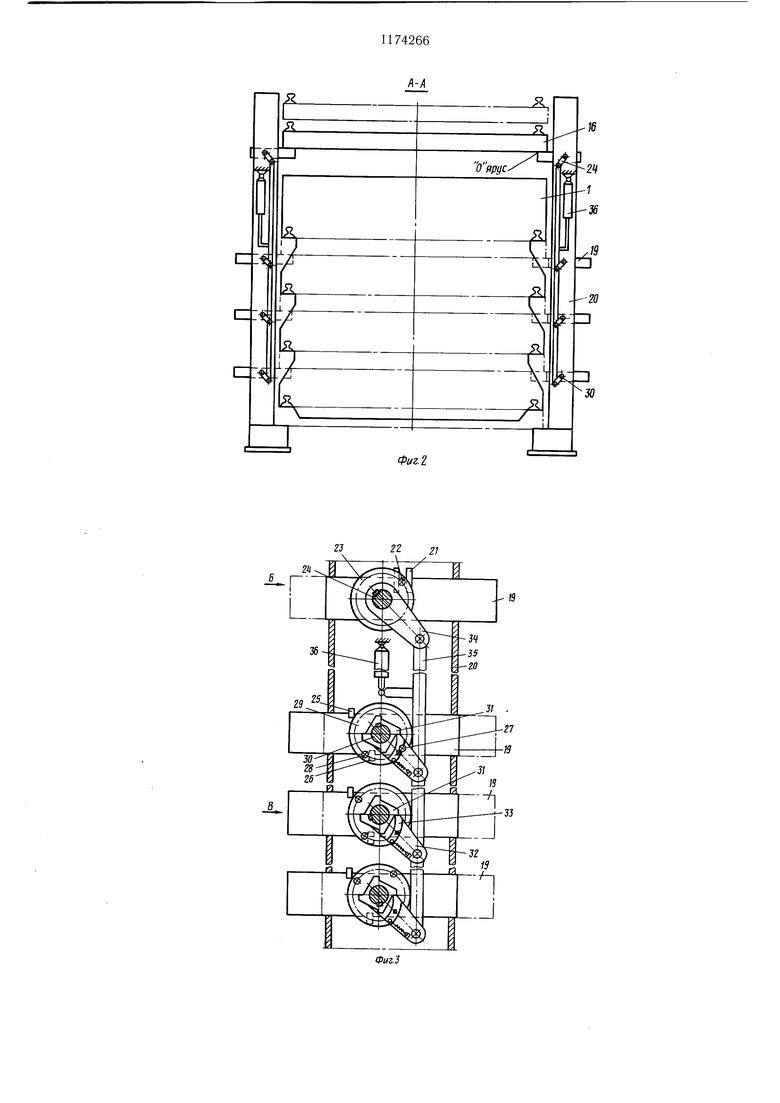
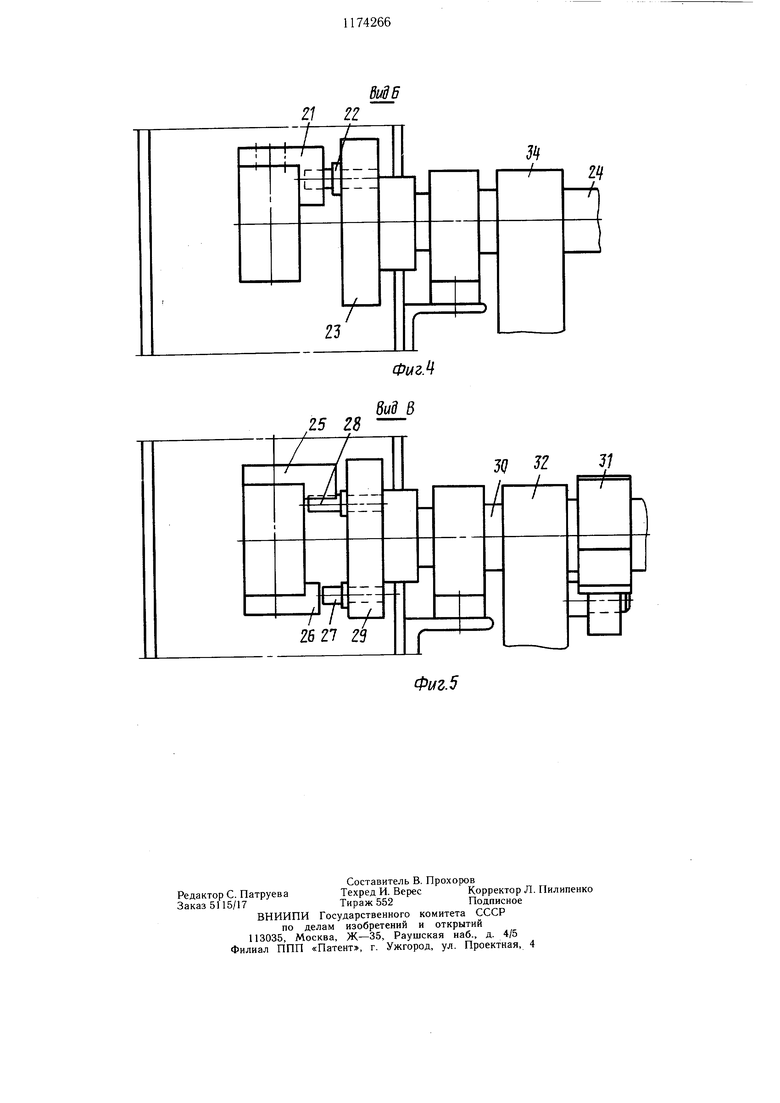
Изобретение относится к оборудованию для производства железобетонных и бетонных изделий и может быть использовано для производства аналогичных конструкций в промышленности строительных материалов. Цель изобретения - упрощение конструкции и повышение надежности в работе. На фиг. 1 схематично изображена конвейерная линия для изготовления изделий из бетона, общий вид в двух проекциях; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - механизм выбора яруса; на фиг. 4 - вид Б на фиг. 3; на фиг. 5 - вид В на фиг. 3. Конвейерная линия содержит многоярусную камеру 1 тепловой обработки с установленными по ее торцам подъемником 2 и снижателем 3. На верхнем ярусе камеры 1 размещен пост 4 распалубки, пост 5 подготовки форм и пост 6 формования. Рабочие посты верхнего яруса оборудованы механизмами 7 открывания бортов форм, двумя дисковыми пилами 8 трения, установкой 9 чистки и смазки форм , установкой 10 для электротермического нагрева стержней 10, механизмами 11 для закрывания бортов форм и виброформующим устройством 12. Для транспортирования форм-вагонеток 13 по постам верхнего яруса служит система 14 транспортных устройств, смонтированных между рельсами верхнего яруса. Проталкивание состава форм-вагонеток 13 через камеру 1 тепловой обработки осуществляется толкателем 15, установленным на платформе 16 снижателя 3. Платформа 17 подъемника 2 содержит толкатель 18, предназначенный для перемещения форм-вагонеток 2. Подъемник 2 и снижатель 3 снабжены механизмами выбора яруса, состоящими из ползунов 19, расположенных в пазах колонн 20 подъемника 2 и снижателя 3. На ползунах «О яруса смонтированы упоры 21, взаимодействующие с пальцами 22, установленными на дисках 23, которые жестко закреплены на валах 24, а на ползунах ярусов