i
42
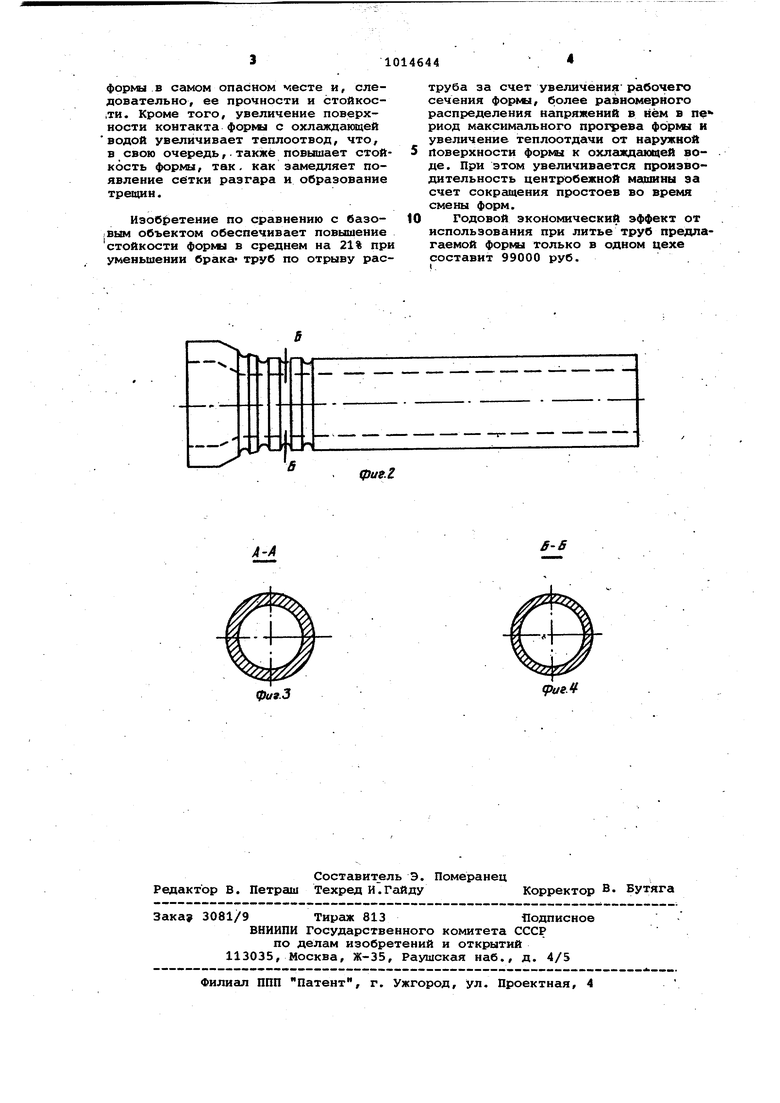
Изобретение относится к литейному производству и может быть испол зовано для литья чугунных напорных труб центробежным способом. По основному авт. св. 942875 известна форма для центробежного литья труб, содержащая ствол с рас рубом на одном конце, у которой на участке перехода раструба в ствол на наружной поверхности выполнена кольцевая канавка глубиной 0,1-0,5 толщины стенки fl. Указанная форма позволяет умень шить брак труб по отрыву раструба, однако не обеспечивает достаточной стойкости формы. Это обусловлено те что в раструбную часть формы постоянно попадают порции жидкого металла, температура которых на 3080с выше, чем температура металла попадающего в ствольную часть формы. Последнее приводит к тому, что в процессе литья труб температура внутренней поверхности формы у раструба постоянно на 80-100°С выше, чем температура внутренней поверхно ти и в ствольной части формы. Разог тая до 700-730С внутренняя поверх ность раструбной части формы, конта тируя с расплавленным металлом, быс рее покрывается сеткой разгара и тр щинами. А так как в этом месте на н ружной поверхности формы выполнены кольцевые канавки, то рабочее сечение формы уменьшается, что вызывает деформацию формы и выход ее из строя. Цель и-зобретения - повышение сто кости формы и уменьшение брака труб по отрыву раструба. Поставленная цель достигается тем, что в форме для центробежного литья труб канавка выполнена по вин товой линии.. На фиг. 1 изображена предлагаема формам на фиг. 2 - известная форма; на фиг. 3 - сечение А-А на фиг. 1; на фиг. 4 - сечение Б-Б на фиг.2. Форма состоит из ствольной части 1, раструба 2 и перехода ствольной части трубы в раструб 3, на поверхности которого выполнена винтовая канавка 4. Из приведенных чертежей видно, что рабочее сечение предлагаемой фо мы (фиг. 3)больше, чем аналогичное сечение известной формы (фиг. 4К Это обусловлено тем, что сечение из вестной формы представляет собой круг, у которого радиус внутренней окружности равен разности между наружным радиусом формы и глубиной кольцевой канавки. Сечение предлагаемой формы и глубиной кольцевой к tiaBKfi. Сечение предлагаемой, формы представляет собой круг, в котором радиус внутренней окружности равен внутреннем радиусу формы, а часть наружной окружности описана радиусо представляющим собой разность между наружным радиусом формы и глубиной винтовой канавки, вторая часть наружной окружности описана полным наружнь1М радиусом формы. То, что площадь сечения предлагаемой формы больше площади сечения известной формы, объясняется тем, что секущая плоскость, проведенная через центр винтовой канавки перпендикулярно продольной оси формы, не