ирсдмвтом лзибретенля яиляется стройство для первталкиванпя заготовок е одного трангпортсра на другой, движутся параллельно е разными скоростями с шмощыу иодвижного упора. Устройстве предназначено для установки между отдельными участ);ами автоматической станочной . У;;тройства для нереталкнвавяя аагот-СВок с одного транспортера надругой известны.
Оннсываемое устройство, представляющее собой автоматический бункер, отличается от извгстных тем, что в нем нрименен дифференциальный механизм в виде звездочек, сн:енленных одновременно с обеими цеиями иараллельных ветв-ей транслортерОВ. чем обеспечивается разница в скоростях иеремещония транспортеро-в и упора, сталкивающего заготовки с одной цепи .на другую.
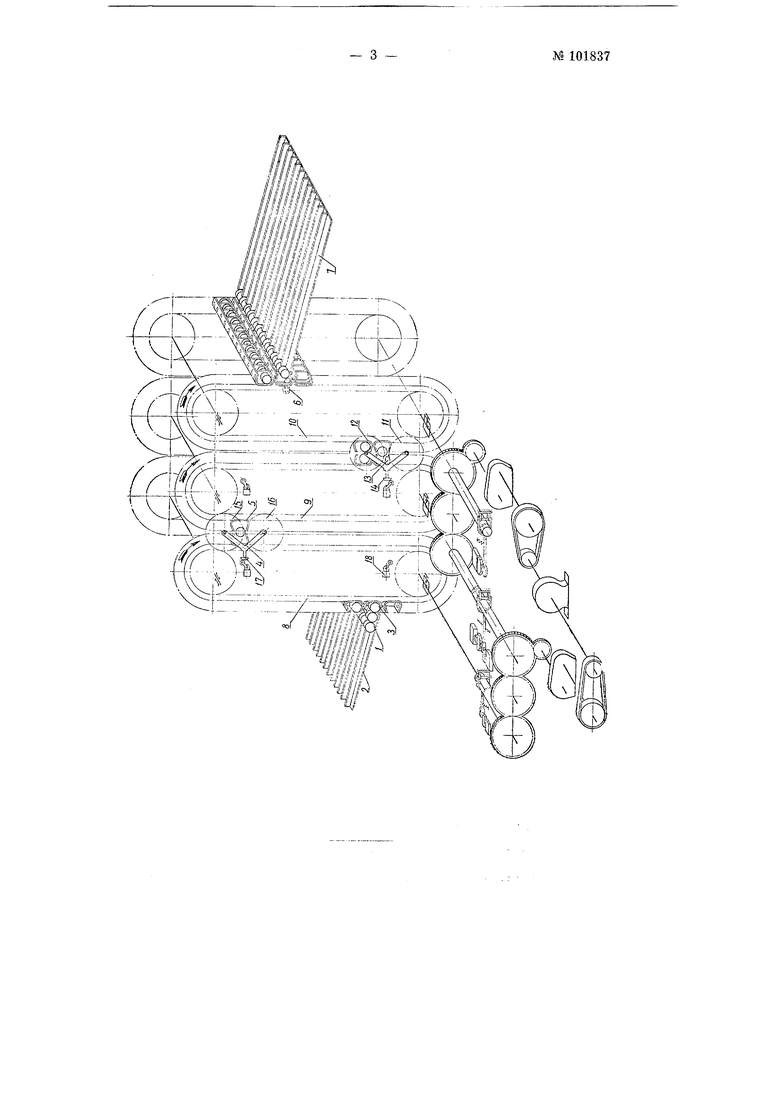
На чертеже, изображена кинематическая схема устройства.
Заготовки (1) но накяоинОМу дотку (2) поступают в гнезда ковшей (3), нрпкрепленных к цепи вертикально расположенного транспортера. Достигая упора (4), заготовка по сЕосу упора перекатывается в КОВ1Н (.5) нараллельно движущемуся транспортеру. Когда заготовка достигает последнего из параллельных транспортеров, упюр (G) выбрасывает заготовку в лоток (7), соединенный с последующим участком автоматической линии. С прекращением подачи заготовок транспортеры (8) и (9)
останавливаются, а транспортер (10) продолжает движение и движущейся ценыо вращает звездочки (11) и (12), связанные с упором (13) и ненодвижной цепью транспортера (9). Унор (13) начнет дв)ггаться вверх, и но мере прохождения через нознцпп ковшей транспортера (9) он производит перегрузку заготовок с транспортера (9) на транспортер (10). Движение упора (13) продолжается до того момента, когда связанный с упором (13) кулачок (14) цажмет на конечный выключатель. При прекращении выдачи в лоток (7) останавливается транснортер (10), а транспортер (8) начинает- движение. Упор (4), связанный со звездочками (15) и (16), пойдет 1ЛГИЗ. Путь неремещенш уиора (4) вдвое меньше нутн неремещення ковшей транспортера (8), вследствие чего будет нродолжаться перегрузка заготовок из ковгней траиснортера (8), в ковши транснортера (9). Движение упора (4) продолжается до момента, когда кулачок (17) переключит выключатель (18); нрн этом ковши транснСртеров (8) и (9) будут иолпостью загружены.
Устройство (автоматический бункер) может создавать внутренний занас заготовок для автоматической линии, работать на проход, ПС увеличивая и не уменьшая занаса, работать на выдачу за счет накопленного занаса, работать с со-хранением ориентировки заготовок, тем самым увеличивая коэффициент использования и производительность автоматической линии. П р е д ме т ti iro орет ъ н .и и CTpoikTEo для ийроталкивания заготовок с одного транспортера на другой, дайжущихся с разными скоростями с номощыо подвижного упора,, отличающееся тем, что для обеспечения разницы R ккоРО движения транспортера и упора, сталкивающего заготовки с одной цепи на другую, применен связанный с упором дкфферепциальный механизм в виде звездочек, сцепленных -одновременно с обеими ценами нараллеяьных ветвей транспортерОВ.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ РАСФАСОВКИ ПОРОШКОВЫХ ХИМИЧЕСКИХ ПРОДУКТОВ в ТАРУ | 1971 |
|
SU295717A1 |
| Автоматическая линия для механической обработки деталей типа валов | 1990 |
|
SU1791099A1 |
| Автоматическая линия для изготовле-Ния издЕлия пЕРЕМЕННОгО СЕчЕНия | 1979 |
|
SU814533A1 |
| ЛИНИЯ ДЛЯ ВЫРАБОТКИ ХЛЕБОБУЛОЧНЫХ ИЗДЕЛИЙ НА ЛИСТАХ | 1971 |
|
SU424550A1 |
| Кормораздатчик | 1986 |
|
SU1387931A1 |
| УСТРОЙСТВО для отливки и ВЫБОРКИ ФИГУРНЫХ ЖЕЛЕЙНЫХ КОНДИТЕРСКИХ ИЗДЕЛИЙ | 1968 |
|
SU218653A1 |
| УСТРОЙСТВО ДЛЯ РАССТОЙКИ ТЕСТОВЫХ ЗАГОТОВОК В БЛОКАХ ФОРМ, НА ЛИСТАХ ИЛИ В ДРУГОЙ ТАРЕ | 1970 |
|
SU280384A1 |
| Линия для производства формового хлеба | 1980 |
|
SU938878A1 |
| Транспортная система автоматической линии | 1980 |
|
SU906669A1 |
| МНОГОПОТОЧНАЯ МЕХАНИЗИРОВАННАЯ ЛИНИЯ | 1970 |
|
SU283452A1 |