Изобретение относится к устройствам для механизированного ийготовления строительных изделий из арболита способом послойного уплотнения и может быть использовано в промышленности строительных материалов.
Известна установка для формования изделий из арболита, содержащая раму калибрующий механизм, форму в виде поддона с подвижной опалубкой и подвижную по опалубке уплотняющую тележку Cl 3
Недостатками такой установки .являются низкая производительность, невозможность одновременного формования нескольких изделий, неравномерность распределения арболитовой массы по площади формы, что приводит к снижению прочностных характеристик и громоздкость калибрующего устройства.
Це.лью изобретения является повышение производительности, расширение технологических возможностей установки, снижение трудоемкости изготовления изделия и повышение его прочностных характеристик.
Цель достигается тем, что установка для формования изделий из арболита, содержащая раму, калибрующий механизм, форму в виде поддона с подвижной опалубкой и подвижную по опал бке уплотняющую тележку, снабжена камерой формования,разравнивателями и тремя подающими механизмами, образующими единую конвейерную линию подачи поддонов в направлении, перпендикулярном продольной оси установки, причем один из подающих механизмов расположен в камере формования, а два других - по обе стороны от нее, при этом каждый из подающих механизмов содержит несколько подвижных опо с приводным цепным контуром для горизонтального перемещения опор вдоль Продольной оси камеры формования, а каждая из последних имеет узел ее фиксации, содержащий блокирующую муфту для фиксации в одном положении приводного блока цепного контура, а в другом - ходовых колес опоры.
При этом камера формования установки содержит набор горизонтально перемещаемых вдоль ее продольной оси поперечных перегородок, име1ощих узел фиксации, состоящий из зубчатого венца с внутренним зацеплением, не подвижно закрепленного на перегородке, и взаимодействующего с ним подпружиненного зубчатого диска, установленного с возможностью вертикального перемещения по приводному валу.
Кроме того, один из разравнивателей расположен над бортами камеры формования и установлен с возможност вертикального перемещения относительно второго, причем оба разравнивателя выполнены а виде винтов с упругими гребенчатыми витками с противоположной навивкой относительно друг друга и снабжены ограждающими кожухами.
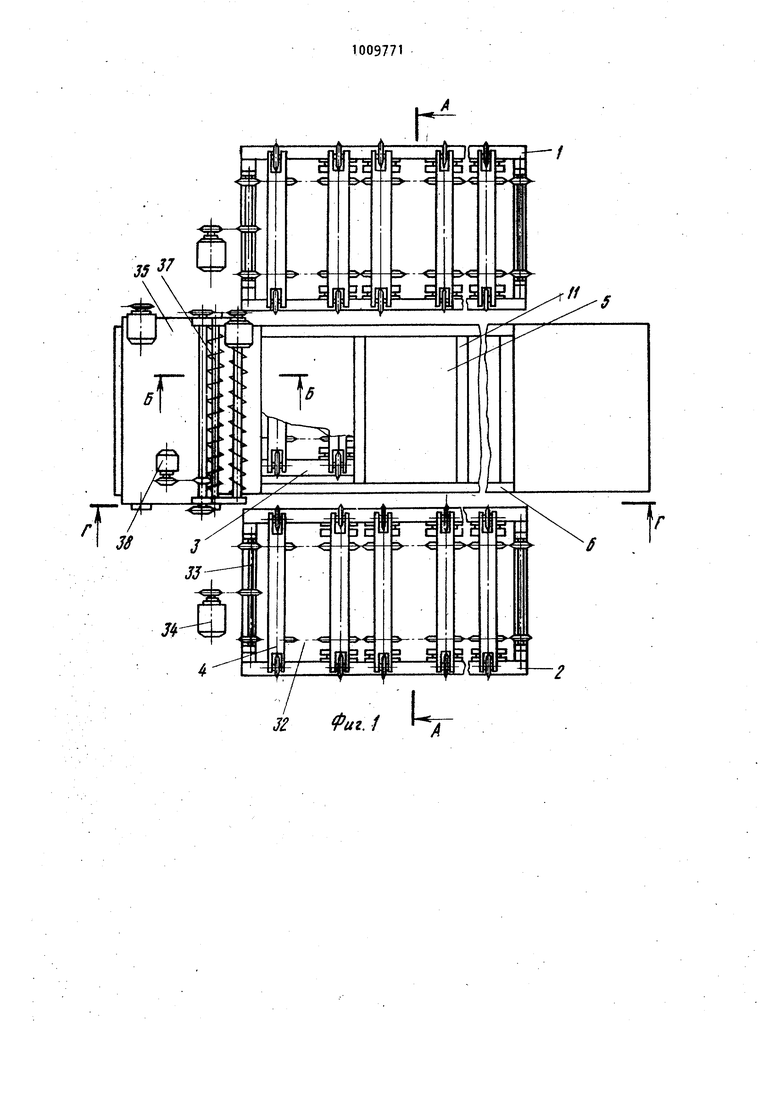
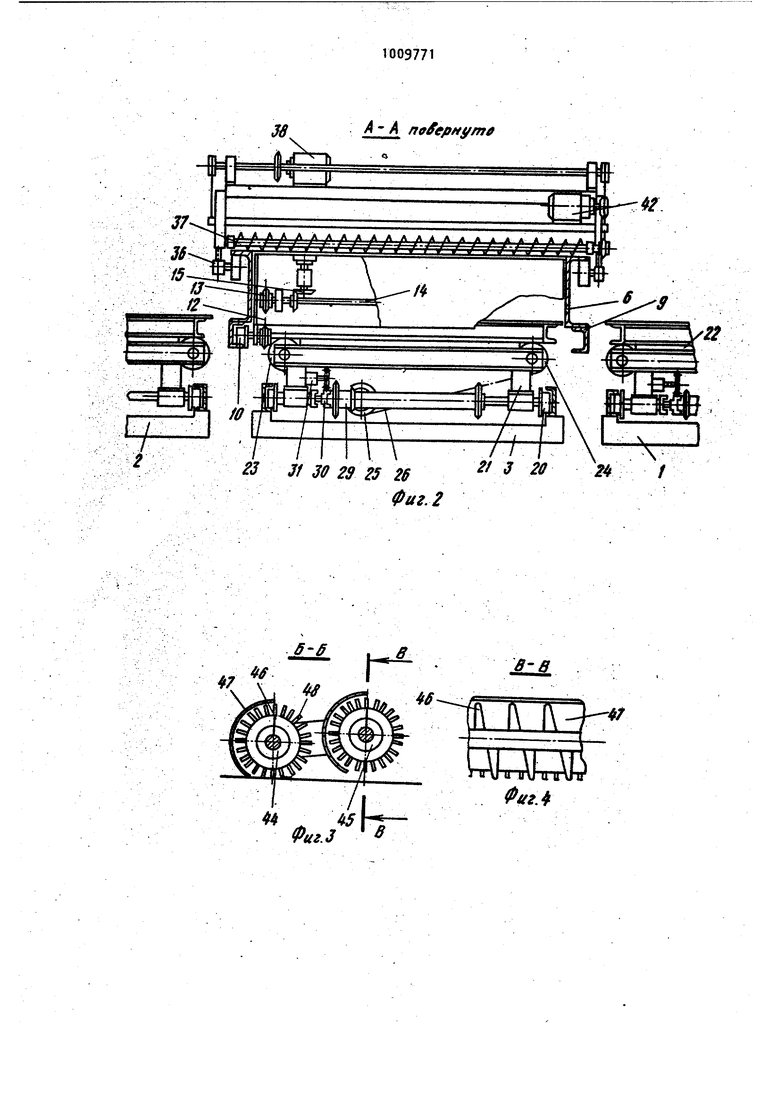
На фиг. 1 изображена установка дл формования изделий из арболита; на фиг. 2 -разрез А-А на фиг. 1-, на фиг. 3 разрез Б-Б на фиг. 1; на фиг. k - разрез В-В на фиг. 3; на фиг. 5 разрез Г-Г на фиг. 1 на фиг. 6 - разрез Д-Д на фиг, 5.
