Т
ю
со
00
Изобретение относится к обработке металлов давлением, в частности к устройствам для гибки в автоматических гибочных махйинах.
Известно устройство для угловой гибки, содержащее станину с боковыми рамами, неподвижные траверсы, подвижные траверсы, смонтированные на ползунах, установленных в боковых рамах, связанных с приводом, гибочную траверсу, выполненную в виде сектора, упор, при этом устройство снабжено механизмом осевого перемещения прижимной траверсы, закрепленным на одном из ползуновLlJ.
Недостатками известного устройств являются невозможность одновременной гибки ПО нескольким линиям, в том . числе получения замкнутого контура, наличие двух громоздких приводов для прижимной траверсы, совершающей два движения: осевое перемещение над заготовкой до замыкания со вторым ползуном и движение зажима заготовки; для замыкания прижимной траверсы со вторым ползуном необходимо стр го фиксированное положение траверсы в пространстве, что достигается пятью комплектами внутренних и роликовых подшипников, которые перемещаются в специальных опорных плитах. ,
Цель изобретения - упрощение устройства и расширение технологических возможностей.
Цель достигается тем, что в устро -стве для гибки листовых заготовок, содержащем станину б боковыми рамами, неподвижную траверсу и по меньшей мере по одной гибочной и прижимной траверсе с приводом и со сменными вставками-шаблонами, прижимная траверса связана с приводом посредством системы рычагов, клиновых вставок, установленных на этой траверсе, и взаимодействующих со вставками кли новых упоров, размещенных на боковых рамах, при этом на рабочей части сме ных вставок-шаблонов выполнены заходные скосыо
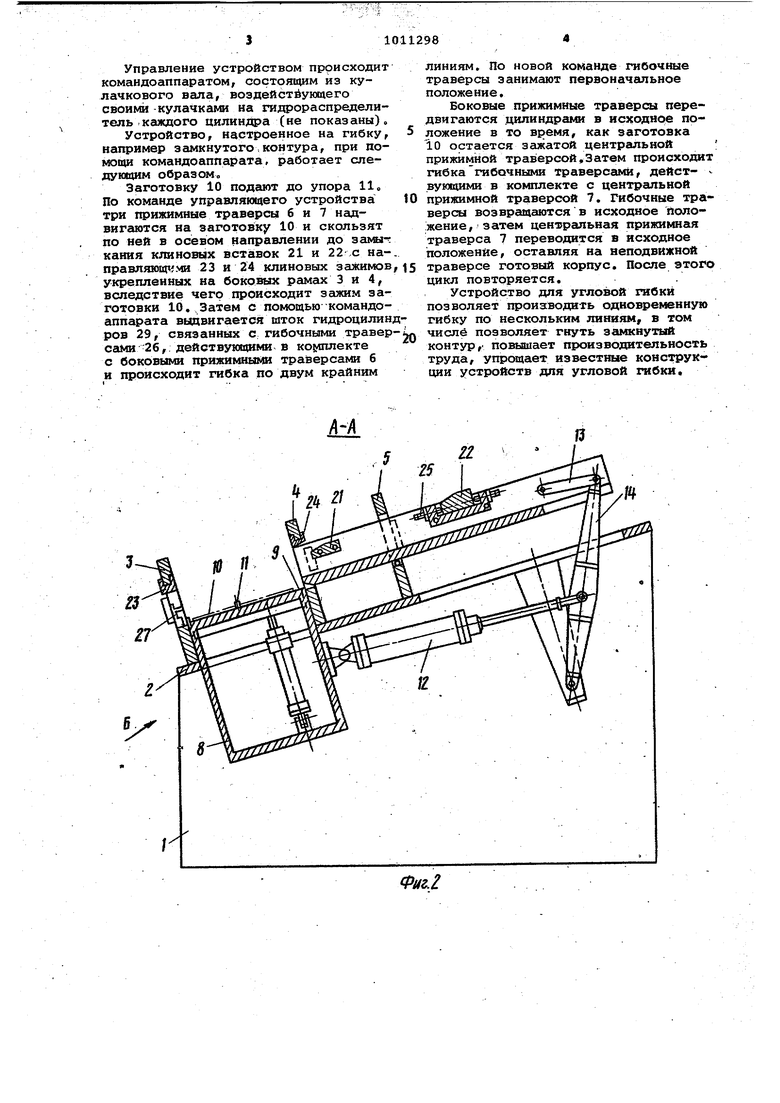
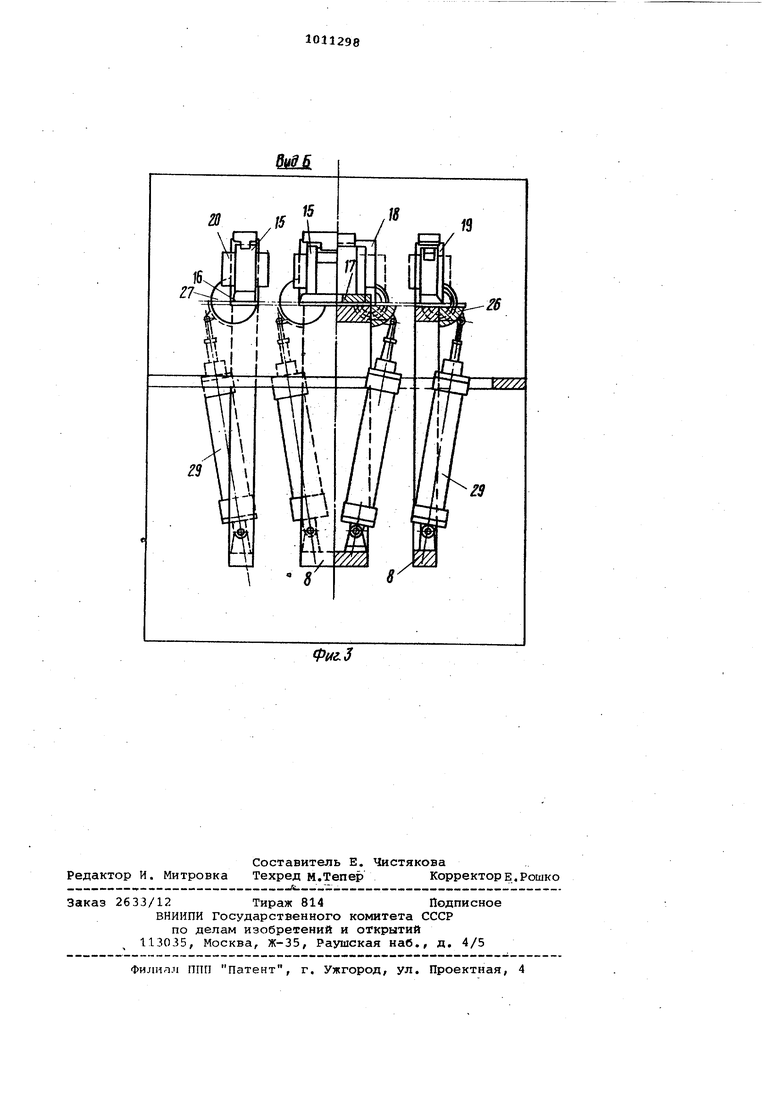
На фиг о 1 изображено устройство для угловой гибки,вид сверху; на фиг. 2 - разрез А-А на фиг.1; на фиг, 3 - вид Б на .
Устройство для угловой гибки со-., держит станину 1 с опорной плитой 2, на которую опираются боковые рамы 3 и 4, и вспомогательная рама 5, которая поддерживает и направляет две боковые б и одну центральную 7 прижимные траверсы в исходном положении. Боковые рамы 3 и. 4 скреплены неподвижными траверсами 8, рамой конструкции на опорную поверхность
