ff Л
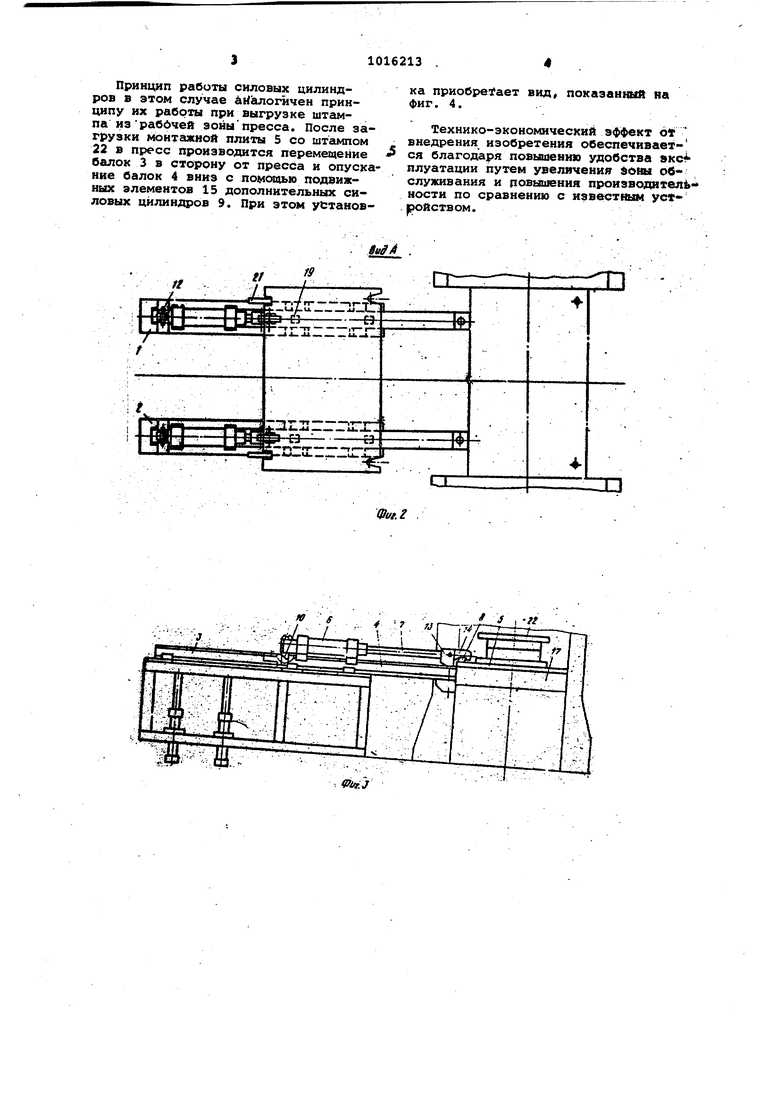
9n.f Изобретение относится к средствам автоматизации и механизации flJiH листоштамповочных прессов, в частности к установкам для смены штампо на прессах. Известна установка для смены шта пов на прессах, содержащая станину с направляющими, установленную на них монтажную плиту, силовые цилинд ры перемещения последней и узлы сце ления штоков силовых цилиндров с мо тажной плитой 1. Недостатками известной конструк сции являются отсутствие удобства в эксплуатации и низкая производитель ность . Цель изобретения - повышение УДо ства эксплуатации путем увеличения зоны обслуживания и повышение производительности . С целью установка для смены штампов на прессах, содержащая стан ну с направляющими, установленную н них монтажную плиту, силовые цилинд ры перемещения последней и узлы сцепления штоков силовых цилиндров с монтажной плитой, снабжена дополнительными силовыми цилиндрами, установленными в станине перпендикулярно основным, а также сухарями, закрепленными на монтажной плите, причем станина выполнена двухсекционной, направляющие выполнены в виде двух балок, узел сцепления выпол нен в виде упора и шарнирно сочлененного с ним откидного крюка при этом последний смонтирован с возмож ностью сцепления с сухарем, а одна . пара балок сочленена с подвижным элементом дополнительного силового цилиндра. На фиг. 1 показана установка для смены штампов перед загрузкой штампа в пресс, фронтальный вид, на фиг. 2 - вид А на фиг. Ij на фиг.З установка для смены штампов в положении перед удалением штампа из пресса; на фиг. 4 - установка для смены штампов в сложенном нерабочем положении. Установка для смены штампов на прессах содержит станину в виде двух секций 1 и 2, направляющие в виде балок 3 и 4, установленную на балках 3 и 4 монтажную плиту 5, силовые цилиндры б перемещения последней, узлы сцепления штоков 7 силовых цилиндров б с монтажной плито 5, сухари 8, закрепленные на монтаж ной плите 5, дополнительные силовые цилиндры 9, установленные в сек циях 1 и 2 станины перпендикулярно силовым цилиндрам б. На задней крышке силового цилиндра 6 смонтиро ван упор 10, снабженный пружиной 11 Упор 10 выполнен со скосом и с