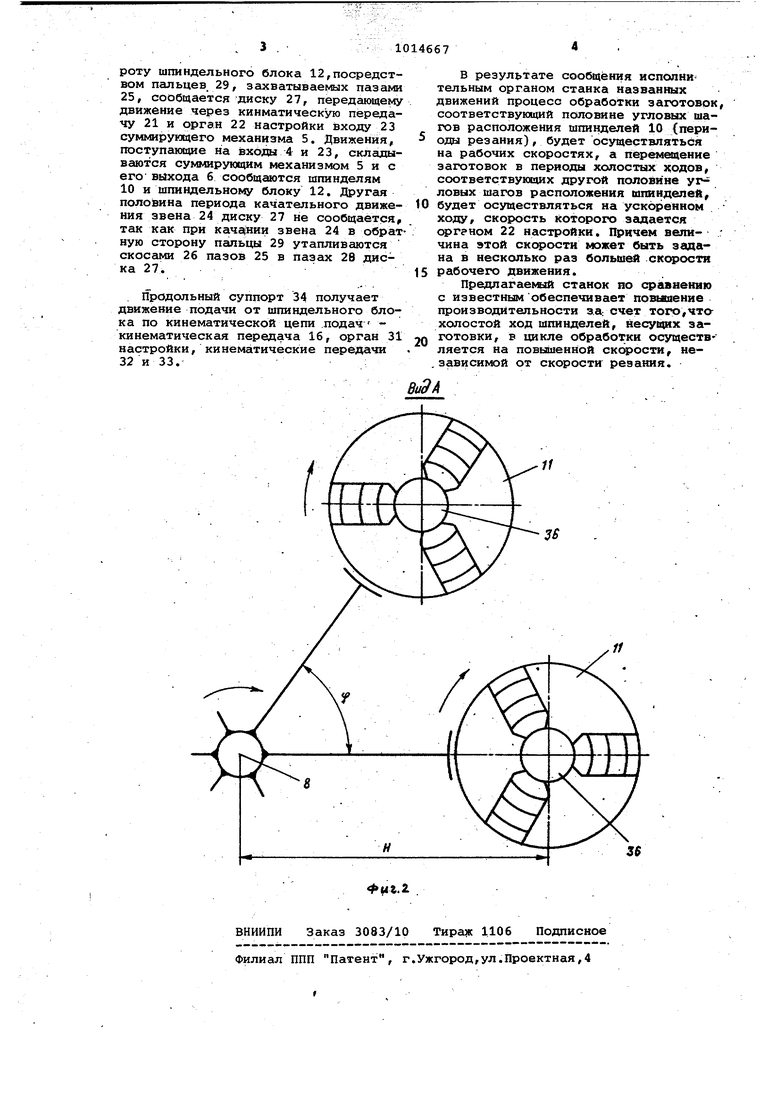
Изобретение относится к станкостроению. Известен многошпиндельный токарный станок, содержащий шпиндельный блок .с рабочими шпинделями, суппорт с инструментом и приводы вращательных движений шпиндельного блока и рабочих шпинделей и поступательного перемещения суппорта ij. Недостатком известного станка являет.ся низкая производительность обработки, обусловленная постоянством круговой частоты вращения шпиндельного блока при холостом ходе и резании. Цель изобретения - повышение про изводительности станка посредством увеличения круговой частоты вращения шпиндельного блока при холостом ходе. Указанная цель достигается тем, что в станке, содержащем привод вра щения шпинделей и шпиндельного блок . кривошипно-коромысловый механизм с ведущим звеном,связанным со шпиндельным блоком, механизм дискретног действия с ведомым звеном, соединен ным с одним входом суммирующего механизма, второй вход суммирующего механизма кинематически связан с пр водом вращения шпинделей, а выход со шпинделями. На фиг. 1 приведена структурная схема станка; на фиг. 2 - вид по стрелке А на фиг.1. . Станок содержит электродвигатель 1, который посредством кинематической цепи, включающий кинематическую передачу 2, орган 3 настройки, вход 4 суммирующего механизма 5, выход б этого механизма, кинематическую пер дачу 7, центральный вал 8, зубчатые передачи 9, связан со шпинделем 10, несущими патроны 11 для закрепления заготовок. Шпиндели 10 установлены в шпиндельном блоке 12 равномерно по кругу с угловым шагом f и расстоянием Н между осями централ.ьного. вала 8 и шпинделей 1р. Протяженность зоны резания каждой заготовки при ее повороте вместе со шпинделями 10 относительно центрального вала 8 зависит от диa 1eтpa заготовки. Поэтому угловой шаг Ч расположения шпи1аделей выбран из условия, при котором одна его половина соответствует резанию, а другая половина холостому хоДу шпи делей 10 при обработке заготовок наи большего диаметра, соответствующей максимальной протяженности зоны резания. Шпиндельный блок 12 смонтирован с возможностью свободного вращения в корпусе 13.. Шпиндели 10 связаны кинематической цепью, содержащей зубчатые передачи 9, кинематическую передачу 7, орган 14 настройки Сгитара сменных зубчатых колес), кинематические передачи 15 и 16 со шпиндельным блоком 12. Шпиндельный блок 12 посредством кинематических .передач 17 и 18, кривошипно-коромыслового механизма 19, механизма 20 дискретного действия, кинематической передачи 21, органа 22 настройки (гитара сменных зубчатых колес) кинематически соединен с входом 23 сумютрующего механизма 5. Ведомое звено 24 кривошипно-коромыслового механизма 19 одновременно является ведущим звеном механизма дискретного действия 20. Этот механизм выполнен в виде кольца (звено 24) с пазами 25 на внутренней стороне, имеющими скосы 26 с одной стороны, охватывающего