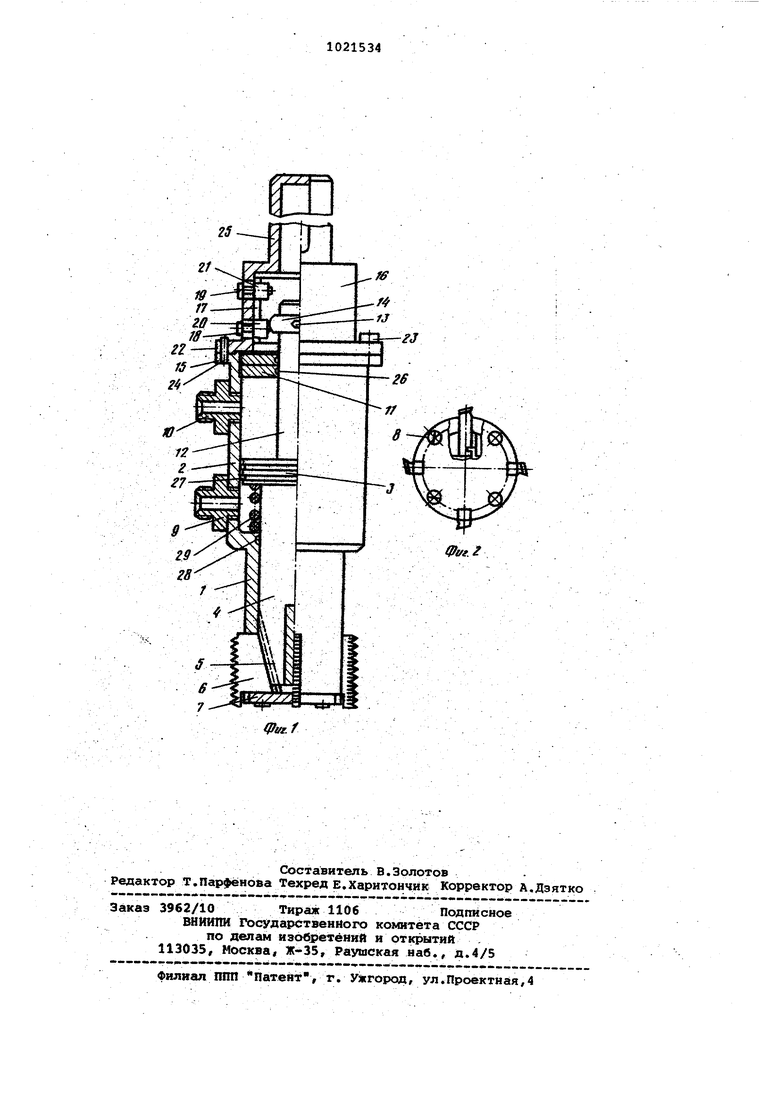
Изобретение относится к металлообработке и может быть использовано для нарезания резьб в сквозных и глу хих отверстиях деталей из материалов различной твердости, в том числе и из хрупких. Известна резьбонарезная головка со держащая корпус, выполненный в-виде трубы со сквозными продольными пазами, в которых с возможностью радиального пер.емещения распр ожены резьбовые режущие пластины соединен ные посредством Г-образных замков с крестовиной, размещенной внутри корпуса по его оси и связанной с механизмом автоматического выключеНИН и УСТРОЙСТВОМ для регулирования резьбовых режущих пластин на диаметр нарезаемой резьбы. На передней части резьбовых режущих пластин выполнен заборный конус.От осевого перемещения резьбовые режущие пластины зафиксиров ны крышкой,закрепленной на корпусе со стороны пазов 1. . Недостатками известной нарезной головки являются; искажение профиля Или срезание первых витков резьбы детали, так как резьбонарезная голов ка .постепенно, ввинчивается в резьбу и прочность образовавшихся в первоначальный момент витков резьбы детал Недостаточна; отсутствие механизма непрерывной радиальной подачи резьбо вых режущих пластин в процессе рёзьб нарезания; низкая производительность операции резьбонарезания; устр.ойство для регулирования резьбовых режущих пластин служит только для р адиальной подачи резьбовых пластин не в время нарезания резьбы. Цель .изобретения - увеличение точ ности и производительности разьбонарезания. . Указанная цель достигается тем, . что известная резьбонарезная головка, содержащая корпус с продольными сквозными паз-ами, в которых с возмож ностью радиального перемещения разме щены резьбовые пластины, связанные посредством Г-обр.азного замка с крес товиной, расположенной в корпусе вдоль его оси и взаимодействующей с механизмом автоматического выключени и устройством для регулирования резьбовых пластин на диаметр нарезаемой резьбы, снабжена механизмом непрерыв ной радиальной подачи резьбовых плас тин на вьюоту нарезаемой резьбы, размещенным в корпусе и выполненным в виде гидроцилиндра, поршень которого связан с крестовиной, а устройство для регулирования резьбовых пластин на диаметр нарезаемой резьбы выполнено f в виде связанного с поршнем гидроцилиндра штока, на наружной части которого установлен упор, пред цазначенный для взаимодействия с вве денными в головку и закрепленными на корпусе конечными выключателями. На фиг.1 изображена предлагаемая разьбонарезная головка в рабочем положении, т.е. при вдвинутых на требуемый размер резьбы резьбовых режущих пластин, общий вид; на фиг.2 то же, вид снизу. : Резьбонарезная головка состоит из корпуса 1 с продольными пазами, выполненного за одно целое с гидроцилиндром 2, внутри которого расположен поршень 3, выполненный вместе со штоком 4, заканчивающимся крестовиной 5. В Г-образных наклонных пазах крестовины 5 установлены резьбовые режущие пластины б, которые находятся одновременно в продольных пазах корпуса 1 с возможностью радиального перемещения. От осевогО; перемещения- резьбовые режущие пластины б зафиксированы крышкой-7, закрепленной на корпусе винтами 8. В радиальные отверстия гидроцилиндра 2 ввернуты штуцеры 9 и 10. Гидроцилиндр закрыт гайками 11, имеющими центральные отверстия, через которые проходит обратный шток 12, связанный с поршнем 3, н-а наружной, части которого винтом 13 закреплен упор 14. Верхний торец гидроцилиндра 2 выполнен в виде фланца 15, к которому прикреплен полый хвостовик 16. На его внутренней части имеется паз 17, в котором винтами 18 и 19 закреплены конечные выключатели 20 и 21л .