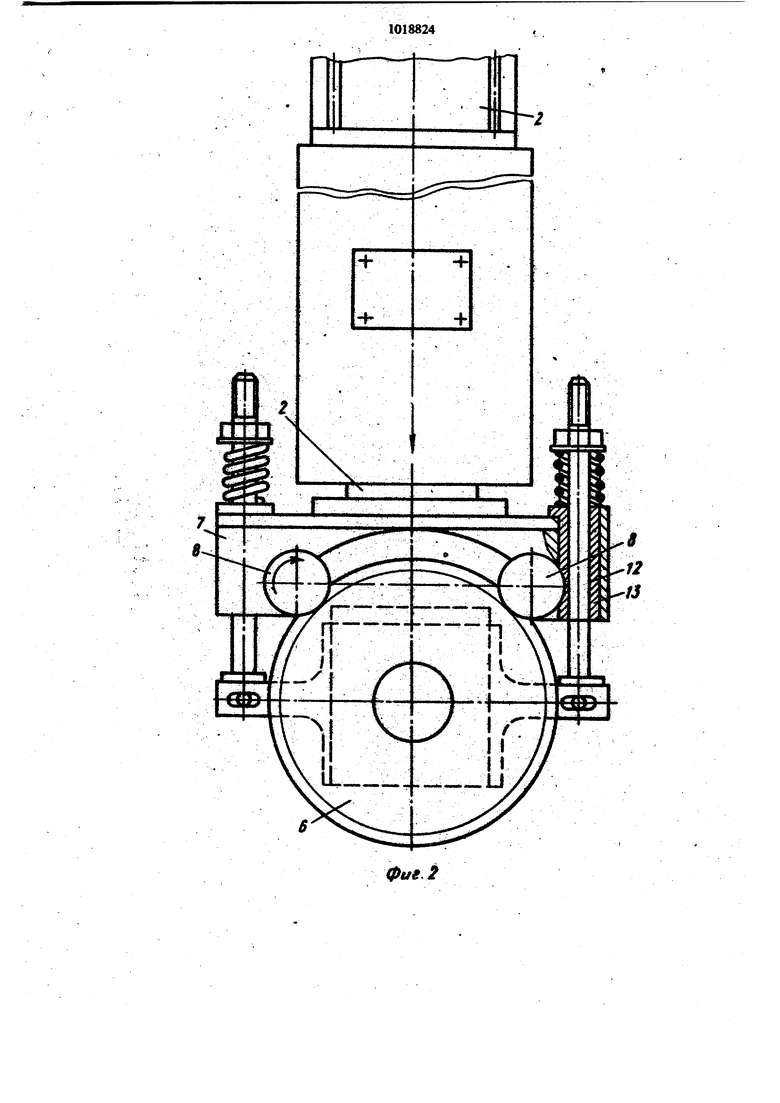
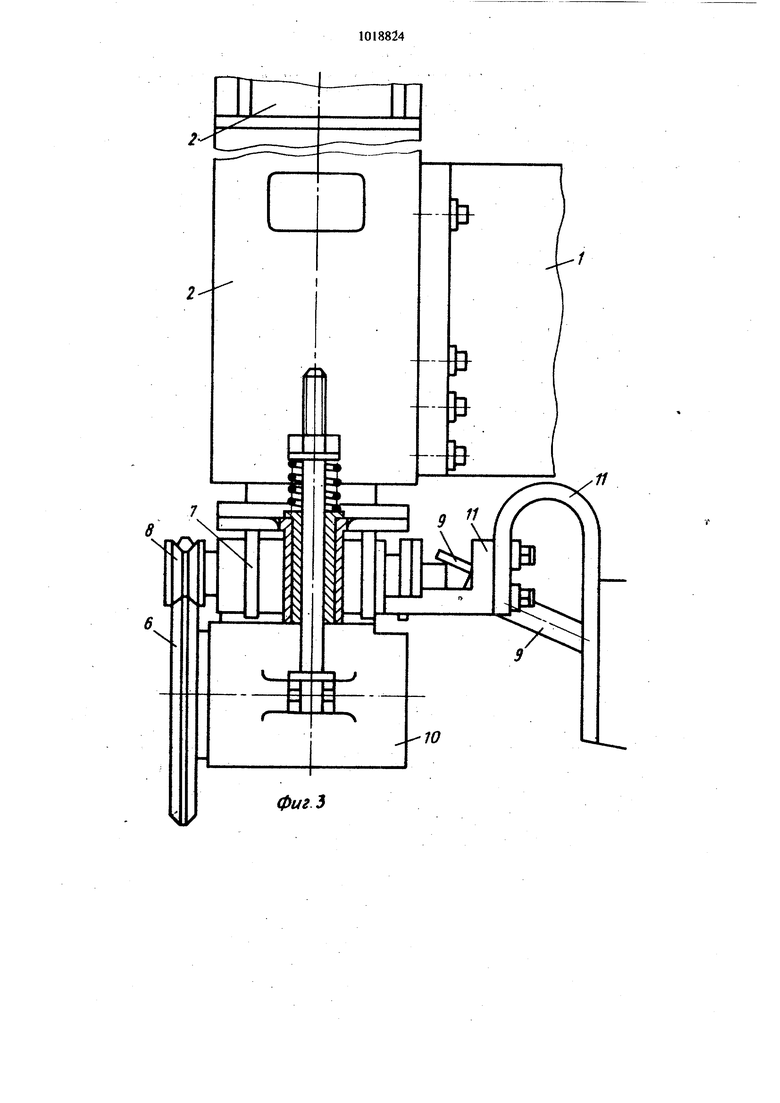
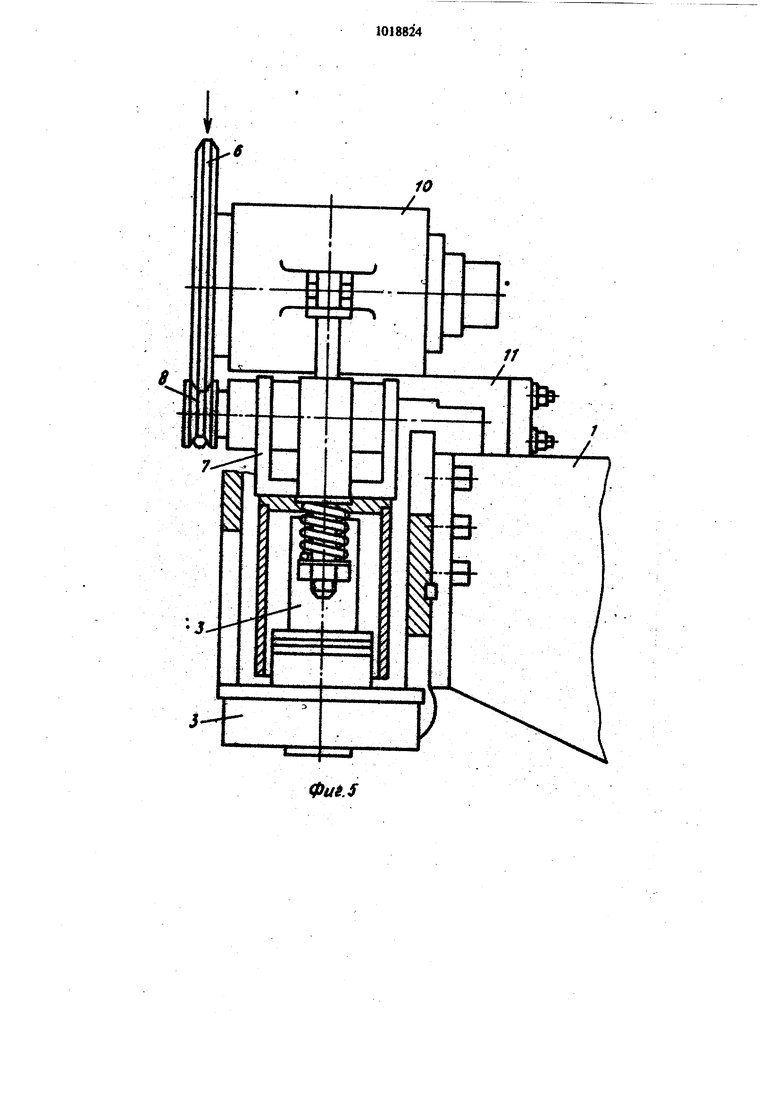
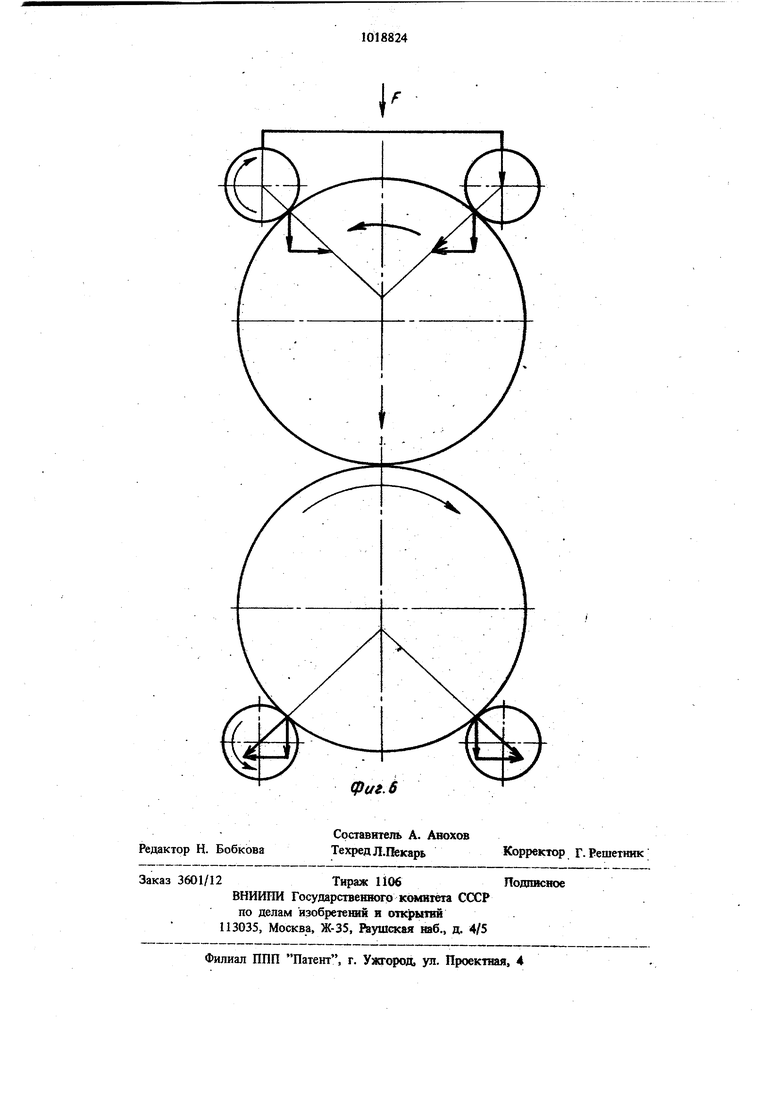
Изобретение относится к машиностроению, частности к устройствам для контактной роликовой сварки, и может быть использовано при сварке конструкций из листов по отбортовке. Известна машина для контактной роликово сварки, содержащая верхний и нижний электродные устройства с закрепленными в них роликовыми электродами, привод сжатия электродов, привод перемещения нижнего электродного устройства, фрикционные ролики с приводом кх вращения и токоподводы 1};. Недостатком машины является наличие в ней сложных узлов, включающих пневмогидро преобразователь, пневмогидросистему управления и индивидуапьиые приводы прижатия фрик ционных роликов к электродам и усложняющ конструкцию и эксплуатацию машины. Целью изобретения является повышение надежности и улучшение условий эксплуатации машины. Поставленная цель достигается тем, что машина для контактной роликовой сварки, содержащая верхний и нижний электродные устройства с закрепленными в них роликовыми электродами, привод сжатия электродов, привод перемещения нижнего электродного устройства, фрикшюнные ролики с приводом их вращения и токоподводы, снабжена направ .