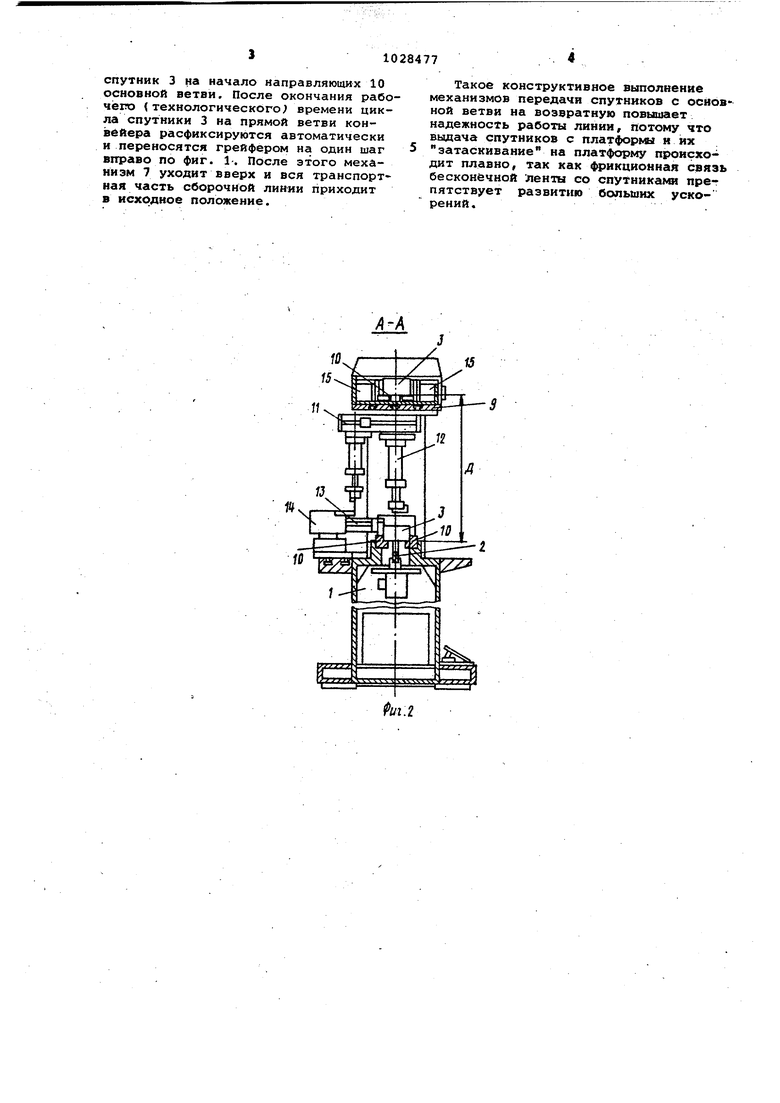
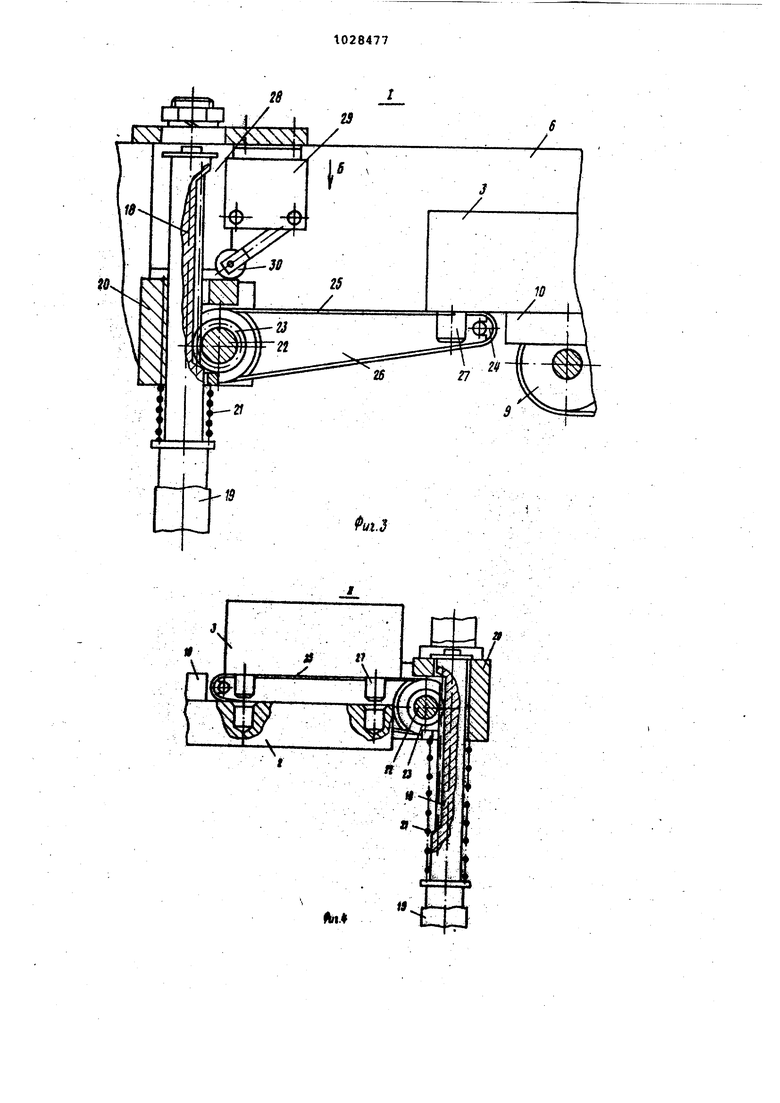
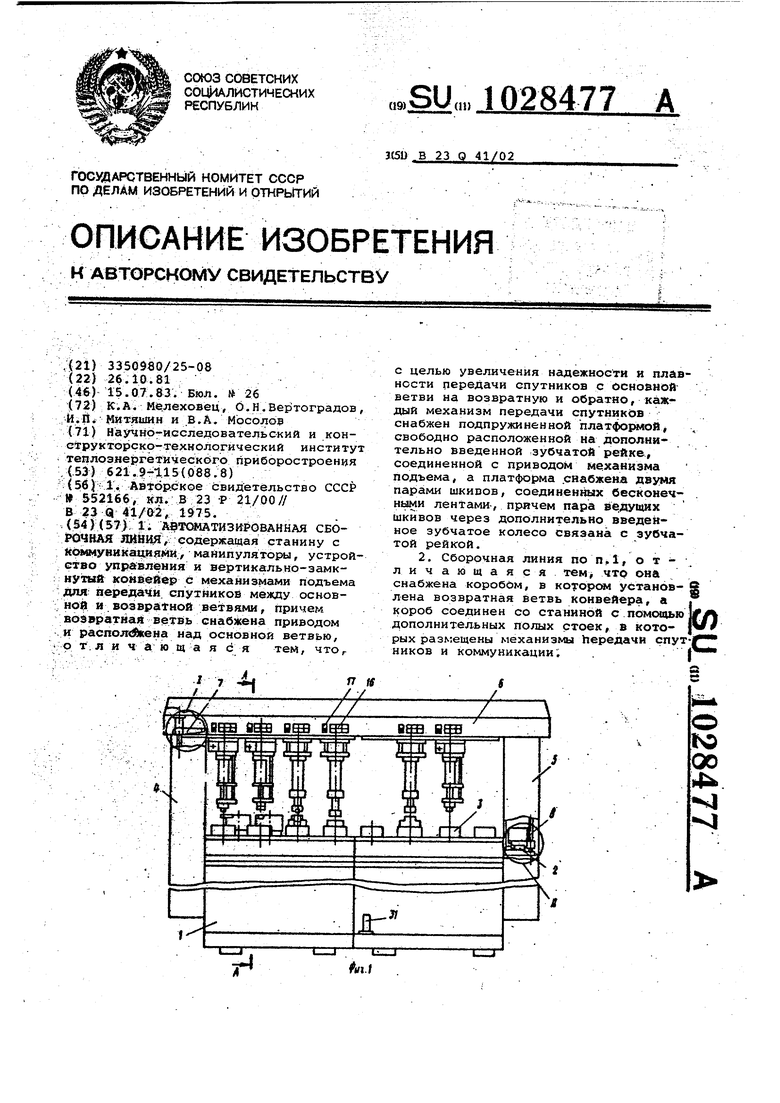
Изобретение относится к автомати ции механосборочных гфоизводств в машино- и приборостроении. Известна автоматизированная лини сборки, содержащая станину с коммуникациями, манипуляторы, устройство управления и вертикально-замкнутый конвейер с механизмами подъема для передачи спутников между основной и возвратной ветвями, причем возвратная ветвь снабжена приводом и ра положена над основной ветвью 1J. Однако эта линия не обеспечивает надежной и плавной передачи спутников с основной ветви на возвратную и обратно.. Цель изобретения - увеличение надежности и плавности передачи спутников с основной ветви на возвр ную и обратно. Эта цель достигается тем, что каждый механизм передачи спутников снабжен подпружиненной платформой, свободно расположенной на дополнительно введенной зубчатой рейке, соединенной с приводом механизма подъема, а платформа снабжена двумя парамиШКИВОВ, соединенных бесконеч ными лентами, причем пара ведущих шкивов через дополнительно введенно зубчатое колеса связана с зубчатой .рейкой. Кроме того, линия снабжена коробом, в котором установлена возвратная ветвь конвейера, а короб соединен со станиной с помощью дополнительных полых сто.ек, в которых разм щены механизмы передачи спутников и коммуникации. На фиг. 1 изображена автоматизированная сборочная линия на фиг. 2 разрез А-А на фиг. 1; на фиг. 3 узел I на фит. 1 на фиг. 4 - узел на фиг. 1; на фиг. 5 - вид Б на фиг. 3 (спутник условно снят). Автоматизированная сборочная линия состоит из станины 1, вдоль которой проходит основная ветвь 2 спутникового конвейера, например грейферного, снабженная устройствам фиксации не показаны спутников 3. К станине 1 