1 2. по п. i , о т л и ч а ю 1ц и и с я тем, что подвижная часть оправки и дополнительная секция оправки выполнены составными из жесткой части и- амортизирующей вставки, контакти59рующей с внутренней поверхностью трубчатой детаяи. 3. Зажим по пп. 1 и 2, о т л и ч а ю .щ и и с я тем, что клкч выполнен нодпружйненным относительно оси оправки, i
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для зажима и подачи деталей | 1983 |
|
SU1151417A1 |
| Поворотно-зажимное устройство | 1983 |
|
SU1127745A1 |
| Автомат для изготовления изделий из проволоки | 1986 |
|
SU1389917A2 |
| Устройство для зажима деталей | 1988 |
|
SU1549716A1 |
| Станок для намотки лент на криволинейные трубчатые изделия | 1980 |
|
SU1039605A1 |
| Устройство для зажима тонкостенных деталей | 1984 |
|
SU1255365A1 |
| ШТАМП ДЛЯ РЕЗКИ ТРУБ | 1982 |
|
SU1092840A1 |
| Штамп для раздачи труб на конус | 1985 |
|
SU1299675A1 |
| ПРИСПОСОБЛЕНИЕ-СПУТНИК | 1973 |
|
SU383569A1 |
| УСТАНОВКА ДЛЯ СВАРКИ ТРУБ ИЗ ТЕРМОПЛАСТОВ | 1970 |
|
SU274911A1 |
1. ЗАЖИМ ДЛЯ ТРУБЧАТЫХ ДЕТАЛЕЙ к устройству для обработки, содержащий оправку с секцией, соответствующей по форме прямолинейному участку трубчатой детали, и. Подвижной частью а также привод ее перемещения с клином, размещенным между секцией оправки и . подвижной частью ее, и несущий клин шток, установленный по оси оправки, отличающи йся тем, что, с целью предотвращения разрушения трубчатых деталей, имеющих криволинейные отводы из хрупкого материала с низким коэф({яшиентом трения, путем уменвшения усилия зажатия- и изгиба деталей, оправка снабжена дополнительной секцией, жест ко связанной с основой, соответствующей по форме поперечного сечения криволинейному отводу трубчатой детали, при этом подвижная часть вьшолнена в виде шарнирно закрепленного на секции оправки двуплечего рычага, одно плечо которого выполнено соответствуюгацим поформе отвоцу цетЕЛИ, а другое - со скосом на конце, причем зажим снабжен закрепленным на штоке клиновым упором, взаимодействующим своим скосом со скосом рычага. ;,. сл СП со
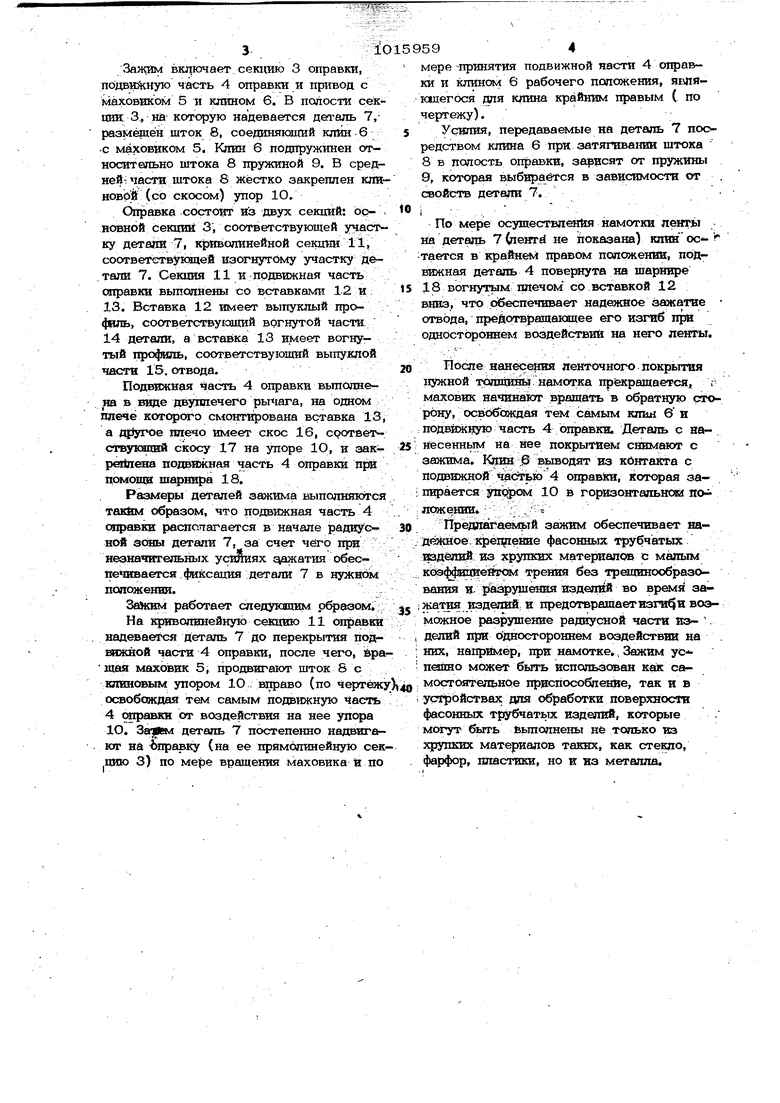
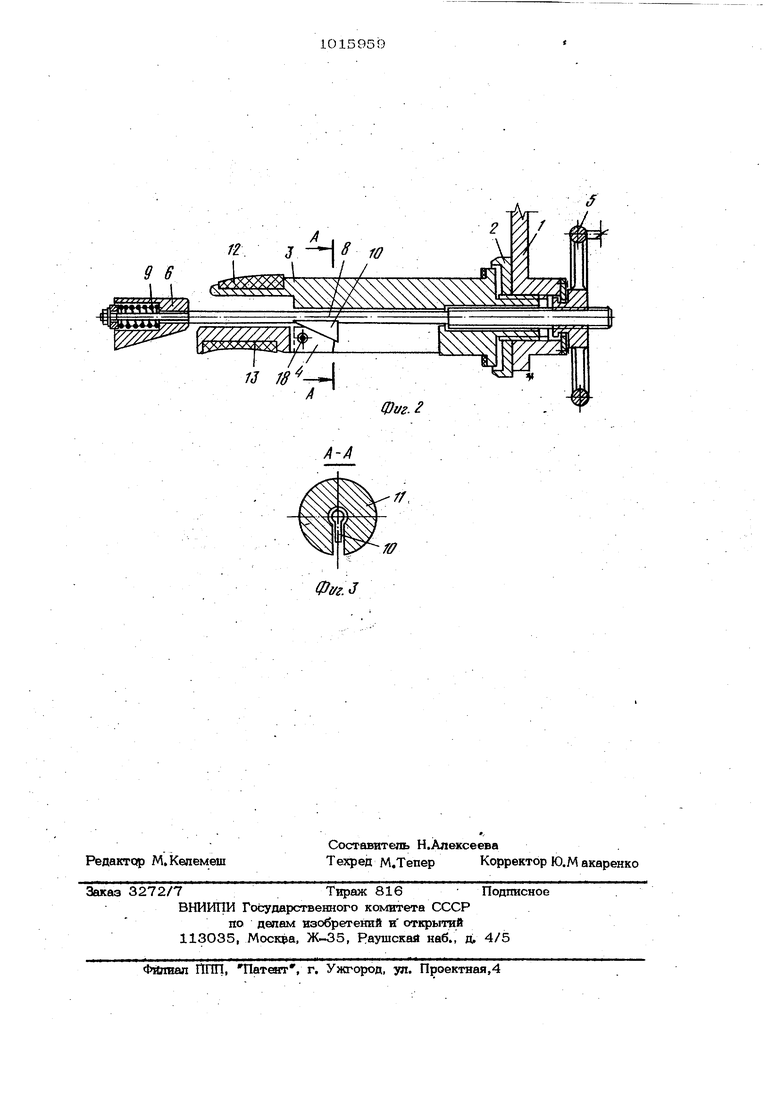
Изобретение относится к зажимам для удержания фасонных трубчатых изделий, например, отводов, вьгаопненных из хрупких материалов с малым коэффшшентом Tpje ния при намотке на них лент, образующих уп рочняющее или изолирующее покрытие. Известен зажтхм, содержащий центрирующую втулку, входящую в полость патп рубка и несущую расположенный в ее полости гибкий трос, пропущенный через патрубок и соединенный одним концом с механизмом era наряжения, выполненным в виде ходового винта, пружины и маховика, а другим - со съемной заглущкрй, установленной с другого конца патрубка Однако при использовании известного зажима с гибким тросом для крепления фасонных деталей, выполненных из стекла или другого хрупкого материала, при затягивании гибкого.