ляющими штоками с размещенными на них полуобоймами, выполненными в -виде вилок с установленными в них симметрично относите но продольной оси подпружиненных электродных устройств фрикционными роликами, при этом каждая полуобойма расположена между роликовым электродом и соответствующим ему приводом. На фиг. 1 изображена машина, общий вид; на фиг. 2 верхнее электродное устройство с приводом сжатия, вид спереди; на фиг. 3 то же вид сбоку; на фиг. 4 - нижнее электродное устройство с приводом его перемещения, вид спереди; на фиг. 5 - то же, вид сбоку; на фиг. 6 -. диаграмма распределения усилия сжатия роликовых электродов. , На корпусе 1 машины крепятся привод 2 сжатия, привод 3 перемещения нижнего электродного устройства 4, верхнее электродное устройство 5, сварочные t электроды 6 на элек тродных устройствах 4 и полуобоймы 7 с фри кионными роликами 8, привод 9 вращения фрикционных роликов 8, сваро шые головки 10 с закрепленными на них токоподводами 11 вьшолнешше плавающими в направлякнцих 12 на подпружиненных штоках 13, размещенных соосно диаметральным осям фрикционных роли ков и роликового электрода б. : Машина работает следухпцим образом. Свариваемое изделие подается в зону сварки. Отбортованная часть изделия, т, е. кромки из листов, вводится между сварочными электродами 6, которые сводятся при помощи привода 2 сжатия опусканием