(54) СПОСОБ РЕГУЛИРОВАНИЯ ШИРИНЫ ТОЛСТЫХ ЛИСТОВ ПРИ ПРОКАТКЕ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения толстых листов | 1980 |
|
SU939140A1 |
| СПОСОБ РЕГУЛИРОВАНИЯ ШИРИНЫ ТОЛСТЫХ ЛИСТОВ ПРИ ПРОКАТКЕ | 1973 |
|
SU375109A1 |
| Способ прокатки толстых листов в клети кварто | 1984 |
|
SU1186295A1 |
| Способ прокатки толстых листов | 1986 |
|
SU1342542A1 |
| Способ регулирования толщины листов на реверсивном прокатном стане | 1981 |
|
SU1011290A1 |
| Способ получения подката для чистовой клети листового стана | 1981 |
|
SU984516A1 |
| Способ прокатки | 1984 |
|
SU1328012A1 |
| СПОСОБ ПРОКАТКИ ТОЛСТЫХ ЛИСТОВ | 1997 |
|
RU2121896C1 |
| Способ прокатки гладких листов в четырехвалковой клети | 1981 |
|
SU984517A1 |
| Способ горячей прокатки полосы на непрерывном широкополосном стане | 1980 |
|
SU1047553A1 |
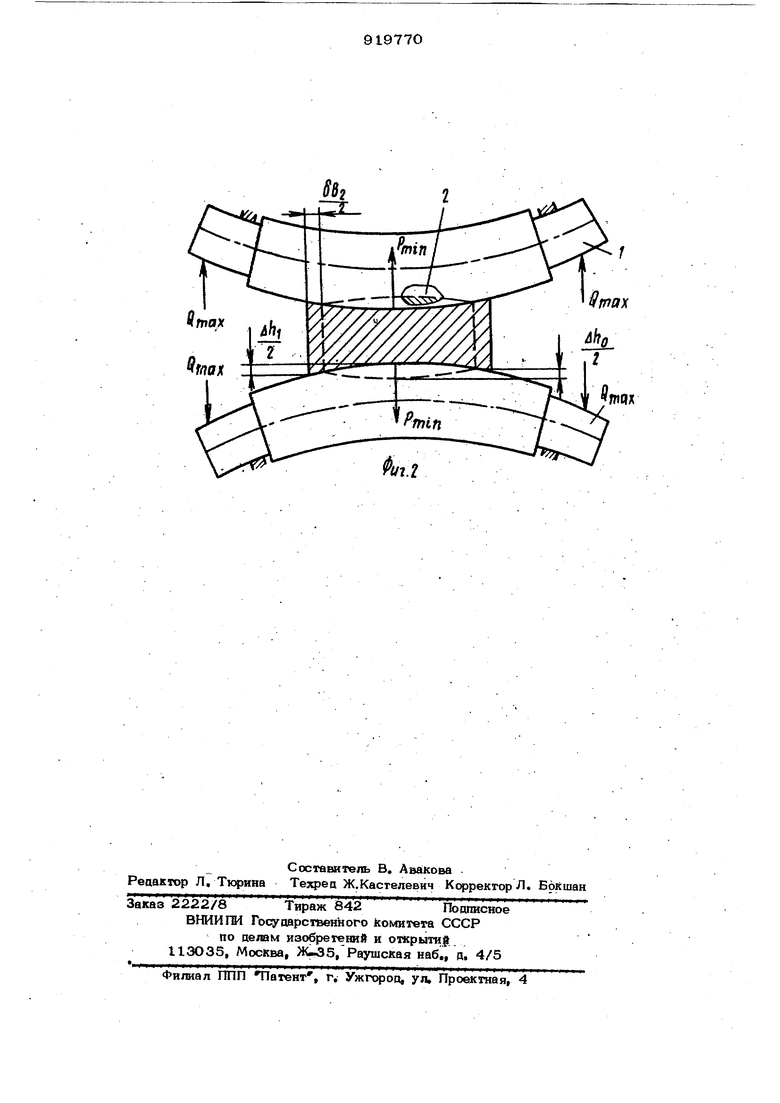
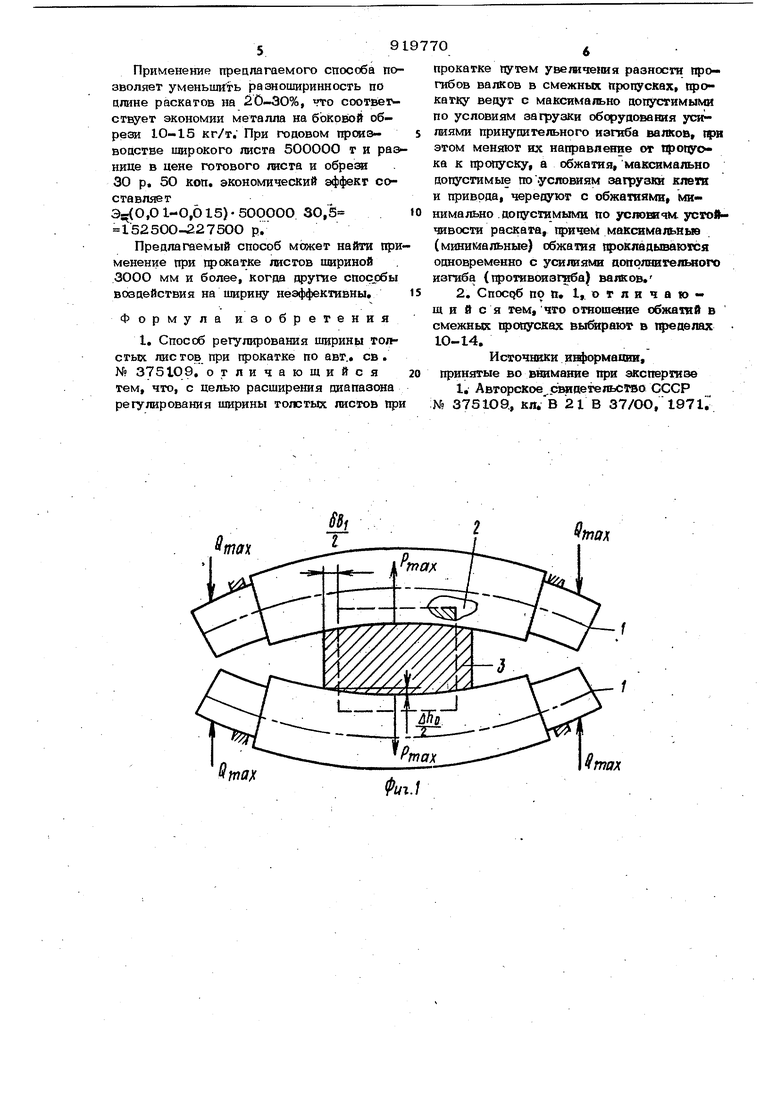
. Изобретение огносигся к автомагазашш прокатного производства, в частноста производства толстых листов. По основному авт.св, W 3751О9 известен свособ, согласно которому шщэину листов регулируют путем изменения фор мы межвапкового зазора с помощью . нудительного изгиба валков, в зависимое- ти от ширины листа на входе и выходе из клети. В частности, при необходимости стабилизации ширины листа форму межвал кового зазора приближают к форме поперечного сечения листа til. Однако такой способ регулирования ширины тож:тых листов при реверсивной прокатке имеет малый диапазон изменения формы межвалкового зазора, ограниченный техническими возможностями устройств принудительного изгиба валков. Цель изобретения - расширение диапазона регулирования ширины толстых листов при прокатке путем увеличения разнос ти прогибов валков в смежных пропускахПоставленная цепь, достигается нем, что согласно способу прокатку ведут с максимально аоаусгимымя по условиям загрузки оборудования усилиями принудительного изгиба валков, при атом меняют их направление от пропуска к пропуску, а обжатая, максимально дог устимые по условиям загрузки клети и привода, чередуются с обжатаями, мшшмально допустимыми по УСЛОЮ1ЯМ устойчивости раската, причем максимальные (минимальные) обжатия прикладывают одновременно с усилиями дополнительного изгаба (противоизгиба) валков, а соотношение обжатий в смежньк пропусках выбирают в гфеделах 10-14, Максимально