Изобретение относится к загрузоч ным устройствам металлорежущих стан ков, в частности к автооператорам. Известен автооператор, содержаици силовой цилинлр с полыми поршнем и штоком, на штоке которого жестко закреплена скоба, шарнирно связанная с подпружиненными захватами, и подвижно в осевом направлении закреплен цилиндр-толкатель, именадий конусную поверхность для взаимодейс ВИЯ с выступами захватов tilОднако известный автооператор нев вожно использовать при загрузке станк деталями из стопы и при выгрузке деталей из станка в стопу, что снижает его технологические возможности. Цель изобретения - расширение те нологичёских возможностей автооператора путем захвата деталей из сто пы и укладки их в стопу. Эта цель достигается тем, что ав тооператор, содержащий силовой цилиндр с полыми поршнем и штоком, на последнем из которых жестко закреплена скоба, шарнирно связанная с подпружиненными захватами, и ци|Линдр-толкатель, имеющий конусную п верхность для взаимодействия с выступами захватов, снабжен клапаном, размещенным в полости поршня силового цилиндра, а цилиндр-толкатель установлен на свободном торце по лого щтока и имеет полость, связанную с полостями поршня и штока силового цилиндра. Клапан выполнен в виде пластины конусньм запорным элементом и толка телей, размещенных в поршне силового цилиндра. На фиг.1 показан автооператор, в момент захвата деталей из стопы; на фиг.2 - то же, в момент загрузки станка. Автооператор содержит силовой цилиндр 1, включающий полый поршень 2 с жестко соединенным с ним полБм штоком 3, нижнюю 4 и верхнюю 5 крьпшси. На полом штоке посредством штифта б жестко Закреплена скоба 7, на которой с помощью шарниров 8 установлены захваты 9, связанные между собой пружинами растяжения 10 Захваты 9 выполнены с радиусными выступами 11 и снабжены смонтирован ными с помощью шарниров 12 прижимны ми губками 13. На торце поршня 2 ра мещен клапан 14, содержащий жестко соединенные пластину 15, конусный запорный элемент 16 и толкатели 17 с буртиками 18. Толкатели 17 расположены концентрично оси поршня 2 в его сквозных отверстиях с уплотнениями 19. На торце поршня 2 выпол нено конусное отверстие 20, взаимодействукйцее с запорным элементом 16 клапана 14. Буртики 18 толкателей 1 размещены, между поршнем 2 и нижней крышкой 4 пневмоцилиндра 1. На сво- бодном конце полого штока установлен подвижный в осевом направлении цилиндр-толкатель 21 с конусной поверхностью 22, вершина которой направлена в сторону от поршня 2, взаимодействукадей с радиусными выступами 11 захвата 9, Для уплотнения полости цилиндра-толкателя 21 установлено уплотнение 23. Величина хода цилиндра-толкателя 21 ограничена станками паза 24, выполненного в цилиндре-толкателе 21, и штифтом 25, жестко соединенным с полым штоком 3. Полость 26 цилиндра-толкателя 21 соединена с полостями поршня 2 и штока 3 силового ц,илиндра 1, Детали 27 уложены в стопу в кассете 28. Конструкции я автооператора для выгрузки деталей из станка и укладки их в стопу аналогична, только конусная поверхность 22 цилиндратолкателя 21 выполнена с вершиной, направленной в сторону к поршню 2. Условие работы автооператора следующее : самая нижняя деталь стопы при загрузке и разгрузке должна быть несколько выше, чем уровень расположения деталей на приспособлении станка, В этом случае при захвате детали из стопы и при укладке детали в стопу поршень 2 не будет упираться в нижнюю крышку 4 пневмоцилиндра. А при укладке и снятии детали со станка торец поршня прижмет бурт 18 толкателя 17 к торцу нижней крышки 4. Автооператор для загрузки деталей на станок работает следунвдим образом, В исходном положении клапан 14 запорным элементом 16 закрывает конусное отверстие 20 полого поршня 2, а цилиндр-толкатель 21 находится в крайнем нижнем положении и штифт 25 упирается в верхнюю стенку паза 24. Захваты 9 разведены конусной поверхностью 22 цилиндра-толкателя 21 в сторону, пружины 10 растянуты. После установки автооператора над стопой деталей подается сжатый воздух в бесштоковую полость силового цилиндра 1 и поршень 2 со штоком 3 опускаются. Цилиндр-толкатель 21, коснувшись детали 27, останавливается, а поршень 2, шток 3, штифт 25, скоба 7 с захватами 9 продолжают перемещаться вниз. При этом захваты 9, скользя своими выступами 11 по конусу 22, под действием пружин 10 сходятся и захватывают зажимньлли губками l3 деталь 27. При этом буртики 18 толкателей 17 не упираются в торец нижней крышки 4 силового цилиндра 1 и захват деталей может произойти на различных- уровнях по высоте стопы.