верхнего электродного устройства 5. При достижении определенного усилия сжатия (сварочного усилия) детали между электродами 6 включается привод 9 вращения фрикционных роликов 8, которые прижаты к электродам 6 от усилия того же привода 2 сжатия через полуобоймы 7, в которые они встроеиы. Нижнее электродное устройство 4, снабженное приводом 3 его перемещения, выставляется так, что верх роликового электрода совпадает с горизонтальной осью сварки, и в процессе работы поддерживается на этом уровне. По мере износа нижнего электрода привод 3 перемещения поднимает нижнее электродное устройство и выводит периферийную часть электрода на горизонтальную ось сварки. Таким образом, подцерясивается постоянный уровень горизонтальной оси сварки. В каждой полуобойме 7 размещены по два фрикционных ролика 8, и усилие от привода 2 сжатия равномерно распределяется и передается через верхние фрикционные рюликн 8 на верхний электрод 6, а затем и на нижний электрод 6. Нижние фрикционные ролики 8 воспринимают усилие сжатия, за счет чего обеспечивается их прижатие к нижнему электроду 6. Привод 9 вращения фрикционных роликов 8 приводит во вращение синхронно верхний и нижний электроды 6. Производится подключение электроэнергии. Через токоподводы 11 сварочный ток направляется к сварочным головкам 10 и через скоЛзящие