проходит через центр винтовой канавки во всех точках ввиду того, что винтовая канавка располагается под углом к продольной оси фор1лы. Поэтому секущая плоскость пересекает винтовой выступ, который находится напротив винтовой впадины канавки. Секущая плоскость, проведенная через центр кольцевой канавки, перпендикулярно продольной оси формы, проходит через центр во всех точках кольцевой канавки. Этим и объясняется меньшая площадь поперечного сечения, формы, имеющей кольцевые канавки. Если площадь сечения в самом опасном месте формы больше, то следовательно, прочность и стойкость ее ко всем деформациям выше. Практические данные показывают, что прочность формы с винтовой канавкой в месте перехода раструба в ствол увеличивается по сравнению с формой, имеющей кольцевую канавку, на 18-25%. Кроме того, винтовая канавка обеспечивает увеличение теплоотдачи от наружной поверхности формы к охлаждающей среде (воде) за счет увеличения поверхности контакта с охлаждающей средой, что также повышает стойкость формы и дополнительно снижает брак труб по отрыву раструба. Связано это с тем, что длина одного витка винтовой канавки больше, чем длина одной кольцевой канавки, причем тем больше, чем больше шаг витка винтовой канавки. СледовательrfSb, площадь одного винтового выступа больше площади одного кольцевого выступа. При нарезке винтовой канавки с,количеством витков, равным количеству кольцевых канавок, эта разница площадей возрастает еще. больше. Далее, согласно закону теплообмена соприкосновением, полный тепловой поток от поверхности тела к омываемой среде (в данном случае воде) прямо пропорционален площади контакта тела и омываемой среды. Тат КИМ образом, в данном случае с увеличением площади увеличивается суммарная теплоотдача. Экспериментальные данные показывают, что в предлагаемой форме теплоотдача увеличивается на 10-15% по сравнению с известной. Быполнение винтовой канавки обес печивает увеличение площади сечения
форма в самом опасзном месте и, следовательно, ее прочности и стойкос|ТИ. Кроме того, увеличение поверхности контакта формл с охлаждающей водой увеличивает теплоотвод, что, в свою очередь,.также повышает стойкость формы, так, как замедляет появление Сетки разгара и образование трещин.
Изобретение по сравнению с базо:Вым объектом обеспечивает повышение стойкости форки в среднем на 21% при уменьшении брака- труб по отрыву раструба за счет увеличения рабочего сечения формы, более равномерного распределения напряжений в нём в пе риод максимального форкся и увеличение теплоотдачи от наружной
поверхности формы к охлаждающей воде. При этом увеличивается производительность центробежной машины за счет сокращения простоев во время смены форм.