камеры 1 тепловой обработки установлены упоры 25 и 26, соответственно взаимодействующие с пальцами 27 и 28. Пальцы 27 и 28 установлены на дисках 29, жестко закрепленных на валах 30, причем диски 29 закреплены на валах со сдвигом на угол -, где п - число ярусов тепловой обработки. Кроме того, на валах 30 жестко установлены храповики 31 и щарнирнокривощипы 32 с подпружиненными собачками 33, взаимодействующими с храповиками 31. На валах 24 жестко закреплены кривошипы 34, кинематически связанные с кривощипами 32 тягами 35, приводимыми в движение гидроцилиндрами 36. Линия работает следующим образом. Формование изделий осуществляется непрерывно при протягивании с определенной скоростью подготовленных форм-вагонеток 13 системой 14 транспортных устройств под виброформующим устройством 12. Отформованные в формах-вагонетках изделия подаются на платформу 16 снижателя 3, опирающуюся на ползуны 19 «О яруса. Сначала платформа 16 поднимается вверх до конечного выключателя (не показан) крайнего верхнего положения, который дает команду гидроцилиндрам 36, механизмам выбора яруса на совершение хода вверх, при этом валы 24 через тяги 35 и кривошипы 34 поворачиваются на угол 360° вместе с дисками 23, а пальцы 22, взаимодействуя с упорами 21, выводят ползуны 19 из-под платформы 16. Одновременно валы 30 посредством тяг 35, кривощипов 32 и подпружиненных собачек 33 через храповики 31 также поворачиваются на угол 360° вместе с дисками 29. При этом пальцы 27, взаимодействуя с упорами 25, выводят ползуны 19 из-под платформы яруса, на который перед этим загружалась форма, а пальцы 28, взаимодействуя с упорами 26, вводят ползуны 19 под платформу яруса, на который предстоит загрузить форму. При загрузке самого нижнего яруса платформа опускается на неподвижные опоры, а ползуны 19 остальных ярусов в это время остаются