Установка для формования изделий из арболита содержит подаю дие механизмы 1 и 2 и промежуточный механизм который содержит раму 3 с подвижными опорами 4 для поддонов 5. Подвижная камера 6 формования соединена с рамой 3 посредством рычажной системы 7. Подъем и опускание этой камеры производится гидроцилиндрами 8, На направляющие 9 камеры 6 ходовыми катками 10 опираются поперечные перегородки 11, которые могут горизонтально перемещаться вдоль этой камеры через цепи 12, охватывающие приводные звездочки 13, установленные на перегородках 11 и связанные через вал 1, коническую пару 15 и приводной вал 16 с узлом фиксации, состоящим из зубчатого диска 17 на валу 16, пружины 18 и зубчатого венца 19 с внутренним зацеплением. Опора Ц ходовыми катками 20 перемещается по раме 3 и включает стойку 21 с направляющей 22, звездочки 23 и 2, приводной блок 25 и замкну тый цепной контур 26, на который устанавливается поддон 5. На стойке 21 установлены свободно вращающиеся звездочки 27 и 28, блокирующая муфта 29 и узел 30 фиксации с приводом 31. Звездочки 27, 28 и приводную муфту 29 огибает приводной,цепной контур 32, который через промежуточный вал 33 связан с приводом ЗЦ. По продольным бортам камеры 6, перемещается самоходная уплотняющая тележк 35, которая содержит роликовые прижимные устройства 36, связывающие эту тележку с камерой 6. Устройства 36 позволяют регулировать величину давления на арболитовую массу. Тележ ка 35 содержит также калибрующий мех низм 37, который вертикально перемещается посредством механизма 38 подъ ма и включает винтовые разравниватели 39 и АО, установленные на поворот ных кронштейнах 41, приводимые во в0 щение приводом 42.-В нижнем положении механизма 37 разравниватель 39 своими витками касается бортов камеры 6. Разравниватель 40 вертикально перемещается относительно разравн вателя 39 посредством подъемного устройства 43. Разравниватели 33 и 4 содержат соответственно винты 44 и 4 с разным направлением навивки витков 46 и одинаковым направлением вращения, которое противоположно направле нию вращения ходовых колес тележки 35, а также кожух 47, выполненный в нижней части ввиде гребенки.Витки46 выполнены в виде упругих гребенчатых элементов 48. Установка работает следующим обра зом, Камеру 6 гидроцилиндры 8 через рычажную систему 7 поднимают в крайнее верхнее положение. Съемный привод (на фигурах не показан ), устанавливают на вал 1б, при этом диск 17 перемещается вниз, сжимает пружину 18, выходит из зацеп ления с венцом 19 и тем самым производит расфиксацию перегородки 11. При включении съемного привода (на ф гурах не показан) вращение через кон ческую пару 15 передается на вал 14 и звездочки 13, которые при своем вращении перекатываются по натянутым цепям f2 и перемещают перегородку 11 на катках 10 по направляющим 9 камеры 6. После установки перегород ки 1 1 в рабочее положение привод снимают, пружина 18 поднимает вверх диск 17, который входит в за-цепление с венцом 19 и тем самым фиксирует перегородку 11. При включении привода 