возможное обжатие ог раничИвается предельным углом захвата d, «ma4D-(-Cosci J На толстолистовых сганах «i-Yr ci , а Ещаметр валков находится в препелазс 391 800-118О мм, поэтому дН {800 -118О) ( 1-CcrS 20° ) 50-70 мм. Минимально возможное обжатие ограничивается протабом валков, необходимым ОЛЯ прецотвращашя смещения раската с осэд прокатки,По практическим ценным ОД мм, что при жесткости профиля валков вООО т/мм Соответс1 вует усилию прокатки р if бооо0,1-боо т и обжатию при жесткости раската в черновой клелИ стана т/мм ««««Таким образом, соотношение максимального и минимального обжатий в черновой клети стена находится в пределах 10-14. Суммирование прогибов валков от уси- ЛИЙ прокатки и принудительного изгиба обеспечивает максимально возможную разность профилей подката и межвалковой щели, а следовательно, и максимально возможную разность вытяжек по ширине тожзтьк полос, приводящую к существенно большей утяжКе ширины полосы. На фиг. 1 и 2 показаны различные варианты сочетания форм поперечного се« чения подката и межвалкового зазора; На фиг. 1 и 2 в смежных пропусках изображены прокатные валки 1, к которы тфиложены усилия принудительного изгиба Л и ррокатки Р, поакат 2 и .полоса 3 В предыдущем пропуске (фиг.- I) поакат 2 обжимают с максимально возможным п условиям загрузки клети и привода обжатием и прикладывают максимально допустимые усилия цоподаительного изгиба . В результате под действием усилий Р о(у и межвалковая щель приобретает выпуклую форму, а раскат уширяется на величину и В . Под)гченный выпуклый подкат обжимают в последующем пропуске (фиг. 2) с минима льно возможным по устойчивости раската в валках обжатием и прикладывают максимально допустимые усилия противо. В результате под дейстизгиба а вием усилий Р ийта межвалко-- k вая щель приобретает вогнутую форму, а разность uVi профилей подката и равна полосы Зд11 равна uh iiVio + uli. (I) Суммирование профилей подката 2 и полосы 3 с гфотивоположными знаками 0 беспечивает больишй, чем в известном способе, здапазон регулирования неравномерности вытяжек по ширине раската и большую утяжку ширины. Утирание гфи этом равно дВ 0 ; дВ.Способ осуществляется слецугацим образом. Способ имеет слацующую характеристику: Р глох 90ОО т, Mn.&. 60ООт/мм, j 120 т/мм, Мп.в 1ООО т/мм, maj 000 Ртс(ч и Glmax максимальные усилия прокатки и принупительного изгиба валков; М j и Мр„ жесткости профиля валков при действии усилий Р и а .