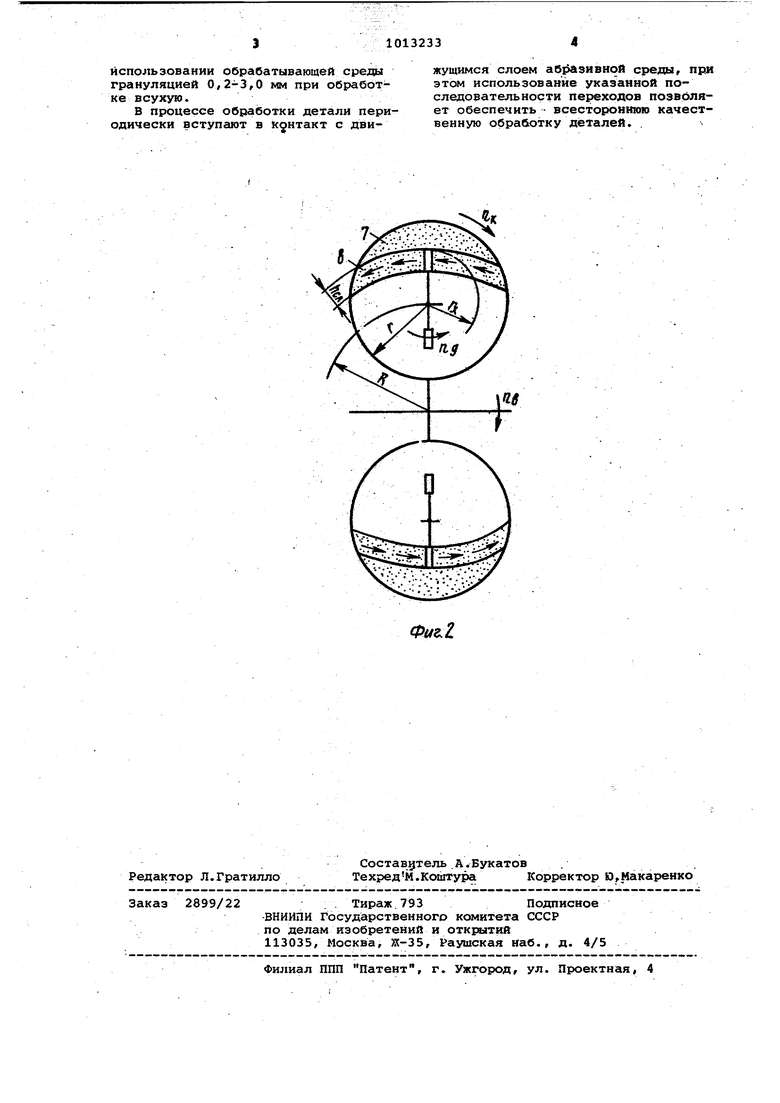
Изобретение относится к обработке поверхности свободным абразивом с использованием центробежных сил и может быть использовано в машино,строении и приборостроении на операциях безразмерной обработки. Известен способ центробежной абразивной обработки деталей, при котором последние устанавливают На оправках внутри рабочих камер, полости которых заполняют гранулированной абразивной средой, а затем камеры приводят в планетарное вращение, при этом деталям сообщают вращение с угловой скоростью, равной относительной скорости вращения рабочих камер 1 . Недостатком известного способа является низкое качество обработки деталей сложной конфигурации. Целью изобретения является повы-: шение качества обработки деталей сложной конфигурации. Поставленная цель достигается тем, что согласно способу обработки деталей устанавливаемых на оправках внутри совершающих планетарное вращение рабочих камер, полости кото рых заполняют гранулированной абразивной средой, деталям сообщают вращение с угловой скоростью, равной относительной скорости вращения рабо чих камер, при этом детали закрепляют эксцентрично оси вращения оправок при полном погружении в движущий ся слой абразива, а дальнейшую обработку ведут при вращении деталей с линейной скоростью, равной двукрат ной скорости движущегося слоя абрази ва. На фиг.1 изображена схема обработ ки деталей по длине камеры; на фит.2 то же, в поперечном сечении камеры. Рабочие камеры 1 (2 или .4 шт ) шар нирно соединены с ротором 2, который приводится во вращение от привода (не показан). С одной стороны рабочи камер жестко закреплены шестерни 3, которые зацепляются с неподвижной шестерней 4.. В рабочих камерах помещены оправки 5с закрепленными на них деталями 6. Оправки могут вращаться, от самостоятельного привода (не показан) с числом оборотов Пд . При вращении ротора 2 с числом оборотов Пц шестерни 3, обкатываясь о неподвижную шестерннз 3, приводят в планетарное вращение рабочие камеры llnVc рабочей смесью 7. При определенном отношенииПь/п.,(например 1) на поверхности рабочей смеси обра зуется движущийся, слой 8. При планетарном вращении рабочей камеры 1 обрабатывающая смесь 7 занимает определенное (неподвижное положение относительно рютора 2. Поэтому скорость движущегося слоя 8 относительно неподвижной части рабочей смеси 7 определяется из соотношения.( . V.-3r-(),w. где R - радиус вращения водила/ Tj. АГ - радиус вращения закрепленной, на оправке детали (здесь г- радиус камеры; Л - числбвой коэффициент, зависящий от степени заполнения камеры рабочей смесью (см. таблицу). Толщина движущегося слоя, которую рледует выбирать, исходя из размеров обрабатываемой детали, приближенно, определяется из выражения (Р.А,) ,2d где В sVn, ЧИСЛОВОЙ коэффициент, зави2. i сящий от Z (см. таолицу.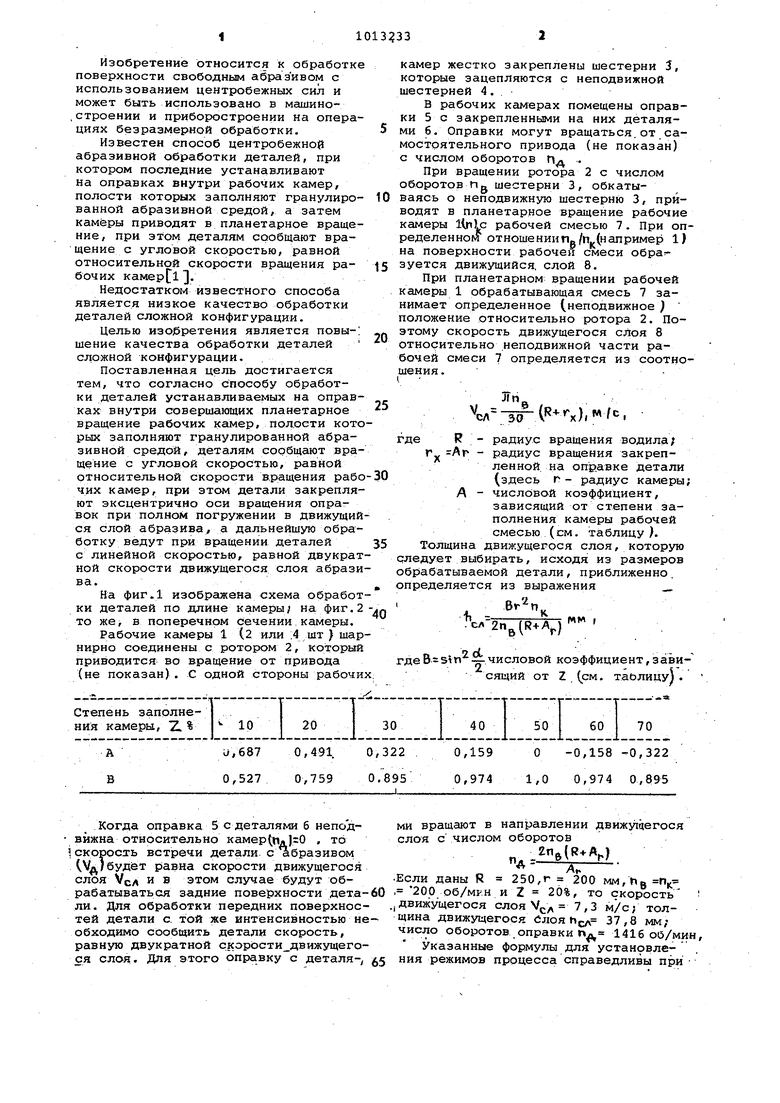
