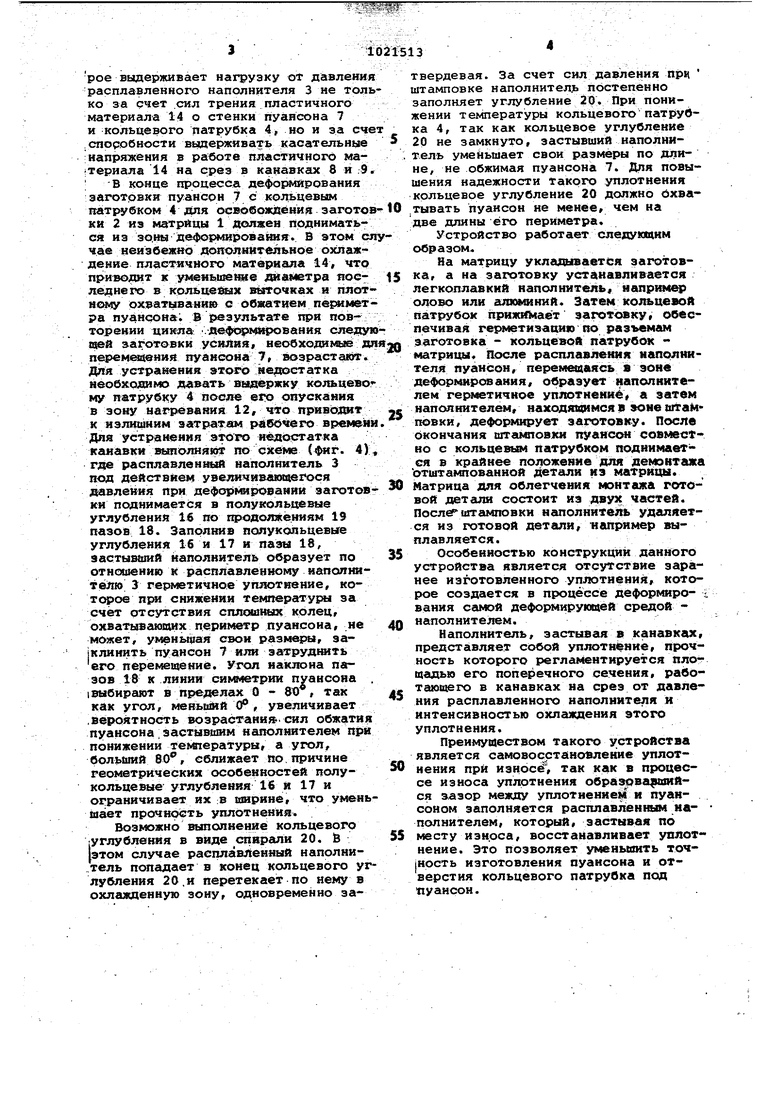
Изобретение относится.к обработ ке металлов давлением, а именно к устройствам, испольэуе1Ф1М для горя чей штамповки металлов жидкой сред Известно устройство для деформи рования, содержащее уплотнение порт ня в контейнере высокого давления, выполненное из последовательна раэмец енных по оси, сопрягающихся с поршнем по конической поверхности кольца и кольца, сопрягающегося с по1аднем по цилиндрической поверхности, при этом наружная поверхность кольца, сопрягсйощегося с псчжзнем по .цилиндрической поверхности, выполнена со скосами под углом 10-20 к оси поршня и цилиндрическим уплотнительным поясксм между скосами., и оба Кольца выполненыиз высокопрочного материала 1;. Недостаток указанного устройства заключается в износе уплотнитель ных колец и контактирукяцих с ними трущихся поверхностей, при этом уплотнительные кольца необходимо изготавливать из высокопрочного материала и отдельно для каждого типоразлюра поршней. Наиболее близким к изобретению является устройство для горячего де формирования, содержащее корпус, кольцевой патрубок, пуансон, а также систему охлаждения, расплава наполните1(я, смонтированную на коль цевом патрубке- и выполненную в виде змеевика t- Недостатком данного устройства является невысокая на оюжкость при использовании расплава с бряыними цАвленйЯми для передачи усилия де|ормиравания на заготовку так как в этом случае высоким давлением застывц1ий расплав выдавливается из кольцевого патрубка/ и жидкий распл вытекает из устройства. Цель изобретения повышение надежности и долговечности устройства Указанная цепь достигается тем, что в устройстве для горячего лефор мирования, содержащем корпус, кольц вой патрубок, пуаисон, а также сисг му охлаждения распл&аа наполнителя, смонтированную на кольцевом патр$ 9к и выполненную 9 виде змеевика, на внутренней поверхности кольцевого патрубка, на уровне витков змеевика выполнены охватывамйие пуансон кана кн для наполнителя. При этом выполнены полукольцевым состоящими из двух последовательно размещенных по высоте патрубка рядо симметричных относительно оси пуансона соединенных продольными пазами Кроме того, канавки выполнены