Хвостовик 16 имеет фланец-22, которым он с помощью винтов 23 и штифтов 24 закреплен на фланце 15. Хвостовик заканчивается зажимной частью 25, служащей для закрепления резьбонарезной головки на станке. Внутренняя полость гидроцилиндра уплотняется резиновйми кольцами 2б28. Между нижним торцом поршня 3 и внутренним торцом корпуса1 расположена пружина 29. Число резьбовых режущих пластин назначается в зависимости от диаметра нарезаемой резьбы. .. .-.. Резьбонарезная головка работает следующим образом. . Предварительно настроенная на требуемый диаметр нарезаемой резьбы с помощью конечных выключателей 20 и 21 резьбонарезная головка зажимной частью 25 устанавливается в заднюю бабку, например, токарного станка. Поршень 3 при этом.находится в крайнем верхнем положении под действием пружины 29. Упор 14, установленный. ка обратном штоке 12, находится вые конечного выключателя 21. Резьбо- . вые режущие пластины 6 сдвинуты к оси резьбонарезной головки, пОи этом иаметр, описанный вокруг вершин режущих кромок резьбовых режущих пластин, на 0,2-0,5 мм меньше внутеннего диаметра резьбы готовой детали. Включается вращение заготовки закрепленной в патроне станка и резь бовые режущие пластины б вводятся в отверстие вращающейся заготовки так чтобы нижний торец резьбовых режущих пластин б на 2-4 витка выступал за нижний торец заготовки (при нарезании резьбы в глухих отверстиях нижние торцы резьбовых режущих пластин б доводятся до контакта с дном отверстия 7, а направление вршцения заготовки вывирается таким, чтобы резьбонарезная головка при нарезании резьбы вывинчивалась из отверстия детали. . . В верхнюю часть .гидроцилиндра 2 через штуцер 10 подается жидкость, под давлением которой поршень 3-двигается вниз и через шток 4 двигает вниз и крестовину .5 j которая при таком движении своими- наклонными пазами Г-образных. замков раздвигает резьбовые пластины б от оси резьбона резной головки в радЕиапьном направле ,Нии в сторону вращающейся поверхности заготовки. Вьадвигаясь из корпу са 1 резьбовые режущие пластины б достигают вращающейся поверхности . заготовки и врезаются в нее сразу в 4-х (-для данной конструкции J местах и одновременно- по всей.длине отверстия и прорезают в ней ,винтовые канав ки Tpe6yfeMoro профиля , вывинчиваясь из заготовки. Скорость радиальной по дачи резьбовых режущих пластин б выбирается в зависимости .от механическйх свойств материала заготовки. Движение поршня 3 вниз сопроволшается движением вниз и обратного штока 12 с упором..-14. Это движение промсхо дит в соответствии е радиальной поДа чей резьбовых режущих пластин б и когда эти пластины выйдут из корпуса на требуемый диаметр «нарезаемой резьбы упор 14 достиг.нет нижнего конечного выключателя 20 и нажмет на его кнопку. Выключается подача жидг кости в верхнюю полость (над поршнем 3 } гид1Х)цилиндра 2. Остановившиеся режущие резьбовые пластины б срезают оставшийся припуск и калибруют наре занную резьбу. Врезание режущих резьбовых пластин в поверхность заготовки может происходить ,за 0,5-1,5.