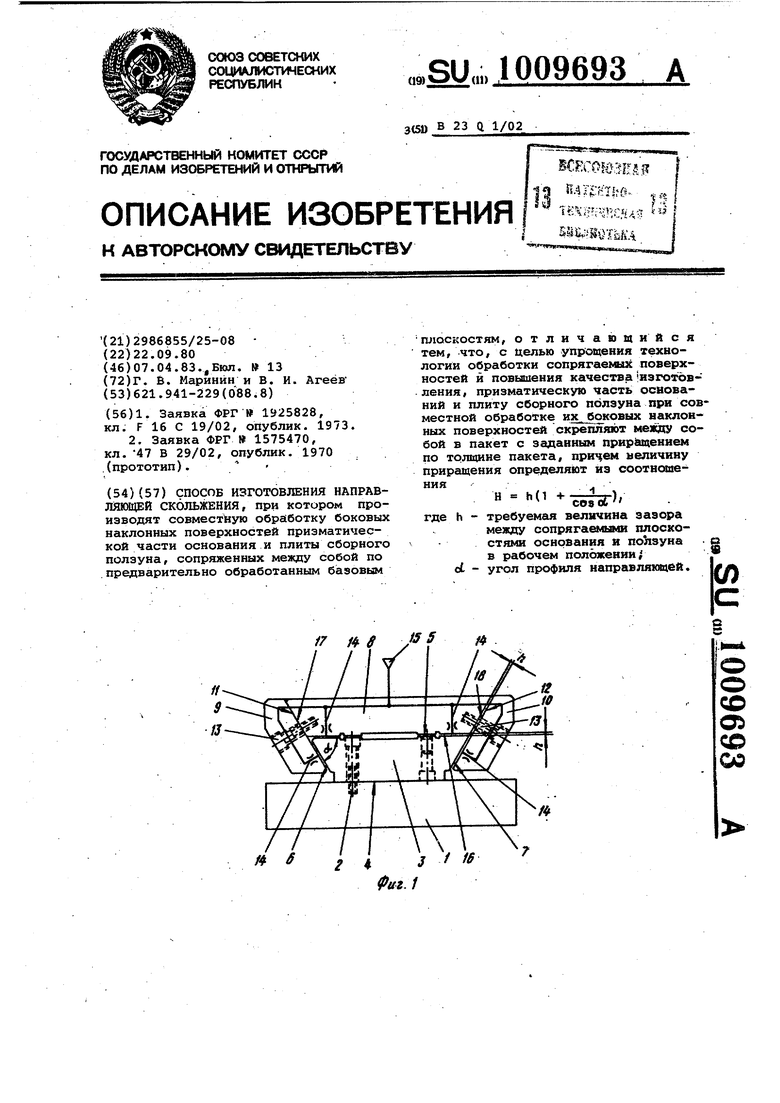
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Заявка ФРГ 1925828, кл | |||
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
| Приспособление для склейки фанер в стыках | 1924 |
|
SU1973A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Заявка ФРГ 1575470, кл | |||
| Способ очищения сернокислого глинозема от железа | 1920 |
|
SU47A1 |
| Кинематографический аппарат | 1923 |
|
SU1970A1 |