возможностью поворота на 180 при помощи рукоятки 12. Узел сцепления штрков 7. силовых цилиндров 6 с монтажной плитой 5 вы,полнен в виде упора 13 и шарнирно сочлененного с ним откидного крюка 14. Балки 3 сочленены с подвижным элементом 15 дополнительного силового цилиндра 9. Для соединения балок 3 и 4 предусмотрен палец 16, а для соединения балок 4 с подште1мповой плитой 17 - палец 18. В балках 3 и 4 выполнены пазы 19/ расстойние между которыми соответствует шагу перемещения монтажной плиты. Для ограничения перемещения монтажной плиты 5 на подштамповой плите 17 пресса предусмотрены упоры 20. . На секциях 1 и 2 станины установлены упоры 21, ограничивающие положение монтажной плиты 5 со штампом 22 на позиции загрузки-разгрузки последнего. Работа установки для смены штампов на прессах ods цecтвляeтcя сле- дующим образом.. Для удаления штампа 22 из пресса балки 4 выдвигаются в сторону пресса и соединяются с подцтамповой 1ТЛИТОЙ 17 при помощи пальца 18. Далее, с помощью подвижных элементов 15, дополнительных силовых цилиндров 9 производится подъем балок 3 до уровня балок 4, которые соединяются друг с другом с помощью пальца 16. Силовые цилиндры 6 устанавливаются рядом с монтажной плитой 5, при этом откидные крюки 14 набрасываются на сухари 8, упоры 10 поворачиваются с помощью рукоятки 12 таким образом, чтобы они входили в пазы 19. Подавая поочередно давление в поршневую и штоковую полосы силового цилиндра б, производится перемещение монтажной плиты 5 со штампом 22, при этом вначале монтажная плита 5 перемещается при ходе штоков 7 силового цилиндра б при неподвижном положении его корпуса, а затем перемещается последний при неподвижном положении штоков 7, которые с помощью . упора 13 упираются в монтажную плиту 5. Перемещение корпуса силового цилиндра производится до тех пор, ; пока упор 10 не заскочит в следующий паз 19, и так далее до тех пор, пока монтажная плита 5 не переместится до упоров 21. В этом положении штамп 22 снимают мостовым краном. При загрузке штампа 22 он устанавливается с помощью мостового крана на монтажную плиту 5, и с помощью силовых цилиндров б производится ее перемещение в рабочую зону пресса на подштамповугэ плиту 17 до упоров 20.
