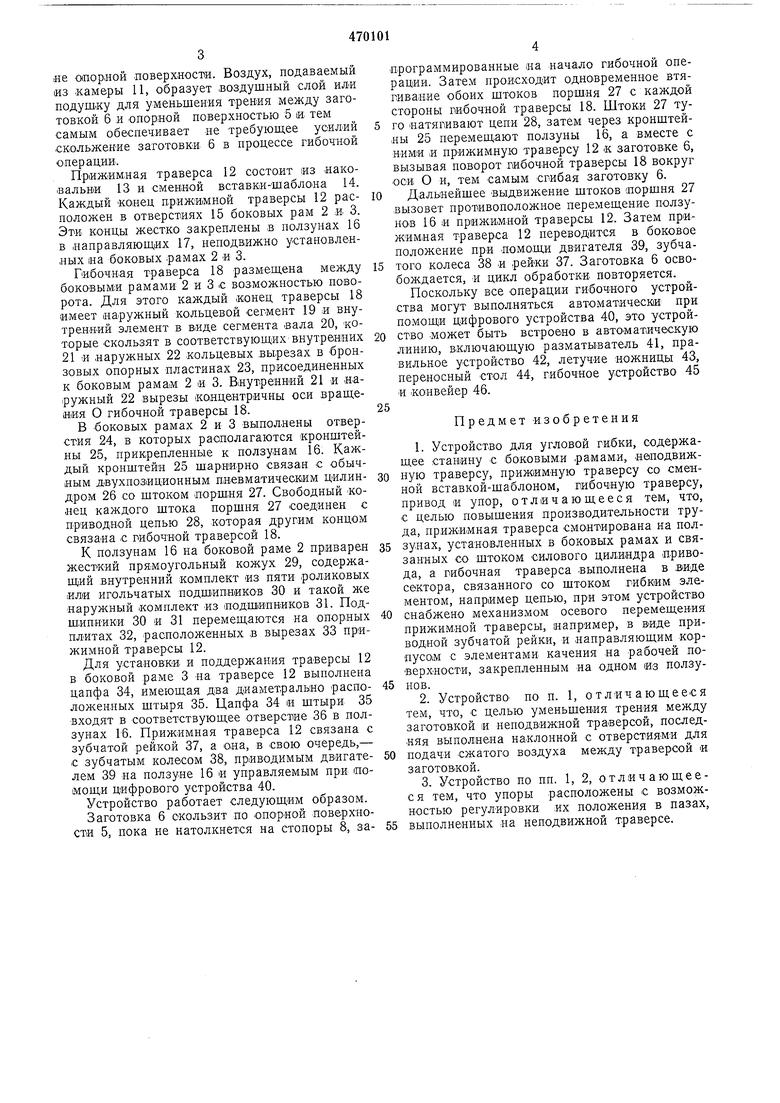
(54) УСТРОЙСТВО ДЛЯ УГЛОВОЙ ГИБКИ
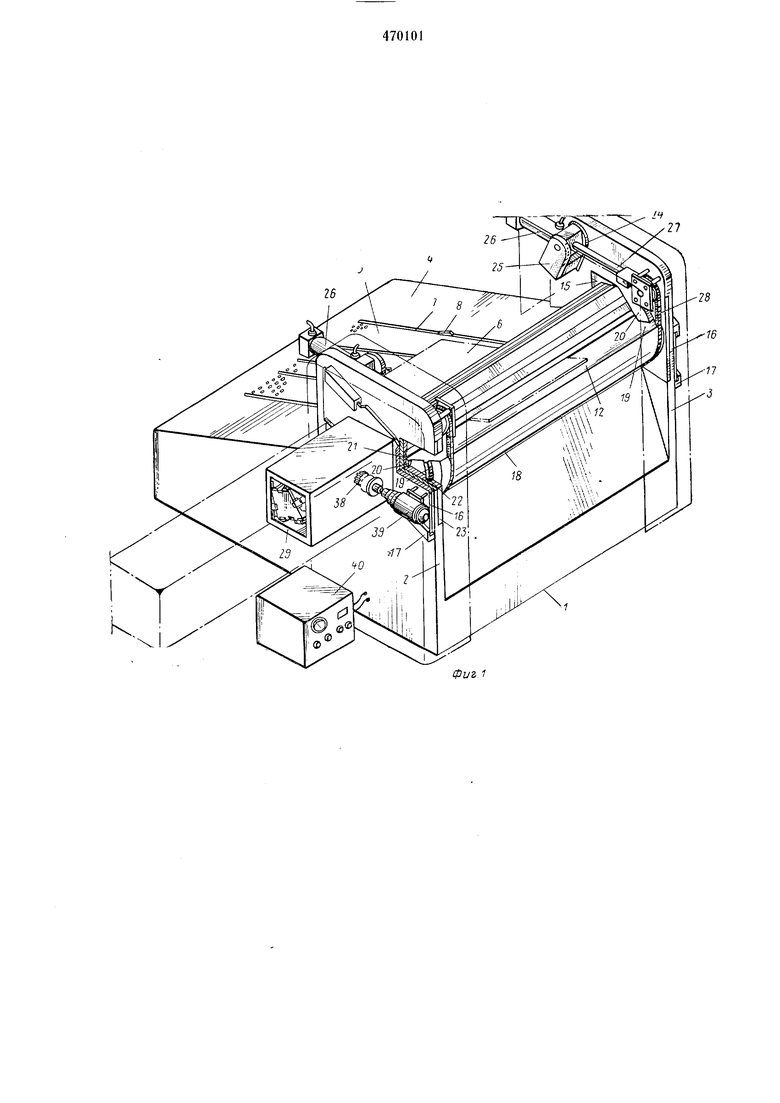
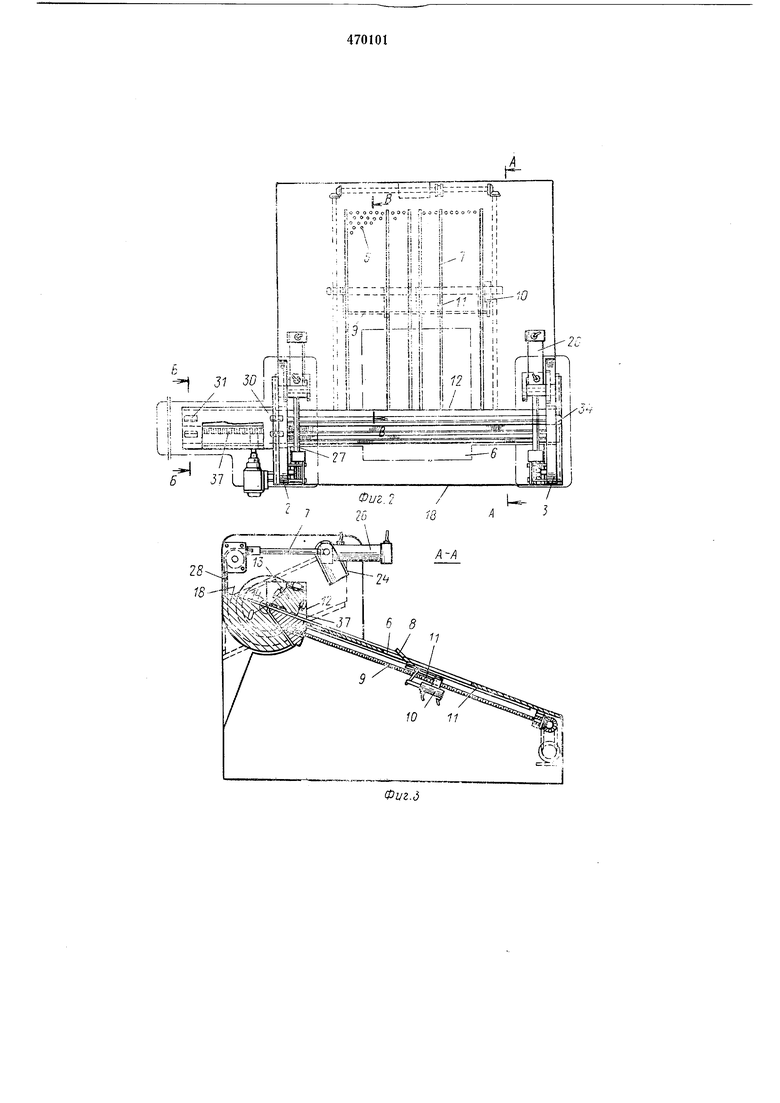
не опорлой поверхности. Воздух, подаваемый из камеры И, образует воздушный слой или подуш.ку для уменьшения тревия между заготовкой 6 ,и опорной поверхностью 5 и тем самым обеспечивает пе требующее усилий скольжеиие заготовки 6 в процессе гибочной операции.