контакты внутри них подается к роликовым электродам 6. Происходит сварка изделия с одновременным перемещением его теми же роликовыми электродами 6. Для постоянного поджатия электродов 6 к фрикционным роликам 8 при рабочем износе электродов, а также удержания электродных устройств 4 и 5 параллельно продольным осям валов сварочных головок полуобоймы 7 имеют направляющие 12, в которых перемещаются электродные устройства 4 и 5 на подпрзокиненных штоках 13. Таким образом, кромки свариваемого изделия . в зоне сварки провариваются с перемещением свариваемого изделия по контуру свариваемого шва. По окончании сварки отключается сварочный ток, п{швод сжатия отводит верхнее электродное устройство в исходное положение. Изделие выводится из зоны сварки. Эффект заключается в отсутствии в машине сложной системы пневмогидроаппаратуры и гидроприводов прижатия фрикционных роликов (шарошек), что существенно упрощает конструкцию и повышает надежность машины.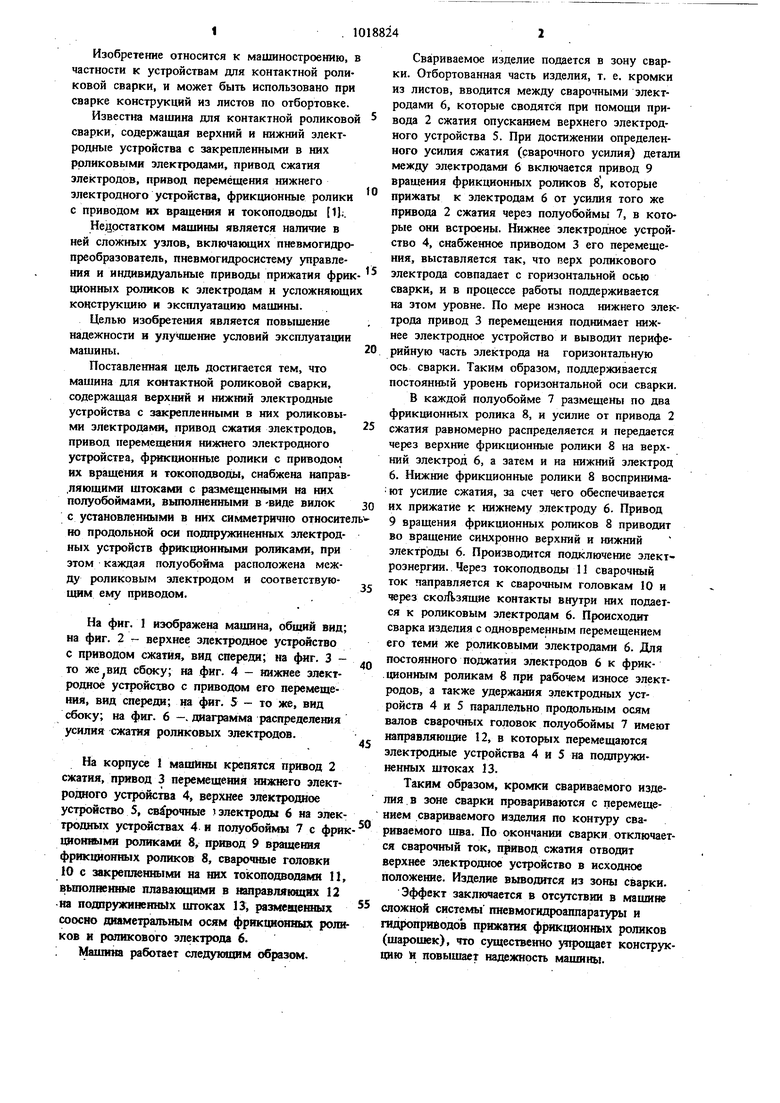
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ ШОВНОЙ СВАРКИ | 1995 |
|
RU2078659C1 |
| Многоэлектродная машина для контактной сварки | 1985 |
|
SU1419841A1 |
| Машина для контактной шовной сварки | 1987 |
|
SU1632695A1 |
| Машина для контактной роликовойСВАРКи | 1979 |
|
SU837667A1 |