убранными из-под платформы 16 в пазы колонн 20. Платформа 16 приводом снижателя 3 опускается на выдвинутые ползуны 19, а толкатель 15 проталкивает состав форм-вагонеток 13 на один шаг и возвращается в исходное положение. После этого цлатформа 16, поднимаясь до своего крайнего верхнего положения и воздействуя на конечный выключатель, дает команду гидроцилиндру 36 на ход вниз, при котором валы 24 через тяги 35 и кривощипы 34 повернутся на угол 360° вместе с дисками 23, а пальцы 22, взаимодействуя с упорами 21, выдвинут ползуны 19 «О яруса под платформу 16. После этого привод снижателя 3 опускает платформу 16 на ползуны 19 «О яруса. Оновременно с проталкиванием состава вагонеток через камеру 1 тепловой обработки производится вытаскивание толкателем 18 последней вагонетки с изделием, прошедшим термовлажностную обработку, на платформу 17 подъемника 2 с образованием необходимого зазора между отделяемой формой и оставшимся составом в ярусе, чем обеспечивается безопасность в работе. Применяемые на подъемнике 2 и снижателях 3 автоматически действующие механизмы выбора яруса обеспечивают упрощение конструкции, высокую точность останова подъемных платформ и, следовательно, надежную безаварийную работу всей линии.
16
-2t
1 X
f,
-20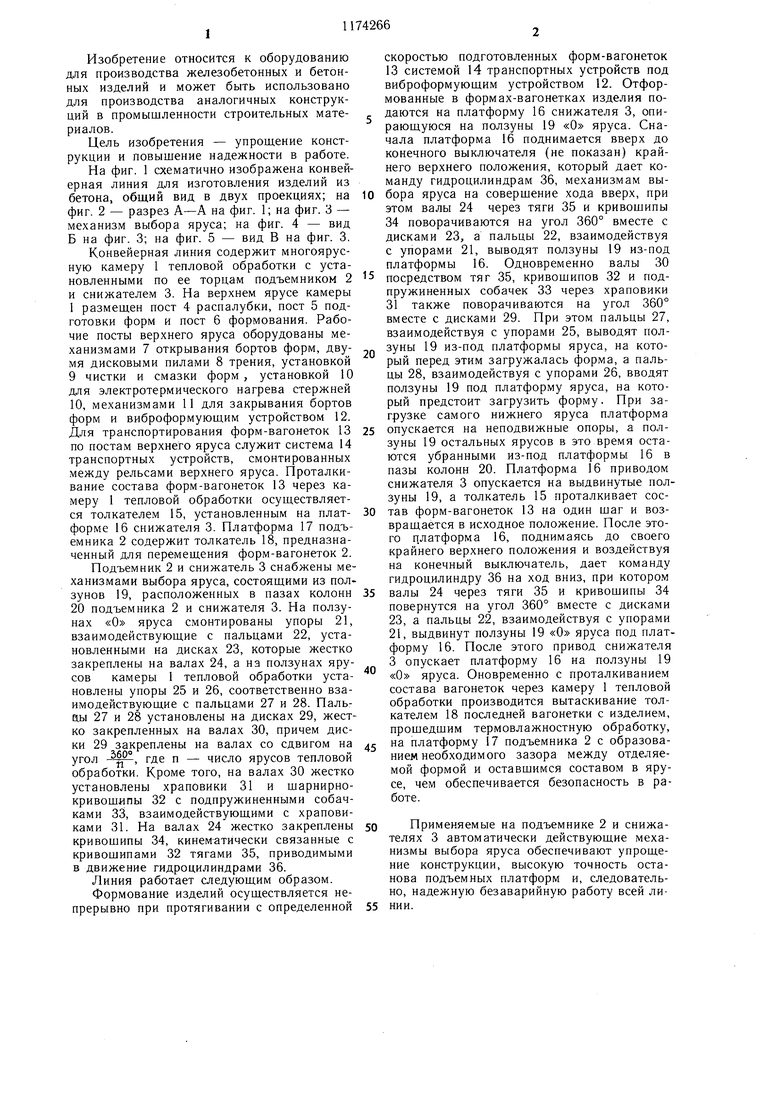
| название | год | авторы | номер документа |
|---|---|---|---|
| Технологическая линия для изготовления бетонных изделий | 1976 |
|
SU998117A1 |
| Технологическая линия для изготовления строительных изделий | 1979 |
|
SU856804A1 |
| Двухъярусная конвейерная линия для изготовления изделий из бетонных смесей | 1989 |
|
SU1622126A1 |
| Двухярусный стан для изготовления железобетонных изделий | 1976 |
|
SU602371A1 |
| Технологическая линия для изготовления бетонных изделий | 1976 |
|
SU663588A1 |
| Двухъярусный стан для изготовления железобетонных изделий | 1980 |