9которых устанавливается заготовка
10до упора 11.
Прижимные траверсы 6 и 7 выполнены с возможностью перемещения в осеBOM направлениии при помощи гидроцилинров 12, соединенных с траверсами б и 7 системой рычагов 13 и 14„
Прижимные траверсы 6 и V состоят из направляющей части 15 и сменных вставок-шаблонов 16, причем центральная траверса 7 снабжена двусторонней вставкой-шаблоном 17 для изгиба заготовки по двум сторонам тра-г версы. Прижимные траверсы 6 и 7 перемещаются через окна 18 и 19, расположенные в боковых рамках 3 и 4 и вспомогательной раме 5„
Для точного направления движения, прижимных траверс б и 7 в плоскости, параллельной заготовке, на боковых .сторонах окон 18 и 19 закреплены направляющие планки 20. В плоскости, перпендикулярной заготовке, прижимные траверсы б и 7 имеют относительную свободу перемещенияо
Каждая прижимная траверса снабжена двумя клиновыми вставками 21 и 22 которые расположены между собой на расстоянии, равном расстоянию между боковыми рамами 3 и 4, а в верхней части окон 18 и 19 боковых рам 3 и 4 закреплены неподвижные направляющие 23 и 24 клиновых зажимов. Передняя клиновая вставка 21 каждой прижимной траверсы закреплена неподвижно, задняя при помощи упорных винтов 25 перемещается в такое положение, что заклинивание происходит в обеих боковых рамах 3 и 4. Передняя часть сменных вставокшаблонов 16 и 17 прижимных траверс срезана под углом, что позволяет ,прижимным траверсам наползать,на заготовку различной толщины. I При осевом перемещении прижимные траверсы б и 7 двигаются непосредственно по заготовке 10 до заклинивания в обеих боковых рамах 3 и 4, и тем самым зажимают заготовку перед гибкой,
В боковых рамах 3 и 4 закреплены гибочные траверсы 26 с возможностью поворота в специальных цилиндрических вставках 27, у которых вьарезан сектор в 90 и линии среза совпадают с одной боковой и нижней стенками окон 18 и 19, в которых движутся при жимные траверсы.