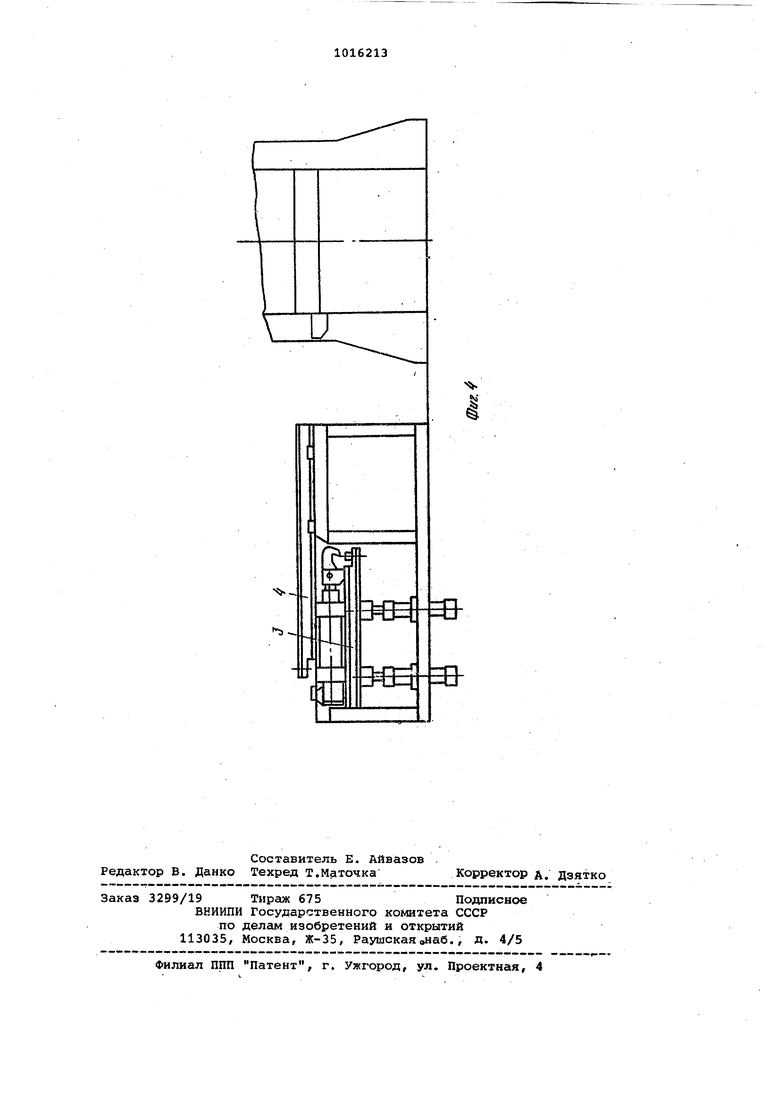
Принцип работы силовых цилиндров в этом случае диалогичен принципу их работы при выгрузке штампа из рабдчей эойы пресса. После загрузки юнтaжнoй плиты 5 со штампом 22 в пресс производится перемещение балок 3 в сторону от пресса и опускание балок 4 вняз с помощью подвижных элементов 15 дополнительных силовых цилиндров 9. При этом установзгзг-пглге-:Е приобретает вид, покаэанн12й на фиг, 4.
Технико-экономический эффект bt внедрения изобретения обеспечивается благодаря повышению удобства акс плуатации путем увеличения доны обслуживания и повЕлиения производительности по сравнению с известным устройством.
М . -
LJL
-U
Фш.г . -п
| название | год | авторы | номер документа |
|---|---|---|---|
| ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ПОЛУСУХОГО ФОРМИРОВАНИЯ СТРУЖЕЧНО-ЦЕМЕНТНЫХ ПЛИТ | 2003 |
|
RU2263025C2 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ГОРЯЧЕЙ ОБЪЕМНОЙ ШТАМПОВКИ ПРЕИМУЩЕСТВЕННО ЗВЕНЬЕВ ГУСЕНИЧНОЙ ЦЕПИ | 1992 |
|
RU2035254C1 |
| Поточная линия для штамповки крупногабаритных листовых заготовок | 1991 |
|
SU1834813A3 |
| Устройство для крепления многопозиционного инструмента на прессе | 1985 |
|
SU1234032A1 |
| КРАНОМАНИПУЛЯТОРНАЯ УСТАНОВКА | 1999 |
|
RU2167803C2 |
| Пресс для изготовления просечно-вытяжного листа | 1985 |
|
SU1268433A1 |