сп ральными, состоящими не менее чем и двух витков. . На фиг.. 1 изображено устройство перед началом процесса деформирования с заготовкой и легкоплавким наполнителем; на фиг. 2 - то же, в процессе деформирования; на фиг. 3 канавки и их работа в процессе деформирования заготовки (узел I на фиг. 2); на фиг. 4 и 5 - конструкция канавки. На матрице 1, состоящей из двух разъемных частей, установлена заготовка 2, на которой расположен легкоплавкий наполнитель 3. На кольцевом патрубке 4 расположены система охлсъждения, выполненная в виде змеевика 5, и втулка б. врспринимгиощая на себя часть усилий прижима заготовки 2 к матрице 1. В кольцевом natрубке 4, по месту сопряжения с пуансоном 7/ выполнены кольцевые канавки 8 и 9. Охлаждающгш среда подается в систему охлаждения по кольцу 10, а сливается по каналу 11 (напргшлеиие показано стрелками). Разогрев рабочих частей устройства до температура деформирования осуществляется нагревателем 12, который совместно с матрицей 1 расположен на основании 13 устройства. При высоком давлении легкоплавкий наполнитель 3 (фиг. 3), застывая в виде пластичного материала 14., заполняет канавки 8 и 9, которые соединешл между собой пазами 15. Канавки (фиг. 4) выполненных в виде полукопьцевых углублений 16 и 17, концы которых соединены пазами 18, имеющими продолжение 19 за концы полукольцевых углублений 17. Углубление может быть выполнено в виде спирали 20 (фиг. 5). I Устройство работает следующим jo6pa3OM. На матрицу 1, разогретую нагревателем 12, устанавливаются заготовка 2 и легкоплавкий наполнитель 3 в твердс состоянииt после чего кольцевой патрубок 4 прижимает заготовку 2, обеспечивая герметичность сопряжения по ьюстам разъема заготовки с матрицей 1 и кольцевым патрубком 4. Наполнитель 3 при нагревании расплавляется, после чего пуансон 7 начинает, перемещаясь вниз расплавленнш4 наполнителем 3, еформировать заготовку 2. В начале еформирования пуансон 7 вытесняет асплавленный наполнитель 3 в зазор ежду кольцевым патрубком 4 и пуансоном 7. Наполнитель 3 вытесняется до места расположения змеевика 5 систеьв: охлаждения и, остывая в виде пластичного материала 14, попадает в канавку 9« а затем по пазам 15 в канавку 8. Канавки 8 и 9 оказываются заполненными остывшим наполнителем в виде пластичного материаа 14. В результате между пуансоном 7 и кольцевым патрубком 4 образуется герметичное уплотнение, которое выдерживает нагрузку от давлени расплавленного наполнителя 3 не тол ко за счет .