троса последний ока зывает значительное давление на радиус ную часть дегали, которое может вызывать ее разрущение, Известен также зажим для трубчатых деталей к устройству для обработки, содержащий оправку с секцией, соответствующей по форме прямолинейному участку трубчатой детали, и подвижной частью, а также привод ее перемещения с клином размешенным между секцией оправки и подвижной, частью ее, и несущий клин шток, установленной по оси оправки 2J Указанный, клиновой зажим обеспечивает надежное зажатие металлических трубчатых изделий. Однако зажатие с помозо ью этих зажимов трубчатых деталей на из металл а из стекла или другого хрупкого материала, имеющего малый коэффициент :1 при приложении небольших усилий заж11тия Ненадежно, так как возможно выскальзывание зажима из полости детал а при приловкении больших усилий, обесп© чивающих надежное закрепление детаЛи, возможно появление трешин и даже, разрушение его. Целью JИзoбpeтeния является предотвращение разрущения трубчатых деталей, имеющих криволинейные отводы из хрупкого материала с низким коэффициентом трения, путем уменьшения усилия зажатия и изгиба деталей. Указанная цель достигается тем, что в зажиме для трубчатых деталей к уст- , ройству для обработки, содержащем оправку с секцией, соостветствующей по форме прямолинейному участку трубчатой детали, fe подвижной частью, а также привод ее перемещения с клином, размещенным между секцией оправки и под- вижной частью ее, и несущий клин шток, установленный по оси оправки, оправка снабжена дополнитель.ной секцией, жестко связанной с основой, соответствующей по форме поперечного сечения криволинейному отводу трубчатой детали, при этом подвижная часть, выполнена в виде щарнирно закрепленного на секции оправки двуплечего рычага, плечо которого выполнено соответстбуювдим по форме отводу детали, а другое - со скосомна конце, причем зажим снабжен закрепленным На штоке клиновым упором, взаимодействующим- своим скосом со скосом рычага, одвижная часть оправки и дополнительная секция оправки могут быть Выполнёнь составними из жесткой части и амортизирующей вставки, контактирующей с внутренней поверхностью трубчатой детали. Клин может быть вьшолнен подпружиненным относительно оси оправки. На фиг, 1 показан предложенный зажим в продольном разрезе, рабочее состояние; на фиг, 2 - то же, нерабочее состояние; на фиг, 3 - сечение А-А на фот, 2 Всё апементы зажима крепятся к кронпггейну 1 при помощи контргайки 2 и ЯВЛЯЮТСЯ сменными согласно типораэtviepaM фасонных деталей типа отводов. Зажим вкдючает, секцию 3 оправки, подвийсную часть 4 оправки и привод с маховиком 5 и клином 6. В полости секции 3., Иа которую надевается 7,размещён шток 8, соединяющий клин-6 с маховиком 5. Клин 6 подпружинен относительно штока 8 пружиной 9. В средней-частя штока 8 жёстко закреплен кли НОВ0Й (со скосом) упор 1О, Оправка состоит из двух секций: основной секшш 3, соответствующей участку детали 71 криволинейной секции 11, соответствующей изогнутому