Изобретение относится к прокатке, в частности к листопрокатному производству, и может быть использовано в конструкциях прокатных валков, предназначенных для клетей чистовой группы непрерывных широкополосных станов горячей прокатки.
Целью изобретения является расширение сортамента прокатываемых полос по их ширине в течение одной кампании валка.
На чертеже изображен валок, общий вид.
Рабочий валок листопрокатного стана включает бочку 1 валка и, например, цапфы 2 и 3, на которых собираются подушки с подшипниками и муфты (не показаны). Бочка 1 валка в средней части выполнена с вогнутым параболическим профилем образующей на длине I, равной 0,5-0,8 длины бочки g. Концы бочки на длине 0,10-0,25 Fe выполнены с вогнутым гиперболическим профилем образующей, сопряженным с параболическим профилем. Общая величина вогнутости образующей профиля дО/2 распределена между гиперболической и параболической кривыми в пределах 0,2-0,8.
Валок работает следующим образом.
Установленный в прокатной клети, например, непрерывного широкополосного стана (НШС) горячей прокатки листа в паре, в частности, с аналогично спрофилированным валком рабочий валок обжимает в зависимости от ширины прокатываемой полосы вначале почти равномерно в зонах гиперболического профиля и параболического, затем по мере перехода от первой клети чистовой группы к последней доля обжатия на параболическом участке профиля возрастает, а на гиперболическом уменьшается, а по величине вогнутости вначале доля гиперболического профиля незначительна, а затем максимальна по мере увеличения обжатия полосы.
Валок предназначен для клетей чистовой группы, поэтому указанные пределы распре
деления профиля образующей между кривыми целесообразно назначать исходя из следующих соображений.
На валках первых клетей параболический профиль располагается на меньшей длине вплоть до 0,5 fg. Меньшая величина нерациональна, так как приведет к значительному возрастанию деформаций в цоследую- Ш.ИХ клетях на средней части полосы и повышению крутизны разнотолщинности. Большая доля профиля образующей в виде параболы может назначаться на валках последующих клетей вплоть до 0,8 fg на последней клети. Величина больщая 0,8 fs- может привести к росту прикромочной разнотолщинности и последующему увеличению кромочной обрези ввиду повыщения минусового допуска на толщину полосы. Малую Еюгнутость образующей профиля вплоть до 0,2 4D/2 следует выполнять гиперболической при максимальной ее протяженности на длине бочки вплоть до 0,25 tg. Величины вогнутости .меньще 0,2 ДО/2 при выполнении их гиперболами могут привести к существенному росту прикромочной деформации-па полосе и ухудшению планшет- ности на ее средней части. Величину вогнутости вплоть до 0,8 д D/2 целесообразно выполнять при минимальной протяженности участка валка, спрофилированного гиперболой. Однако увеличение доли вогнутости,
выполненной гиперболой, больше 0,8 ДО/2 ведет к образованию при -прокатке тонких и широких полос перегибов в середине полосы по величине разнотолщинности, волнистости и локальных утолщений, что может привести к увеличению выхода листа
с пониженной сортностью.
В табл. 1. приведены параметры предложенного валка по клетям чистовой группы НШС 1700 КарМК (Ь Ге 1700 мм).
Таблица 1
в табл. 2 приведены результаты сопоставительных прокаток листа на НШС-1700 с использованием известной и предлагаемой конструкции валков.
Как видно из данных табл. 2, предлагаемая конструкция позволяет прокатывать широкий copTaNteHT полос (как готовые, так и подкаты для жести), увеличивает период
кампании валков в 1,24 раза, yMeHbujaH годовой объем перевалок. При этом обеспечивается качество по геометрическим параметрам более высокое, чем при использовании известных профилировок, уменьшается объем продукции более низких сортов и в целом - расходный коэффициент металла (экономия 1-3% металла).