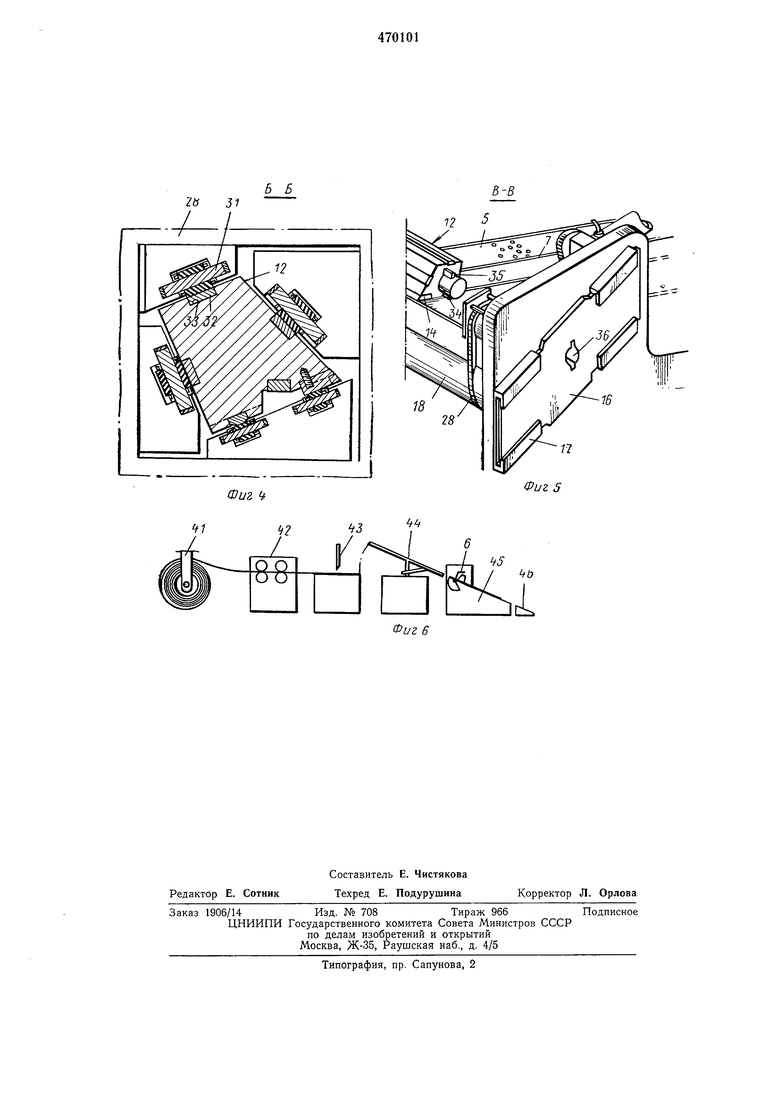
Прижимная траверса 12 состоит из наковальни 13 и сменной вставки-шаблона 14. Каждый Конец прижимной траверсы 12 расположен в отверстиях 15 боковых рам 2 и 3. Эти концы жестко закреплены в ползунах 16 в направляющих 17, неподвижно установленных на боковых рамах 2 и 3.
Гибочная траверса 18 размещена между боковыми рамами 2 и 3 с возможностью поворота. Для этого каждый конец траверсы 18 имеет наружный кольцевой сегмент 19 и внутренний элемент в виде сегмента вала 20, которые скользят в соответствующих внутренних 21 и наружных 22 кольцевых вырезах в бронзовых опорных пластинах 23, присоединенных к боковым рамам 2 и 3. Внутренний 21 и наружный 22 вырезы концентричны оси вращения О гибочной траверсы 18.
В боковых рамах 2 и 3 выполнены отверстия 24, в которых располагаются кронштейны 25, прикрепленные к ползунам 16. Каждый кронштейн 25 шарнирно связан с обычным двухпозиционным пневматическим цилиндром 26 со штоком норШня 27. Свободный -конец каждого штока поршня 27 соединен с приводной цепью 28, которая другим концом связана с гибочной траверсой 18.
К ползунам 16 на боковой раме 2 приварен жесткий прямоугольный кожух 29, содержащий внутренний комплект из пяти роликовых или игольчатых подшипников 30 и такой же наружный комплект «з подшипников 31. Подшипники 30 и 31 перемещаются на опорных плитах 32, расположенных в вырезах 33 прижимной траверсы 12.