сил трения пластичного материала 14 о стенки пуансона 7 и кольцевого патрубка 4, но и за сч .споробности вьвдерживауь касательные напряжения в работе пластичного ма1териала 14 на срез в канавксцс 8 и .9 ; В конце процесса дефо{ шрования эаготрвкн пуансон 7 с кольцевым патрубком 4 для освобождения загото ки 2 из матрицы 1 должен подниматься из зо.ны деформирования. В этом с чае неизбежно дополнительное охлаж дение плаетячвого материала 14, что ПРИ190ДНТ к умеиы 1е{ше дйа14етра fioeледнего в кольцеЁшах в зточках и плот ному ох;еатывани1& с обжатием пе Я1мет ра пуансона В зультате пря повторении цикл ;.деф: ми рсвания следу щей заготовки уснпия, необходимые д перемещений пуансона 7 возраст aiiJT Для устра еиия этого недостатка необходимо давать вьщержку кольцево му патрубку 4 после его опускания в зону нагревания 12, что привЬлшт к ИЗЛ1Щ1НИМ затратам времен Дня устранения этого н-едостатка канавки ВБетолняют по сзсеме (фиг. 4) где расплавленный наполнитель 3 под действием увеличиваивдегося давления при деформировании заготов ки поднимается в пояукольдевые углублений 16 по 1фодолжеииям 19 пазов 18. Заполнив полукольцевы е углубления 16 и 17 и пазы 18, застывший наполнитель образует по отношению к расплавленному наполнителю 3 герметнчиое уплотнение, котсфое при снижении температуры за счёт отсутствия СШЮШ1ШХ колец, охватыааююнх периметр пуансона, .не может, уменьшая свои размены, за1клиннть пуансон 7 нли эатрудш ть его переме1Е1ениё. Угол иаклона пггзов 18 к линии симметрии пуансона {Выбирают в пределах О - 8t) , так как угол, меньший 0 , увеличивает .вероятность возрастание, сил обжатия пуансона застывцшм наполнителем прн понижении текмераТуры, а угол, больший ВО, сближает по. причине геометрических особенностей полукольцевые углубления 16 и 17 и ограничивает их :В ширине, что умень idaeT прочно гть уплотнения. Возможно выпслнение кольцевого |углубления в виде спиргши 20. & этом случае расплдвЛеиный наполни.