| Электродная головка для контактной шовной сварки металлов | 1981 |
|
SU1016109A1 |
| СВАРОЧНОЕ УСТРОЙСТВО | 1969 |
|
SU252508A1 |
| МАШИНА ДЛЯ ШОВНОЙ СВАРКИ | 1969 |
|
SU238035A1 |
| ЭЛЕКТРОДНАЯ ГОЛОВКА ДЛЯ КОНТАКТНОЙ РОЛИКОВОЙ СВАРКИ | 1970 |
|
SU276279A1 |
| Многоэлектродная головка для контактной точечной и рельефной сварки | 1982 |
|
SU1050832A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ ШОВНОЙ СВАРКИ | 1968 |
|
SU220375A1 |
МАШИНА ДЛЯ КОНТАКТНОЙ ГОЛИКОВОЙ СВАИСИ, содержащая верхний и ииж-. НИИ электродные устройства с закрепленными в них роликовыми электродами, п|жвод сжатия эжктродов, щяшод перемещения нижнего электродного устройства, фрикционные ролики с ириводю их и токоподводы, о липающаяс.я тем, что, с целью повыакття надежности и улучшения услсмиии эксплуатации, она снабжена направляющими штоками с рашжщениыми на них полуобоймами, выполненными в виде вилок с установленными в них сюлмет жчно относительно продольной оси подпружиненных электродных устройств фрикционными роликами, при этом каждая полуобоИмл расположена между роликовы электродом и соответствующим ему приводом.
Н-н
ф1/г.2
t
Фш.$
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| КРЫШКА ДЛЯ КВАСИЛЬНЫХ ЧАНОВ С ПРИСПОСОБЛЕНИЕМ ДЛЯ УЛАВЛИВАНИЯ СПИРТОВЫХ ПАРОВ | 1925 |
|
SU4003A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