Таблица 2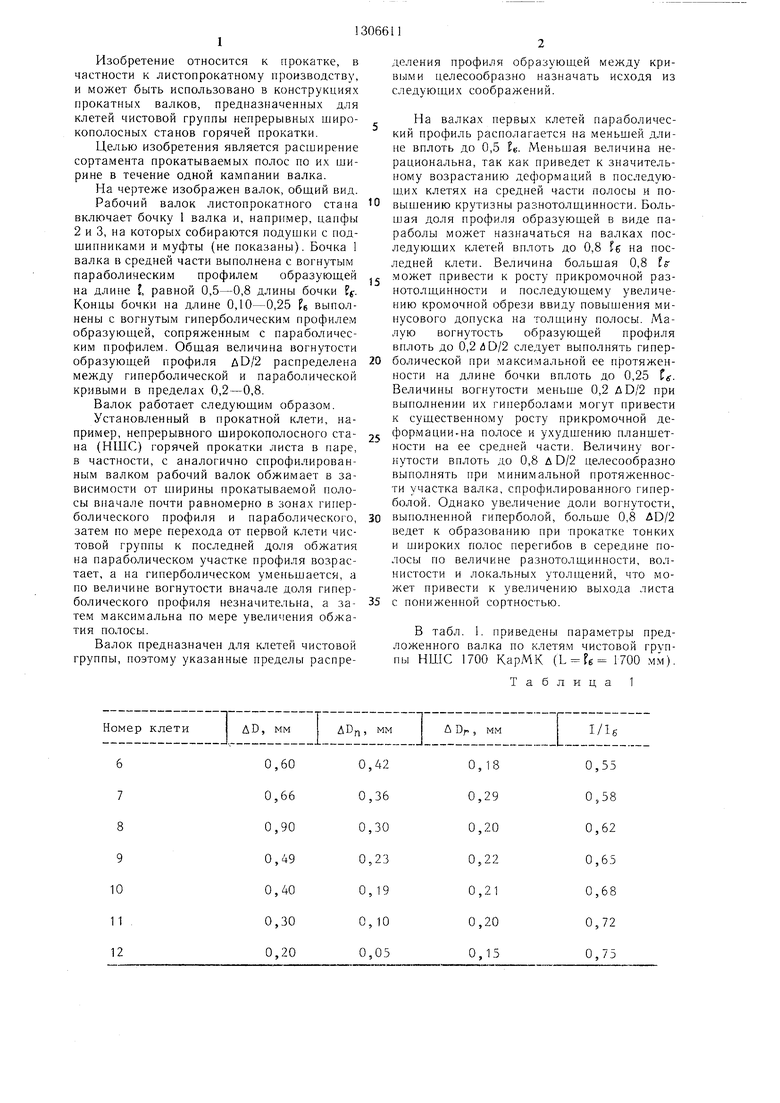

| название | год | авторы | номер документа |
|---|---|---|---|
| Рабочий валок чистовой клети непрерывного листового стана горячей прокатки | 1986 |
|
SU1388126A1 |
| Валок клети листопрокатного стана | 1986 |
|
SU1340845A1 |
| Валковый комплект кварто | 1988 |
|
SU1516155A1 |
| Способ охлаждения валков листопрокатного стана | 1986 |
|
SU1346285A1 |
| Комплект валковых узлов непрерывной чистовой группы клетей широкополосного стана горячей прокатки | 1988 |
|
SU1585033A1 |
| Комплект вертикальных валков эджерных клетей широкополосного стана горячей прокатки | 1987 |
|
SU1599139A1 |
| Рабочий валок листопрокатной клети | 1983 |
|
SU1158262A1 |
| Рабочий валок листопрокатного стана | 1987 |
|
SU1555003A1 |
| Способ подготовки к работе прокатных валков листовых станов | 1986 |
|
SU1380820A1 |
| Рабочий валок листопрокатного стана | 1987 |
|
SU1537338A1 |
Изобретение относится к листопрокатному производству, конкретно к чистовым клетям широкополосных станов горячей прокатки. Цель изобретения - расширение сортамента прокатываемых полос по их ширине в течение одной кампании валков. Бочка 1 валка в средней части выполнена с вогнутой образуюшей с профилем на длине f, равной 0,5-0,8 длины бочки, в виде параболы. Концевые части бочки выполнены симметрично относительно указанной параболы в виде гиперболы. Обш.ая величина вогнутости образуюш,ей профиля лО/2 распределена между гиперболической и параболической кривыми в пределах 0,2-0,8. Рабочий валок обжимает в зависимости от ширины прокатываемой полосы вначале почти равномерно в зонах гиперболического профиля и параболического, затем но ходу прокатки от первой клети чистовой группы к последней доля обжатия на параболическом участке профиля возрастает, а гиперболическом уменьшается, а по величине вогнутости вначале доля гиперболического профиля незначительна, а затем максимальна по мере увеличения обжатия полосы. 1 ил., 2 табл. i& сл 00 о О5 05
| Рабочий валок листопрокатной клети | 1983 |
|
SU1158262A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Прокатный валок | 1983 |
|
SU1119748A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