Годовой экономический эффект от использования при литье труб предлагаемой формы только в одном цехе составит 99000 руб.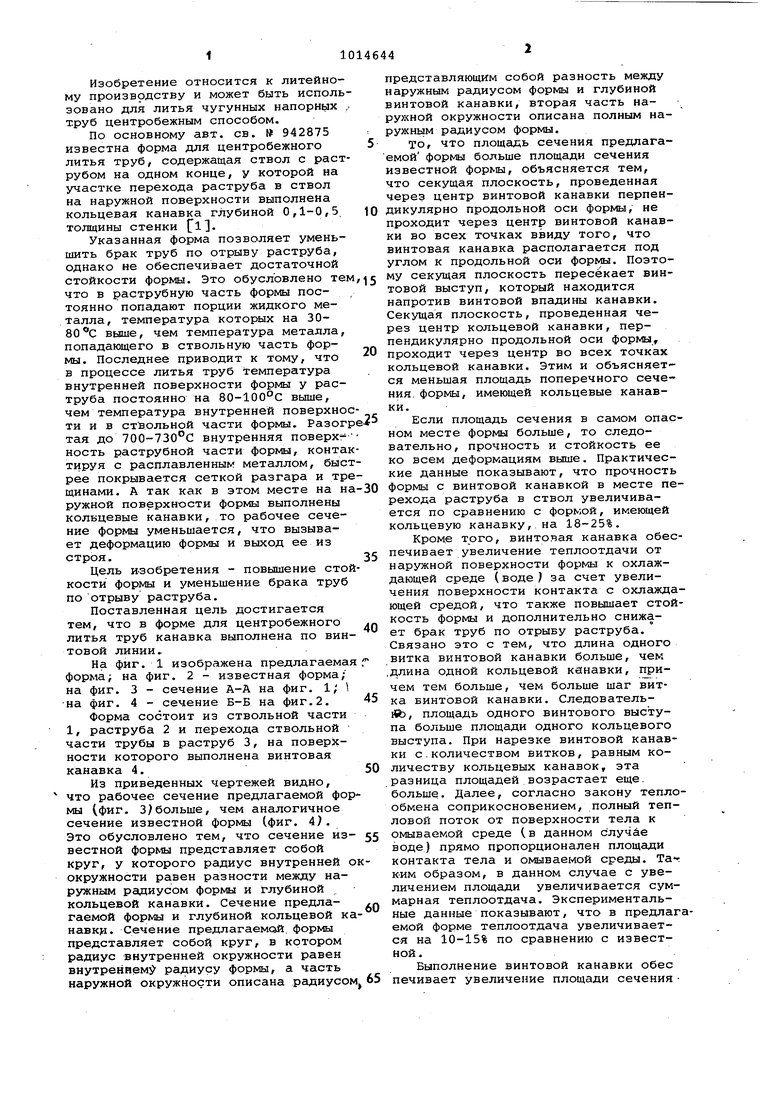
| название | год | авторы | номер документа |
|---|---|---|---|
| Форма для центробежного литья труб | 1980 |
|
SU942875A1 |
| Способ центробежного литья чугунных труб | 1978 |
|
SU789226A1 |
| Форма для центробежного литья труб | 1980 |
|
SU908500A1 |
| Раструбный стержень для изложницы центробежной машины | 1978 |
|
SU719798A1 |
| Изложница для центробежного литья труб | 1990 |
|
SU1734936A1 |
| ТРУБА, В ЧАСТНОСТИ ПЛАСТМАССОВАЯ ТРУБА ДЛЯ КАНАЛИЗАЦИОННЫХ ТРУБОПРОВОДОВ | 2018 |
|
RU2764352C2 |
| Центробежно-литейная машина | 1981 |
|
SU997966A1 |
| Устройство для центробежного литья труб | 1981 |
|
SU996083A1 |
| Способ полунепрерывного литья труб | 1986 |
|
SU1440603A1 |
| Устройство для формования раструбных керамических канализационных труб | 1982 |
|
SU1131660A1 |
ФОРМА ДЛЯ ОДНТРОБЕЖНОГО ЛИТЬЯ ТРУБ по авт. св. 942875, отличающаяся тем, что, с целью повышения стойкости форкы и ул4еньшения брака труб по-отрыву раструба, канавка выполнена по винтовой линий.
А-А
В-В
Фи9.3
g}t/e.f
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Форма для центробежного литья труб | 1980 |
|
SU942875A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