-При прокатке сляба 25Ох 350О мм в первом пропуске усилие GL.приклацьюают параллельно j которое выдерживают равным 9ООО т.При этом валки прогибаются на величину 5,5 мм. Во втором пропуске обжатие дают ми«им льное при Р„,, т, а усилие прикладывают противоположно усиПрогиб валков при этом -3,9 мм. Разность прогиь валков, соответст вующих про4илям раската в соответствии с (1) равна 5,,. По экспериментальным данным, полученным в черновой группе стана 1700, . связь вьгаужденной деформации в поперечном направлении с разностью обжатий прикромочных и центральных участ-т «о можно представить зависимостью ДВ (2 - 3)ДУ|. Таким образом, за цикл из двух пропусков ширина раската уменьшается на 18,8 - 28,2 мм, а за десять пропусков уменьшение ширины составляет (94- 141). мм, что вполне достаточно цл I практических целей. Применение прецлагаемого способа позволяет уменьшить разноширинность по длине раскатов на 20-30%, VTO соответствует экономии металла на боковой обрези Ю-15 кг/т; При годовом пршавоцстве широкого листа 500000 т и раз нице в цене готового листа и обрези 30 р. 5О коп, экономический эффект составляет,О 1-О,015) 500рОО 30,5 152500- 2 75ОО р. Предлагаемый способ может найти при менение при прсжатке листов шириной ЗООО мм и более, когда другие способы воздействия на ширкну неэффективны. Формула изобретения 1, Способ регулирования ширины толстых листов при щэокатке по авт., св. № 375109, отличающийся тем, что, с целью расширения диапазона регулирования ширины толстых листов пр
fna}(
тах прокатке путем уведачешя разности Прогибов BartcoB в смежных пропусках, прокатку ведут с максимально допустимыми по условиям загрузки оборудования усилиями принудительного изгиба валков, при этом меняют юс направление от tipor o ка к пропуску, а обжатия, максимально допустимые по .услош1ям загрузки клетк и привода, чередуют с обжатиями, минимально .допустимыми по условиям. устоЛ чивост раската, причем максимальные (минимальные) обжатия прокладываюхся одновременно с усилиями дополнительного изгиба (тфот1явоизгаба} валков, 2, Способ по и I, о т л и ч а ю ш и и с я тем,что ошошение обжатой в смежных тфопусках выбирают в тфеделах Ю-14, Источники во} орма1ога, принятые во внимание при экспертиза 1, Авторское .свидете/шсию СССР № 3751О9., кя,в 21 В 37/ОО, 197i;
fnax
mi