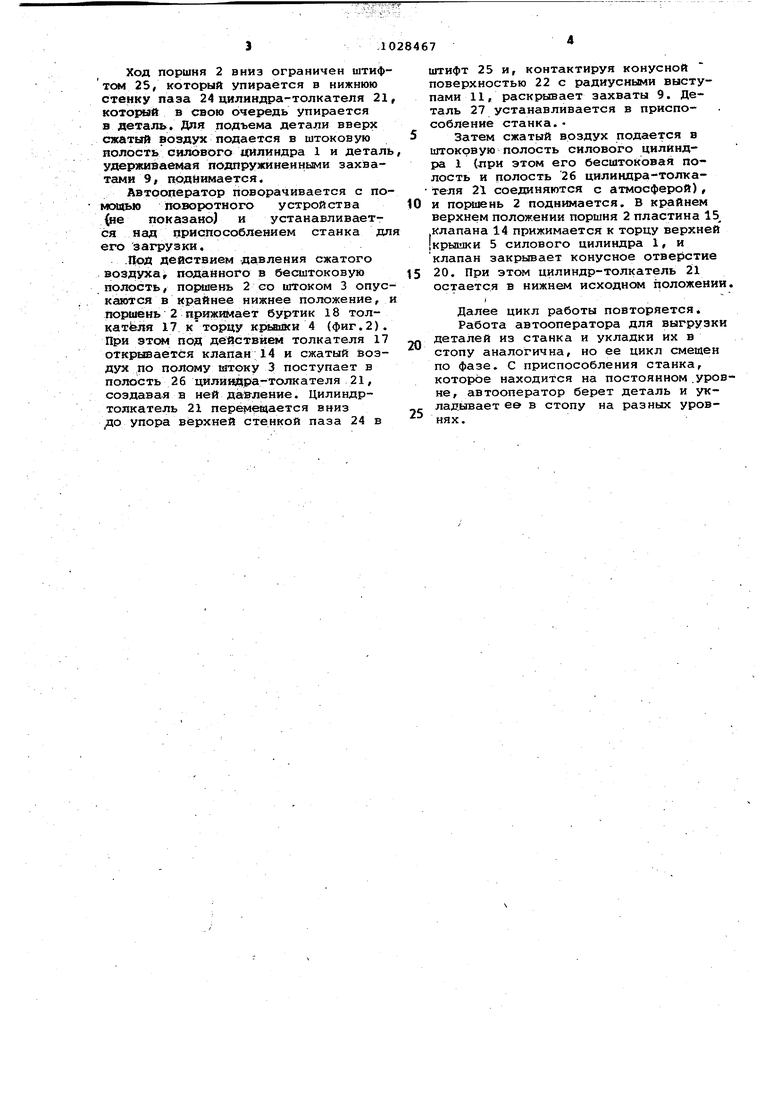
Ход поршня 2 вниз ограничен штифтом 25, который упирается в нижнюю стенку паза 24 цилиндра-толкателя 21 котохиай в свою очередь упирается в деталь. Для подъема детали вверх сжатый воздух подается в штоковую полость силового цилиндра 1 и деталь удерживаемая подпружиненными захватами 9, поднимается.
Автооператор поворачивается с помсивыо поворотного устройства (не показано и устанавливается над приспособлением станка дл его загрузки,
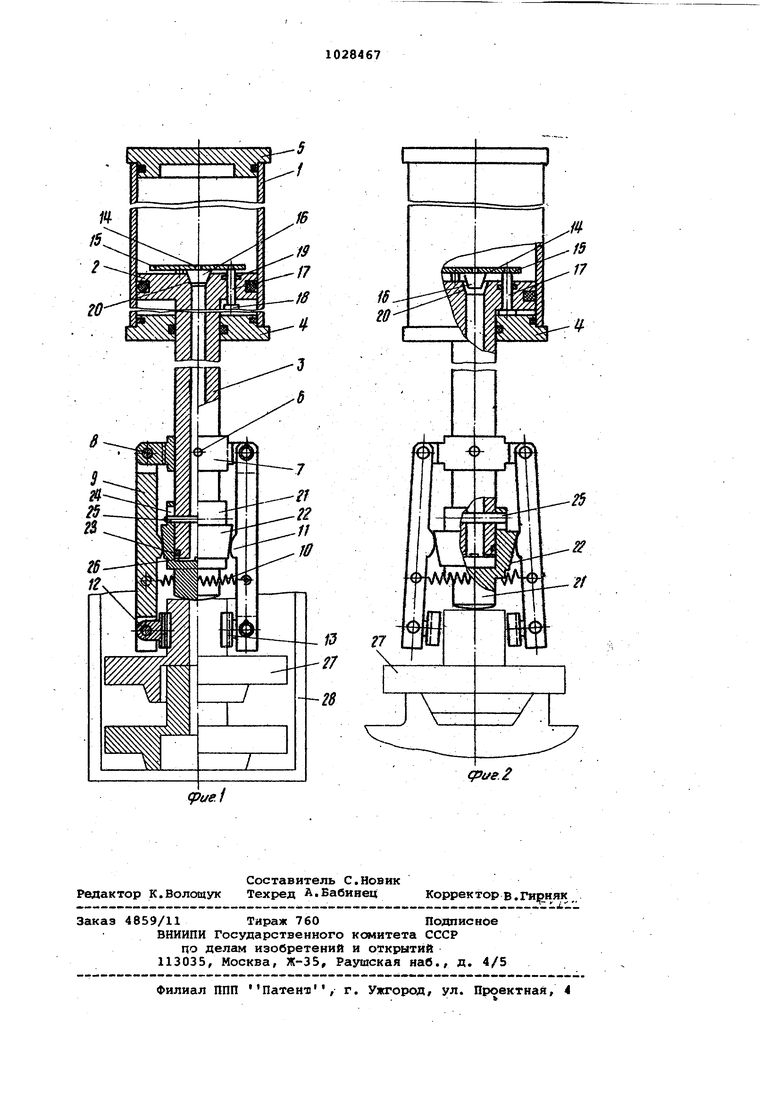
.Поя действием давления сжатого воздуха, поданного в бесштоковую полость, поршень 2 со штоком 3 опускетотся в крайнее нижнее положение, и поршень 2 прижимает буртик 18 толкатё яя 17 кторцу крьаяки 4 (фиг.2). При этсям под действием толкателя 17 открялвается клапан 14 и сжатый воздух по полому штоку 3 поступает в полость 26 цилиндра-толкателя 21, создавая в ней давление. Цилиндртолкатель 21 перемедается вниз цо упора верхней стенкой паза 24 в
штифт 25 и, контактируя конусной поверхностью 22 с радиусными выступами 11, раскрывает захваты 9. Деталь 27 устанавливается в приспособление станка.
Затем сжатый воздух подается в штоковую полость силового цилиндра 1 {лри этом его бесштоковая полость и полость 26 цилиндра-толка теля 21 соединяются с атмосферой),
0 и порниень 2 поднимается. В крайнем верхнем положении поршня 2 пластина 15 клапана 14 прижимается к торцу верхней крышки 5 силового цилиндра 1, и клапан закрывает конусное отверстие 20. При этом цилиндр-толкатель 21
5 остается в нижнем исходнсмл положении, )
Далее цикл работы повторяется.
Работа автооператора для выгрузки деталей из станка и укладки их в