|
SU1000276A1 |
| Двухъярусная поточно-конвейерная линия для изготовления железобетонных изделий | 1973 |
|
SU476990A1 |
| Технологическая линия для изго-ТОВлЕНия СТРОиТЕльНыХ издЕлий | 1978 |
|
SU808298A1 |
| Двухъярусная конвейерная линия для изготовления изделий из бетонных смесей | 1986 |
|
SU1433807A1 |
| Двухярусный поточно-конвейерная линия для изготовления железобетонных изделий | 1975 |
|
SU555016A1 |
1. КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ БЕТОНА, содержащая формы-вагонетки, многоярусную камеру тепловой обработки с установленными по ее торцам подъемником и снижателем с приводами, посты распалубки, подготовки форм и формирования, размещенные над камерой, и транспортные средства для перемещения форм-вагонеток по постам и в камере, отличающаяся тем, что, с целью упрощения конструкции и повыщения надежности в работе, на подъемнике и снижателе смонтированы механизмы выбора яруса, выполненные в виде ползунов, установленных в пазах колонн соответственно ярусам камеры и кинематически связанных между собой и приводом посредство.м кривошипно-шатунных механизмов и храповых зацеплений, ползуны снабжены неподвижно закрепленными упорами, а кривошипы-пальцами, установленными на каждом из ярусов и контактирующими с упорами ползунов. 2. Линия по п. 1, отличающаяся те.м, что ® пальцы на смежных ярусах установлены со сдвигом на угол, равный ° где п - чис(Я ло ярусов камеры тепловой обработки. 1С О5 О5
zi гг 25 Z8
ФигЦ
вид В
Фиг.5
| КОНВЕЙЕРНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 0 |
|
SU362693A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Технологическая линия для изготовления бетонных изделий | 1976 |
|
SU663588A1 |
| Способ образования коричневых окрасок на волокне из кашу кубической и подобных производных кашевого ряда | 1922 |
|
SU32A1 |