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ и устройство для центробежно-шпиндельной обработки поверхностей изделий | 2020 |
|
RU2755328C1 |
| Способ обработки изделий | 1978 |
|
SU680864A2 |
| Устройство для центробежной обработки колец | 1981 |
|
SU986747A2 |
| Устройство для центробежной обработкииздЕлий ТипА КОлЕц | 1978 |
|
SU835718A1 |
| Устройство для центробежной абразивной обработки колец | 1979 |
|
SU787160A1 |
| Устройство для центробежной обработки колец | 1977 |
|
SU663564A1 |
| Способ обработки деталей | 1981 |
|
SU1020215A1 |
| Устройство для центробежной абразивной обработки колец | 1980 |
|
SU929415A2 |
| Устройство для абразивной обработки деталей | 1981 |
|
SU1007941A1 |
| Устройство для абразивной обработки, обеспечивающее планетарное движение на малых межосевых расстояниях | 2017 |
|
RU2658542C1 |
СПОСОБ ЦЕНТРОБЕЖНОЙ АБРАЗИЬНОЙ ОБРАБОТКИ ДЕТАЛЕЙ, при КОТОром последние устанавливают на оправках внутри рабочих камер, полости которых заполйяк)Т гранулированной абразивной средой, а затем камеры приводят В: планетарное вращение , при этом деталям сообщают вращение с угловой скрростью, равной относительной скорости вращения рабочих камер, отличающийс я тем, что, с целью повышения.качества обработки деталей сложной конфигурации, последние закрепляют эксцентрично оси вращения оправок при полном погружении в движущийся слой абразива, а дальнейшую обработку ведут при вращении деталей с линейной скоростью, равной двукратной скорости движущегося слоя абразива.
Когда оправка 5 с деталями б неподвижна относительно камер(Пд)0 , то скорость встречи детали, с абразивом (Уд/будет равна скорости движущегося слоя VCA ч этом случае будут обрабатываться задние поверхности дета-60 ли. Для обработки передних поверхностей детали с. той же интенсивностью необходимо сообщить детали скорость, равную двукратной скорости движущегося слоя. Для этого оправку с деталя- g
ми вращают в направлении движу11|егося слоя с числом оборотов
„.(М
ЕСЛИ даны R 250,г 200 мм,Пр п , 200 об/мин и Z 20%, то скорость ., движущегося слоя Vc 7,3 м/с; толщина движущегося Слоя hcA 37,8 мм; число оборотов оправки п 1416 об/ми
Указанные формулы для установления режимов процесса справедливы приИспользовании обрабатывающей среды грануляцией 0,2-3,0 мм при обработке всухую.
В проиессе обработки детали периодически вступают в кс нтакт с движущимся слоем абразивной среды, при этом использование указанной последовательности переходов позволяет обеспечить - всестороннюю качественную обработку деталей. .
Фиг.1
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| 0 |
|
SU153671A1 | |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