0 стопу аналогична, но ее цикл смещен по фазе. С приспособления станка, которое находится на постоянном уровне, автооператор берет деталь и укладывает ее в стопу на разных уров5нях .
Cpl/S.2
| название | год | авторы | номер документа |
|---|---|---|---|
| Автооператор для автоматической смены инструмента | 1982 |
|
SU1071387A1 |
| Автооператор | 1983 |
|
SU1144842A2 |
| Многозахватный автооператор | 1979 |
|
SU776863A1 |
| Автооператор | 1986 |
|
SU1335408A1 |
| Автооператор | 1980 |
|
SU908571A1 |
| Автооператор для автоматической смены инструмента | 1982 |
|
SU1071388A1 |
| Устройство для подачи деталей | 1988 |
|
SU1569180A1 |
| Круглошлифовальный станок | 1988 |
|
SU1546235A1 |
| Гидросистема металлорежущего станка | 1977 |
|
SU659356A1 |
| Автооператор | 1976 |
|
SU569431A2 |
1. АВТООПЕРАТОР, содержащий силовой цилиндр с nbjaoMH поршнями и штоком, причем на штоке жестко закреплена скова, шарнирно связанная с подпружиненмьми захватами, и цилиндр-толкатель, имеющий конусную поверхность для взаимодействия с выступами захватов, отличающийся тем, что, с целью расШИ1ЖНИЯ технологических возможностей путем захвата деталей из стопы и укладки их в стопу, он снабжен клапансал, размещенным в полости поршня силового цилиндра,а цилиндр-толкатель установлен на свободном торце . полого штока и имеет полост, связанную с полостями поршня и штока силового цилиндра. 2. Автооператор по п.1,о тл и чающийся тем, что клапан выполнен в виде пластины с конусным запорным элементом и толкателей, размещенных в поршне силового цилиндра. (Л
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Автооператор | 1974 |
|
SU507431A2 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