тель попадает в конец кольцевого уг лубления 20.и перетекает по нему в охлажденную зону, одновременно за-Ib:2f513твердевая. За счет сил давления при штамповке наполнитель постепенно заполняет углубление 20. При понижении температуры кольцевого патрубка 4, так как кольцевое углубление 20 не замкнуто, застывший наполнитель уменьшает свои размеры по длине, не обжимая пуансона 7. Для повышения надежности такого уплотнения кольцевое углубление 20 должно йхва.тывать пуансон не менее, чем на две длины его перНметра, Устройство работает следуюцнм образом. На матрицу укладщваетея заготовка, а на заготовку устанавливается легкоплавкий наполнитель, напрнмв } олово или алюминий. Затем кольцевой патрубок прижкмает заготовку, обеспечивая ге1 4етизаци по разъ«м«1М заготовка - кольцевой патрубок «атрицы После расплавления наполнителя пуансон, перемещаясь в эонв деформнроваиия, образует наполнителем герметичное уплотнение, а затем наполнителем, находяцнмсяв эонешТаМповки, деформ1фует заготовку. После окончания шта втовхи пуансон совместно с кольцевым патрубком поднимается в крайнее положение для демонтгика отштампованной детали нэ матрНцы. Матрица для облегчения монтажа готовой детали состонт из двух частей. Послег штгмповки наполнитель удаляется из готовой детали, например выплавляется. Особенностью конструкций данного устройства является отсутствие заранее изготовленного уплотнения, которое создается в процессе деформиро- i вания сг1мой деформирующей средой наполнителем. Наполннтель, застывгш в канавкгис, представляет собой уплотнение, прочность которого регламентируется площадь его поперечного сечения, работающего в канавках на срез от давления расплавленного наполнителя и интенсивностью охлаждения этого уплотнения. Преимуществом такого устройства является самовосртановление уплотнения прН износе так как в процессе износа уплотнения образрва вшийся зазор между уплотненней и пуансоном заполняется расплавленшдм на- полнителем, который, застывая по месту износа, восстанавливает уплотнение. Это позволяет уменьшить точjHocTb изготовления пуансона и отверстия кольцевого патрубка под пуансон.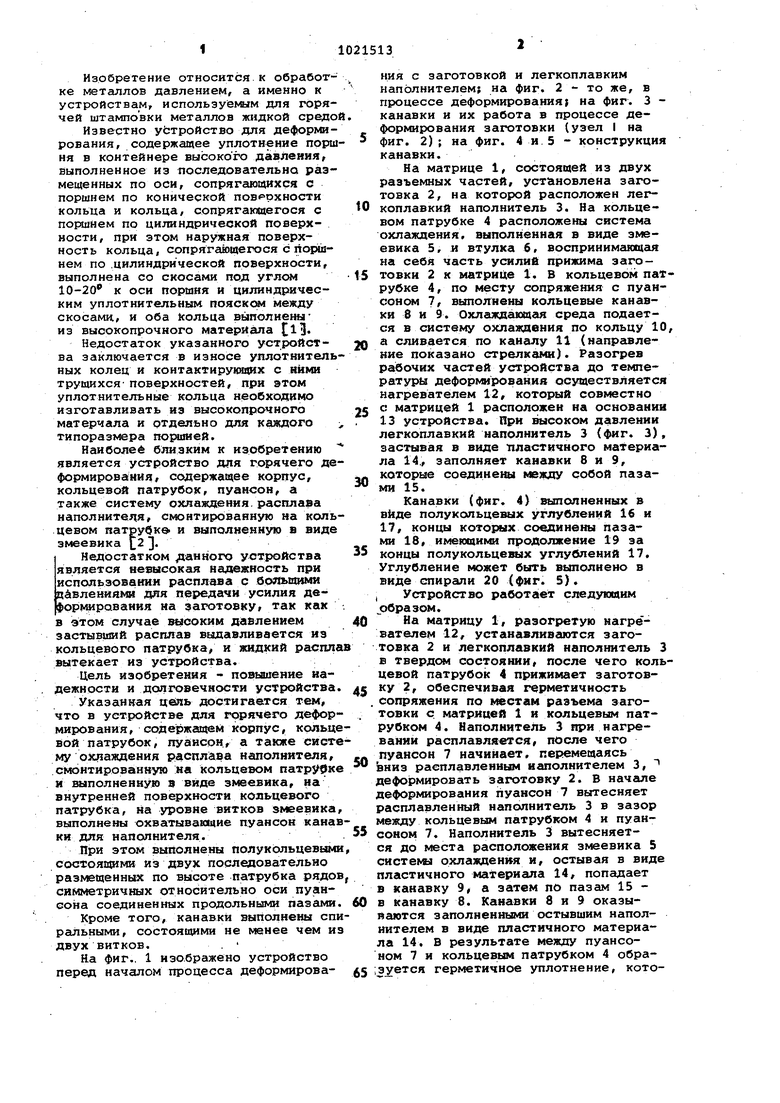