при помощи полых стоек 4и 5 прикреплен короб б. В стойках 5установлены Одинаковые по констру ции , но различные ориентированные механизмы передачи 7 и 8 спутников 3. В стойках 4 и 5 смонтированы электрические и пневматические коммуникации (не показаны). Возвратная ветвь 9 конвейера, как и основная ветвь 2, расположена параллельно направляквдим 10 и снабжена приводом, например, электрическим I не показан). На нижней части короба б крепятся манипуляторы 11, вращатель ные и возвратно-поступательные сборочные устройства, например 12. Н станине 1 установлены манипулятор 13 и вибробункер 14. В коробе 6 айонтироааны устройства управления 15 с транспарантами 16 и кнопкакм 17. Механизмы передачи 7 и 8 спутников 3 имеют приводы, например пневматические (не показаны, со штоками которых соединены зубчатые рейки 18. На рейке 18 и направляющих 19 подвижно сидит платформа 20, подпружиненная в вертикальном направлении пружиной 21. Каждая рейка 18 находится в зацеплении с зубчатым колесом 22, жестко соединенным с ведущими шкивами 23. Пары ведущих 23 и ведомых 24 шкивов охвачены бесконечныни лентами 25. шкивы 24 поддерживаются кронштейнами 26, жестко соединенными с платформой 20. Причем расстояние между ними равно расстоянию между направляющими 10 конвейера и соответствует диаметру пальцев 27 спутника 3. На коробе 6 установлены верхние упоры 28 так, чтобы верхние ветви лент 25 были на одном уровне с поверхностями направляющих 10 возвратной ветви 9 конвейера. На упорах 28 смонтированы конечные выключатели 29 с роликами 30. Автоматизированная линия сборки работает следующим образом. В начале цикла грейфер основной ветви 2 конвейера перемещается влево, а механизм передачи 8 начинает поднимать рейку 18 вверх. С рейкой 18 перемещается платформа 20 и поднимг