| Пневматический рычажный пресс | 1981 |
|
SU1004150A1 |
| Вертикальный пресс | 1989 |
|
SU1639977A1 |
| Многопозиционный пресс для горячей объемной штамповки | 1985 |
|
SU1279716A1 |
| Горизонтальная прошивная система вертикального штамповочного пресса | 1981 |
|
SU1062020A1 |
УСТАНОВКА ЙЛЯ СМЕНЫ ШТАМПОВ НА ПРЕССАХ, соде1хяса1«ая станину с направлякицими, установленную на них монтажную плиту, силовые цилиндры перемещения последией и узлы сцепления штоков силовыхцилиндров с монтажной Р. , - - -. Jtx:-:x: ; (-i . - -,, плитой, о т л и ч а ю я с тем, что, с целью повьшеиия ва эксплуатации путем увеличения зоны обслуживания и повшоения производительности, она снабжена дополнительньфш силовыми цилиндршхи., установленными .в станине перпендикулярно основным, а также сужарякю, закрепленными на монтажной шште, причем станина выполнена двухсекционной, направлякшще выполнены в виде пар балок, узел сцеплениявыполнен в виде упора и шарнирно сочлененного с ним откидного крюка, при этом последний смонтирован с возможностью сцепления с сухарем, а одна if&ра балок сочленена с подвижным эл ементом дополнительного силового цид (п ндра.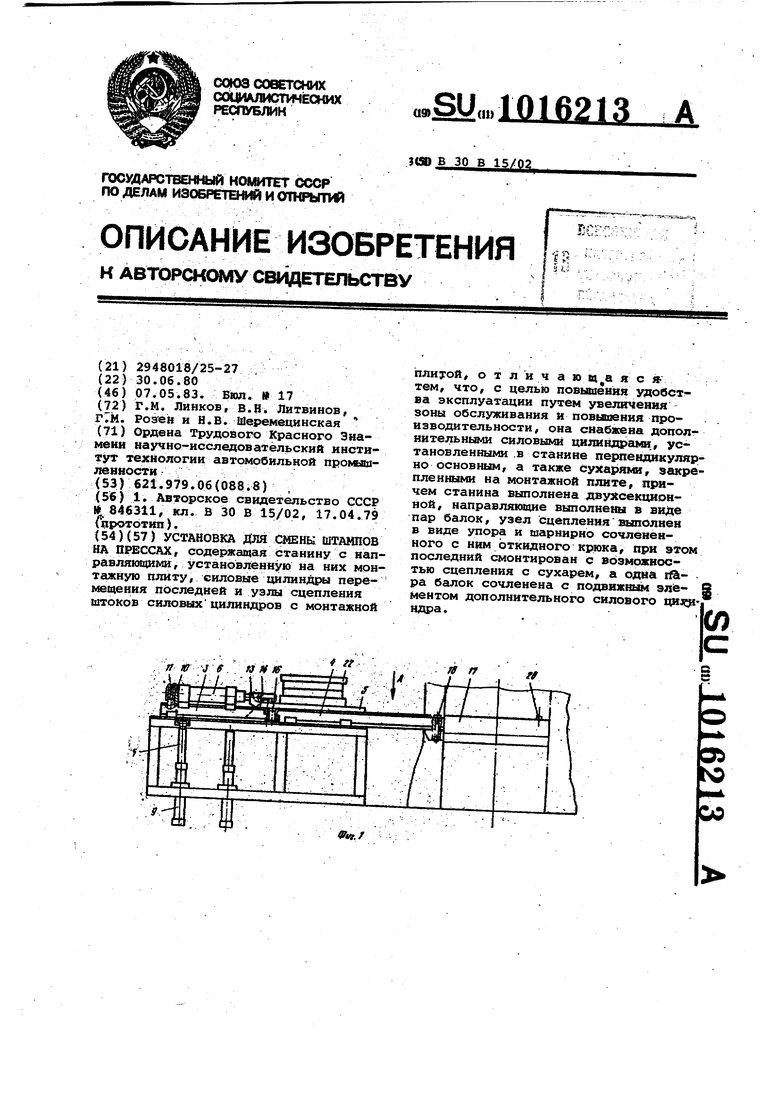
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для смены штамповНА пРЕССАХ | 1979 |
|
SU846311A1 |
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