| название | год | авторы | номер документа |
|---|---|---|---|
| Вырубной штамп | 1973 |
|
SU489561A2 |
| СПОСОБ ШТАМПОВКИ ИЗ ЖИДКОГО МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2033309C1 |
| Контейнер для горячего уплотнения порошков тугоплавких металлов | 1980 |
|
SU865532A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ИЗДЕЛИЙ | 2008 |
|
RU2368445C1 |
| Способ изготовления полых деталей из трубчатой заготовки и устройство для его осуществления | 1989 |
|
SU1741949A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ СТУПИЦЫ С ФЛАНЦЕМ | 1997 |
|
RU2115532C1 |
| УСТРОЙСТВО ДЛЯ ПЛАСТИЧЕСКОГО СТРУКТУРООБРАЗОВАНИЯ МЕТАЛЛОВ | 2014 |
|
RU2550072C1 |
| Способ изготовления изогнутых патрубков | 1978 |
|
SU730405A1 |
| Способ изготовления поршневых колец из полимерных композиционных материалов | 1989 |
|
SU1713820A1 |
| СПОСОБ ФОРМИРОВАНИЯ В ПАРАМАГНИТНОМ МАТЕРИАЛЕ АВТОНОМНЫХ ПРОСТРАНСТВЕННЫХ МАССИВОВ МЕТАЛЛА С ДИФФЕРЕНЦИРОВАННЫМ ФЕРРОМАГНИТНЫМИ СВОЙСТВАМИ | 1994 |
|
RU2069115C1 |
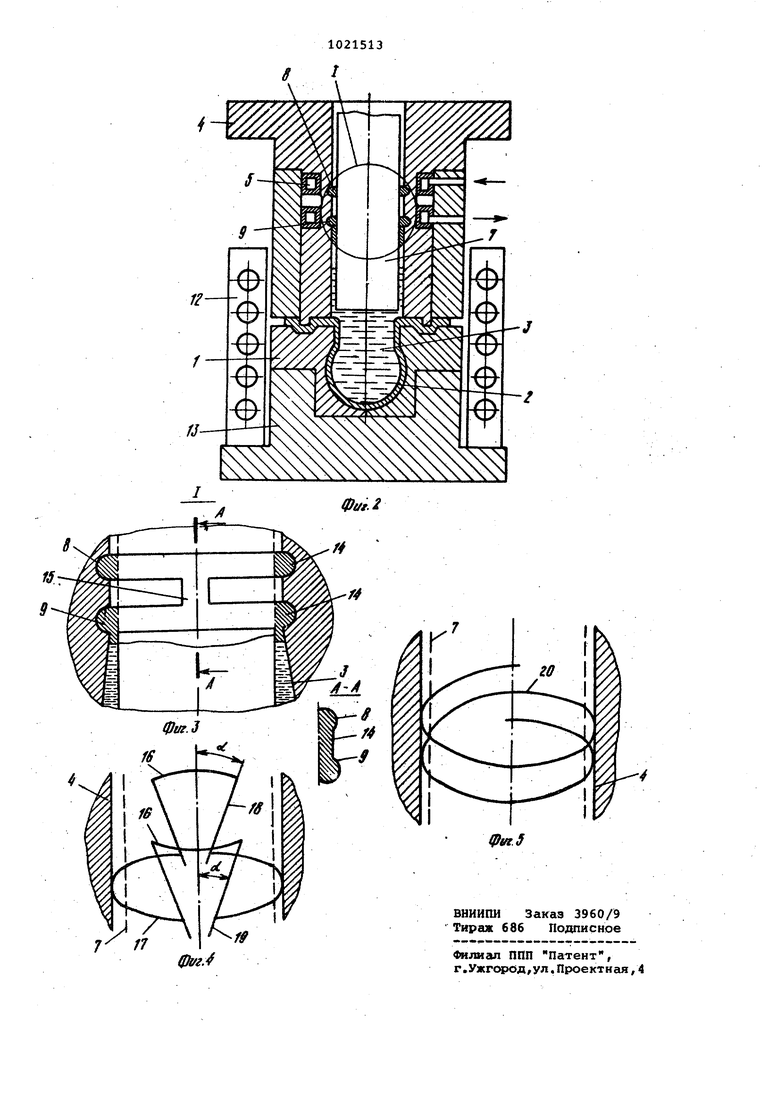
1. УСТРОЙСТВО ДЛЯ ГОРЯЧЕГО ДВФОРМИРОВМ1ИЯ, содержаваее корпус, кольцевой патрубок, пуаисон, а также систему охлаждения расплава напоянителя, смонтированиу о на кольцевом патрубке и выполненную в виде змеевика, отличающееся тем, что, с целью повышения надеж- . ности, на внутренней поверхности кольцевого патрубка, на уровне витков змеевика выполнены охватывающие пуансон канавки для наполнителя, 2.Устройство ПОП.1, ОТЛИ чающееся тем, что каиавки выполнены полукольцевыкв, состоящими из двух последовательно размещенных по высоте патрубка рядов, симметричных относительно оси пуансона, соединенных продольными пазами. 3.Устройство по П.1, отличающееся тем, что каиавки выполнены спиральными, состоящими не менее чем из двух витков. (Л ю ел со
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Мыльница для волочения проволоки нажидКОй и КОНСиСТЕНТНОй СМАзКЕ | 1978 |
|
SU814506A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для теплого волоченияпРОВОлОКи | 1979 |
|
SU812372A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