диск 27, несущий в пазах 28 пальцы 29, опирающиеся на пружины 30. Количество пазов 25 на кольце 24 больше количества пазов 28 на диске 27. Разность угловых шагов расположения пазов 25 и 28 определяет угол Качания звена 24. Этот угол соответствует периоду движения от шпиндельного блока 12 к входу 23 суммирующего механизма 5. Шпиндельный блок 12 посредством кинематической цепи, содержащей кинематическую передачу 16, орган 31 настройки, кинематические передачи 32 и 33,связан с продольным суппортом 34,несущим салазки 35. Заготовки 36 устанавливают в патроне 11, а резец 37 - на салазках 35. Органы 3 и 14. настройки используются для установки скорости резания, . для установки круговых частот вращения шпин делей 10 и шпиндельного блока 12 при резании. Орган 22 настройки предназна чен для установки скорости движения шпиндельного блока 12 на холостых ходах. Орган 14 настройки используется для установки продольной подачи. Станок работает следукицим образом. При включении электродвигателя 1 шпиндели 10 получают вращение по кинематической цепи привода - кинематическая передача2,. орган 3 настройки, вход 4 суммирующего механизма 5, выход б этого механизма, кинематическая передача 7, центральный вал 8, зубчатые передачи 9. Одновременно по кинематической цепи - зубчатые передачи 9, кинематическая передача 7, орган 14 настройки, кинематические передачи 15 и 16 - получает вращение шпиндельный блок 12. Шпиндельный блок 12 через кинематические передачи 17 и 18 сообщает вращение кривошипно-коромысловому механизму 19, каждый оборот ведущего звена Которого преобразуется в одно качательное движение ведомого звена 24. Половина периода этого движения, соответствующая холостому пово
| название | год | авторы | номер документа |
|---|---|---|---|
| Зубодолбежный станок | 1979 |
|
SU874284A2 |
| Многошпиндельный токарный станок | 1980 |
|
SU906642A1 |
| Зубодолбежный станок | 1979 |
|
SU810406A1 |
| Зубодолбежный станок | 1982 |
|
SU1049207A2 |
| Зубодолбежный станок | 1981 |
|
SU1010768A2 |
| Двухшпиндельный зубодолбежный станок | 1990 |
|
SU1828788A1 |
| Зубодолбежный станок | 1979 |
|
SU837635A1 |
| Вертикальный многошпиндельный станок | 1990 |
|
SU1722701A1 |
| Многошпиндельный токарный станок | 1990 |
|
SU1785828A1 |
| Зубодолбежный станок | 1980 |
|
SU1136383A2 |
МНОГОШПИНДЕЛЬНЫЙ ТОКАРНЫЙ ; СТАНОК, содержащий привод вращения шпинделей и шпиндельного блока, кри- воишпно-короьысловый механизм с ведущим звеном, связаншям со шпиндельным блоком, механизм дискретного действия с ведомым звеном, связанным, с одним входом суммирующего, механизма, о т л и ч а ю щ и И с я тем, .что, с целью повышения производительности, второй вход су№1ирукщего механизма кинематически связан с приг водом вращения шпинделей, а выходсо шпинделями.
| Способ токарной обработки | 1970 |
|
SU465274A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