оборота заготовки (в зависимости от механических свойств ее материала. Для удаления оставшегося припуска и калибрования резьбы потребуется еще 1-1,5 оборота заготовки. После получения полного-профиля резьбы в отверстии детали в нижнюю полость (под поршень 3 } подается жидкость, а верхняя полость его соединяется со. сливом гидросистеме. ПоЕнвень 3 л виг ается вверх и тянет вверх шток 4 с крестовиной 5, которая через наклонные пазы Г-о азного замка сводит резьбовые режущие пластины б к оси резьбонарезной головки.При движении поршня 3 вверх движется вверх и обратный шток 12 с упором 14. Это движение происходит до тех пор(пока резьбовые режущие- пластины 6 не выйдут полностью из витков нарезанной резьбы, а упор 14 при этом достигает конечного выключателя 21 и включает тем самым подачу жидкости В нижнкяо полость гидроцилиндра. После вывода резьбовых режущих пластин б из витков нарезанной резьбы резьбонарезная головка выводится из готового .бово го отверстия. Готовая деталь заменяется заготовкой и цикл повторяют. Оснащение резьбонарезной головки механизмом непрерывной .радиальной подачи резьбовых режущих пластин позволяет увеличить производитель- ность резьбонарезания в 3-4 раза, так резьбонарезная головка «арезает резьбу сразу по всей длине отверстия заготовки и несколькими режущи№1 пластинами; повысить точность нарезаемой резьбы на 1-2 класса за счет симметричности действ 1я сил на инструмент при нарезании резьбы сразу по всей длине отверстий несколькими режущими пластинами.
23
гг
| название | год | авторы | номер документа |
|---|---|---|---|
| Резцовая головка | 1989 |
|
SU1785836A1 |
| Резьбонарезная головка | 1983 |
|
SU1093434A1 |
| Дыропробивной револьверный пресс | 1985 |
|
SU1286360A1 |
| Резьбонарезная головка | 1973 |
|
SU503659A1 |
| Устройство для обработки резьбовых отверстий | 1982 |
|
SU1100054A1 |
| Резьбонарезная головка | 1977 |
|
SU627932A1 |
| Резьбонарезная головка | 1974 |
|
SU526465A1 |
| Устройство для фрезерования внутренней резьбы | 1985 |
|
SU1454590A1 |
| Способ кинематического дробления стружки | 1968 |
|
SU436709A1 |
| Резьбонарезное устройство | 1985 |
|
SU1294514A1 |
РЕЗЬБОНАРЕЗНАЯ ГОЛОВКА, содержащая корпус с продольными СКВОЗ НБВ4И пазами, в которых с возможностью радигшьного перемещения размещены -г. реэвботе пластины связанные посредством Г-образного замка С: крестовинбй, расположенной в корпусе вдоль его оси и взаимрдействуяхаей с-Механизмом авт6 матичеСкого выключения и устройством для регулирования рез1Ьбогаых пластин а диаметр нарезаемой резьбы, О; т Л иЧ а ю щ а я с я тем, что, с целью 1 ов{ шения точности и производительности резьбонарезания, головка снабжена механизмом непреЕЯаШной радиальной прдачи резьбовых пластин на высоту варезаемрй резьбы, размещённым в корпу.се и выполненным в виде гидроцилиндра, поршень которого связан с кресто виной, а устройство для регулирования резьбовых пластин на диаметр нарезаемой резьбы выполнено в виде связанного с порошем гидроцилиндра штока, на котором установлен упор, яредназна- ченный для взаимодействия с введен- Щ ными в головку и закреплёнными на t корпусе конечными выключателями.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ получения 2-кето-д-глюконата кальция | 1976 |
|
SU603659A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