Каждый конец гибочныК траверс 26 выполнен в виде вала:28 с внутренней нёыточкой и срезан до сектора в 180 или меньше в зависимости от угла гибки.
В исходном положении гибочной траверсы срез вала 27 совпадает с нижне стороны окна 18 и 19 в збоковых рамах, после гибки совпадает с боковой стенкой окна, И в этом и в другом случае он не мешает движению прижимных траверс.
Поворот гибочных траверс осуществляется гидроцилиндрами 29.
Управление устройством пррисходит командоаппаратом, состоящим из кулачкового вала, воэдейстёунхцего своими-кулачками на гидрораспределитель, каждого цилиндра (не показаны).
Устройство, настроенное на гибку, например згинкнутогочконтура, при помощи командоаппарата, работает следующим образом.
Заготовку 10 подают до упора Но По команде управляющего устройства три прижимные траверсы 6 и 7 надвигаются на заготовку 10 и скользят по ней в осевом направлении до замыг кания клиновых вставок 21 и 22 с на-. правляющ ;ми 23 и 24 клиновых зажимов, укрепленных на боковых рамах 3 и 4, вследствие чего происходит зажим заготовки 10..Затем с помощью командоаппарата выдвигается шток гидроцилиндров 29, связанных с гибочными траверсами-26, действующими в ко тлекте с боковыми прижимными траверсами 6 и происходит гибка по двум крайним
линиям. По новой команде гибочные траверсы занимают первоначальное положение.
Боковые прижимные траверсы передвигаются цилиндрами в исходное положение в то время, как заготовка 10 остается зажатой центральной прижимной траверсой.Затем происходит гибка гибочными траверсгшш, деиствующими в комплекте с центральной прижимной траверсой 7. Гибочные траверсы возвращаются в исходное Положение, затем центральная прижимная траверса 7 переводится в исходное положение, оставляя на неподвижной траверсе готовый корпус. После этого цикл повторяется.
Устройство для угловой гибки позволяет производить одновременную гибку по нескольким линиям, в том числе позволяет гнуть замкнутый контур, повышает производительность труда, упрощает известные конструкции устройств для угловой гибки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для угловой гибки | 1972 |
|
SU470101A3 |
| Устройство для угловой гибки | 1981 |
|
SU1003960A1 |
| ГИБОЧНАЯ МАШИНА | 1973 |
|
SU367929A1 |
| УСТРОЙСТВО ДЛЯ ГИБКИ ПРЕДВАРИТЕЛЬНО ОРЕБРЕННЫХ ПРЯМЫХ ТРУБ | 2000 |
|
RU2190817C2 |
| ТРУБОГИБОЧНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЗМЕЕВИКОВ | 1996 |
|
RU2101115C1 |
| Устройство для пространственной гибки заготовки из проката | 1990 |
|
SU1750783A1 |
| МАШИНА ДЛЯ ГИБКИ ЛИСТОВОГО ПРОКАТА | 1992 |
|
RU2019333C1 |
| Штамп для изготовления отводов из листовых заготовок | 1981 |
|
SU958003A1 |
| Машина для гибки трубных панелей | 1976 |
|
SU654328A1 |
| Станок для гибки труб | 1982 |
|
SU1031561A1 |
УСТРОЙСТВО ДЛЯ ГИБКИ ЛИСТОВЫХ ЗАГОТОВОК, содержащее станину с боковыми рамами, неподвижную траверсу и по меньшей мере по одной гибочной и прижимной траверсе с приводом и со сменными вставками-шаблонами, отличающееся тем, что, с целью упрощения устройства и повышения технологических возможностей, прижимная траверса связана с приводом посредством системы рычагов, клиновых вставок, установленных на этой траверсе, и взаимодействующих со вставками клиновых упоров, размещенных на боковых рамах, при этом на рабочей части сменных вставокшаблонов выполнены заходные скосы.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