34 вращение передается на вал 33 и далее на контур 32. С помощью привода 31 и узла 30 стопорится муфта 29 и контур 32 тянет опору 4, которая катками 20 перемещается по раме 3. В рабочем положении узел 30 переключается и стопорит катки 20, а муфта 29, вращаясь свободно, через блок 25 приводит в движение контур 26. После расстановки опор 4 и перегородок 1.1 в рабочее положение гидроцилиндры 8 опускают камеру 6 в крайнее нижнее положение и производится включение механизма 1, который подает установленный на нем в необходимой раскладке комплект поддонов 5 на промежуточный подающий механизм, расположенный в камере 6. Затем гидроцилиндры 8 поднимают эту камеру на необходимую величину и бетоноукладчик (на фигурах не показан ) укладывает в камеру 6 первый слой арболитовой массы, механизм 38 опускает на эту камеру механизм 37, а привод приводит во вращение винты 44 и 45 разравнивателей 39 и 40. При движении самоходной тележки 35 витки 46 разравнивателей 39 и 40 своими упругими гребенчатыми элементами 48 перемещают излишки арболитовой массы в противоположные стороны, заполняя все пустоты, а кожух 47 обеспечивает требуемую толщину слоя и ориентирует частицы арболитовой массы. Для равномерного распределения излишков арболитовой массы в обе стороны устройство 43 позволяет установить необходимый зазор между витками 46 разравнивателя 39 и бортами камеры 6. После прохода в одну сторону тележка 35 с разравнивателями 39 и 40 останавливается, механизм 38 поднимает механизм 37 в верхнее положение а гидроцилиндры 8 опускают кэмеру 6 на заданную величину, после чего тележка 35, возвращаясь в исходное положение, уплотняет арболитовую массу. Затем начинается процесс укладки и уплотнения следующего слоя арболитовой массы аналогично предыдущему. По окончан формования изделия гидроцилиндры 8 опускают камеру 6 в крайнее нижнее положение, включают привод 34 и приводные контуры 2б перемещают поддоны 5 с изделиями на механизм 2, а на их место механизм 1 подает очередную раскладку поддо-i нов. Цикл формования повторяется. Зг Фиг. f 23 3f 30 23 25 26 Л- /4 noffffftymff 21 3 Фиг. 2 20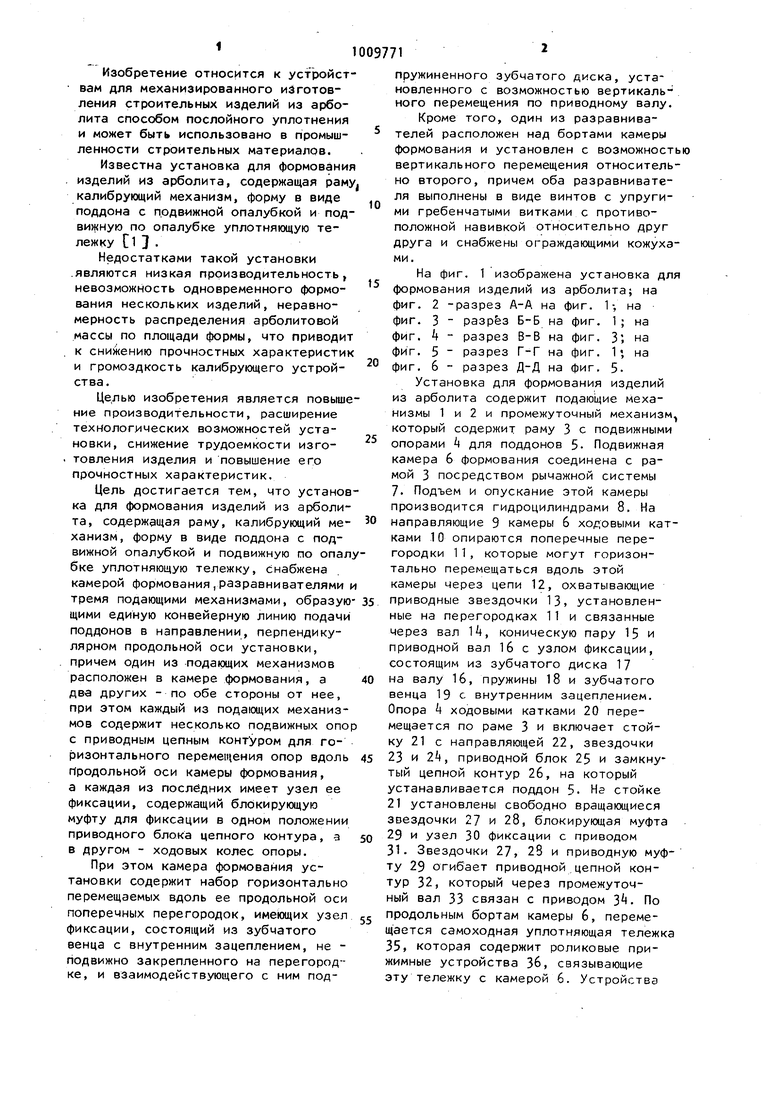

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ФОРМОВАНИЯ СТРОИТЕЛЬНЫХ БЛОКОВ | 1992 |
|
RU2036086C1 |
| Установка формования блоков из арболита | 2015 |
|
RU2607683C1 |
| Устройство для формования строительных изделий | 1980 |
|
SU912512A1 |
| Вертикально замкнутая кассетно-конвейерная линия | 1987 |
|
SU1497012A1 |
| Установка для изготовления арболитовых изделий | 1990 |
|
SU1738660A1 |
| ЛИНИЯ ДЛЯ ФОРМОВАНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1973 |
|
SU408800A1 |
| Установка для изготовления железо-бЕТОННыХ СТРОиТЕльНыХ издЕлий | 1979 |
|
SU837871A1 |
| Установка для формования из бетонных смесей объемных элементов типа блок-комнат | 1976 |
|
SU937157A1 |
| Станок для изготовления железобетонных затяжек | 1983 |
|
SU1158362A2 |
| Челночная кассетно-конвейерная линия | 1989 |
|
SU1719208A1 |

б-ff
ф..
S:JL
ФигЛ 27 25
Фиг. 6