участку детали 7. Сешшя 11 и подвижная часть справки выполнены со вставками 12. vi 13, Вставка 12 имеет выпуклый про4нль, соответствуюаций вогнутой части 14 детали, а вставка 13 имеет вогнутый профиль, соответствующий выпуклой часть 15. отвода. Подвижная часть 4 оправки выполнена в виде двухшечего рычага, на одном плече которого смонтирована вставка 13 а обутое плечо имеет скос 16, срответствукшгай скосу 17 на упоре 1О, и закрешена подавЬкная часть 4 оправки нря прмолщ шарннра 18. Размеры деталей зажима ныполн5потся образом, что подаижная часть 4 оправки распаттагается в начале радиус ной зоны детали 7, за счет чего щщ незначительных усвЙиях (джатия обеспеЧивается фиксация детали 7 в нужном положении. работает следующим . На криволинейную секцию 11 оарвкка надевается деталь 7 до перекрытия подвижной части 4 оправки, после чего, ispa щая маховик 5, продвигают шток 8 с клиновым упором 1О вправо (по чертёж освобождая тем самым подвижную Часть 4 оправки от воздействия на нее упора Ю. За|1йм деталь 7 постепенно надвигают на Справку (на ее прямолинейную сек цию 3) по мере вращения маховика и по мере-принятия подвижной яасти 4 ощзавки и клином 6 рабочего положения, явпякшегося для клина крайним правым ( по чертежу). УСИЛИЯ, передаваемые на деталь 7 посредством клина 6 при затягивании штока 8 в полость оправки, зарисят от пружины 9, которая выбирается в зависимости от . свойств детали 7. По мере осуществления намотки ленты iffl деталь 7(ленгй не показана) клин остается в крайнем праве положения, подвижная деталь 4 повернута на шарнире 18 вогнутым плечом со вставкой 12 вниз, что обеспечивает надежное зажатие отвода, прейотвращаклцее его изгиб при одностфоннем воздействий на него ленты. После яанесения ленточного покрытая нужной тощцины намотка прекрашается, г маховик начинают вращать в обратную сторону, освоб аждая тем самым клйл 6 я подвижную часть 4 оправкя. Деталь с нанесенньгм на нее покрытием снимают с зажима. Клин ,6 вьшодят из кбнтакта с подвижной частью 4 , которая запирается упором 1О в горизонталыкай по ложекяи,, V Предпагаеш 1Й зажим обеспечивает яадеяшое крехшеняе фасонных трубчатых изделий яа хрупких материала с мальпи коэффшШеЯтом трення без трещянообразо- вания я. разрушения язделяй во время зажатия изделий, я предотвращает язгя я возможное разрушение радиусной частя из- . деляй при одностороннем воздействия на . них, например, пря намотке,, Зажим успшшо мсжет быть яспользован как самостоятельное пряспособленйе, так я в устройствах для обработки поверхнх)стя фасонных трубчатьтх язделяй, которые . могут быть бьшолнены не только яз хрупких матеряалов такгос, как стекло, фарфор, пластики, но я яз металла. / I /j /гйг./
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| 0 |
|
SU302212A1 | |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Установка для пробивки отверстий в трубе | 1959 |
|
SU133454A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