Для установки и поддержания траверсы 12 в боковой раме 3 на траверсе 12 выполнена цапфа 34, имеющая два диаметрально расположенных щтыря 35. Цапфа 34 и щтыри 35 входят в соответствующее отверстие 36 в ползунах 16. Прижимная траверса 12 связана с зубчатой рейкой 37, а она, в свою очередь,- с зубчатым колесом 38, приводимым двигателем 39 на ползуне 16 и управляемым при помощи цифрового устройства 40.
Устройство работает следующим образом.
Заготовка 6 скользит по опорной поверхности 5, пока не натолкнется на стопоры 8, запрограммированные на начало гибочной операции. Затем происходит одновременное втягивание обоих штоков поршня 27 с каждой стороны шбочной траверсы 18. Штоки 27 туго натягивают цепи 28, затем через кронштейны 25 перемеЩ|ают ползуны 16, а вместе с ними и прижимную траверсу 12 к заготовке 6, вызывая поворот гибочной траверсы 18 вокруг оси О и, тем самым сгибая заготовку 6.
Дальнейшее выдвижение штоков иоршня 27 вызовет противоположное перемещение ползунов 16 и прижимной траверсы 12. Затем прижимная траверса 12 переводится в боковое положение при помощи двигателя 39, зубчатого колеса 38 и рейки 37. Заготовка 6 освобождается, и цикл обработки повторяется.
Поскольку все операции гибочного устройства могут выполняться автоматически при помощи цифрового устройства 40, это устройство .может быть встроено в автоматическую линию, включающую разматыватель 41, правильное устройство 42, летучие ножницы 43, переносный стол 44, гибочное устройство 45 и конвейер 46.
Предмет изобретения
1.Устройство для угловой гибки, содержащее станину с боковыми рамами, нвподвижную траверсу, прижимную траверсу со сменной вставкой-щаблоном, гибочную траверсу, привод и упор, отличающееся тем, что, с целью повышения производительности труда, прижимная траверса смонтирована на ползунах, установленных в боковых рамах и связанных со штоком силового цилиндра привода, а гибочная траверса выполнена в виде сектора, связанного со штоком гибким элементом, например цепью, при этом устройство
снабжено механизмом осевого перемещения прижимной траверсы, например, в виде приводной зубчатой рейки, и направляющим корnycOiM с элементами качения на рабочей поверхности, закрепленным на одном из ползунов.
2.Устройство по п. 1, отличающееся тем, что, с целью уменьшения трения между заготовкой и неподвижной траверсой, последняя выполнена наклонной с отверстиями для
подачи сжатого воздуха между траверсой и заготовкой.
3.Устройство по пп. 1, 2, отличающееся тем, что упоры р.асположены с возможностью регулировки их положения в пазах,
выполненных на неподвижной траверсе.
f ---- j W -
i П с о о о о о П о Э о i По г с П о с о о J о г ; о о о п о г л I h
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для угловой гибки | 1981 |
|
SU1003960A1 |
| ТРУБОГИБОЧНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЗМЕЕВИКОВ | 1996 |
|
RU2101115C1 |
| Устройство для изготовления арматурных петель из проволоки | 1986 |
|
SU1359050A1 |
| Устройство для гибки листовых заготовок | 1981 |
|
SU1011298A1 |
| Машина для гибки трубных панелей | 1976 |
|
SU654328A1 |
| Пресс конвейерного типа для горячей вулканизации низа обуви | 1940 |
|
SU61593A1 |
| Станок для соединения витков двухплоскостных спиралей скобами | 1988 |
|
SU1549644A1 |
| УСТРОЙСТВО к СТАНКУ ДЛЯ ГИБКИ ПРОФИЛЕЙ В ПРОСТРАНСТВЕ | 1969 |
|
SU258009A1 |
| Автоматизированный комплекс для штамповки деталей | 1987 |
|
SU1581436A1 |
| Пресс гидравлический электродный | 1985 |
|
SU1318424A1 |
J7 Ji flijitll
iil-ir
.:::Щ iL : ч bbbh i-::s :
-CT/ -4
F
.%I:T
25/5--р/Ж 1/ 1Ш
7
i4x v l4--7 C--:A J.iWi:b :5i :;i- 3
U--Jki
-,if.-.||,i lijifr
-- :ij .jf|qji
18
п
Фиг 4
tr
Фиг 5
ff
rh
PA
&