ётся спутник 3 от конца основной ветви 2 конвейера до начала его возвратной ветви 9. При этом, от конечного выключателя 29 в устройства управления линией 15 идет сигнал, включающий ветвь 9 конвейера. Дальнейшее перемещение рейки 18 вверх вызывает вращение зубчатого колеса 22 против часовой стрелки и перемещение спутника 3 платформы 20 на возвратную ветвь 9 конвейера. После некоторого выстоя в верхнем положении Механизм 8 возвращает платформу 20 с исходное (нижнее) положение. Одновременно начинает перемещаться вниз рейка механизма 7. Она перемещается относительно неподвижной платформы 20, вращая колеса 22, шкивы 23 и 24 и затягивая лентами 25 спутник 3 с возвратной ветви 9 конвейера на кронштейны 26. После ухода платформы 20 механизма 7 с упора 28 вниз конечный выключатель 29 через систему управления останавливает привод движения возвратной ветви 9 конвейера, чтобы не сбросить находящийся там спутник (число спутников на возвратной ветви 9 зависит от ее длины, скорости и длительности цикла;. Посе совершения хода от возвратной ветви 9 до основной ветви 2 конвейера латформа 20 механизма 7 укладывает
спутник 3 на начало направляющих 10 основной ветви. После окончания рабочего (технологического; времени цикла спутники 3 на прямой ветви конвейера расфиксируются автоматически и переносятся грейфером на один шаг вправо по фиг. 1-. После этого механизм 7 уходит вверх и вся транспорт ная часть сборочной линии приходит в исходное положение.
Такое конструктивное выполнение механизмов передачи спутников с основной ветви на возвратную повышает надежность работы линии, потому что выдача спутников с платформы и их затаскивание на платформу происходит плавно, так как икционная связь бесконечной ленты со спутниками препятствует развитию больших ускорений.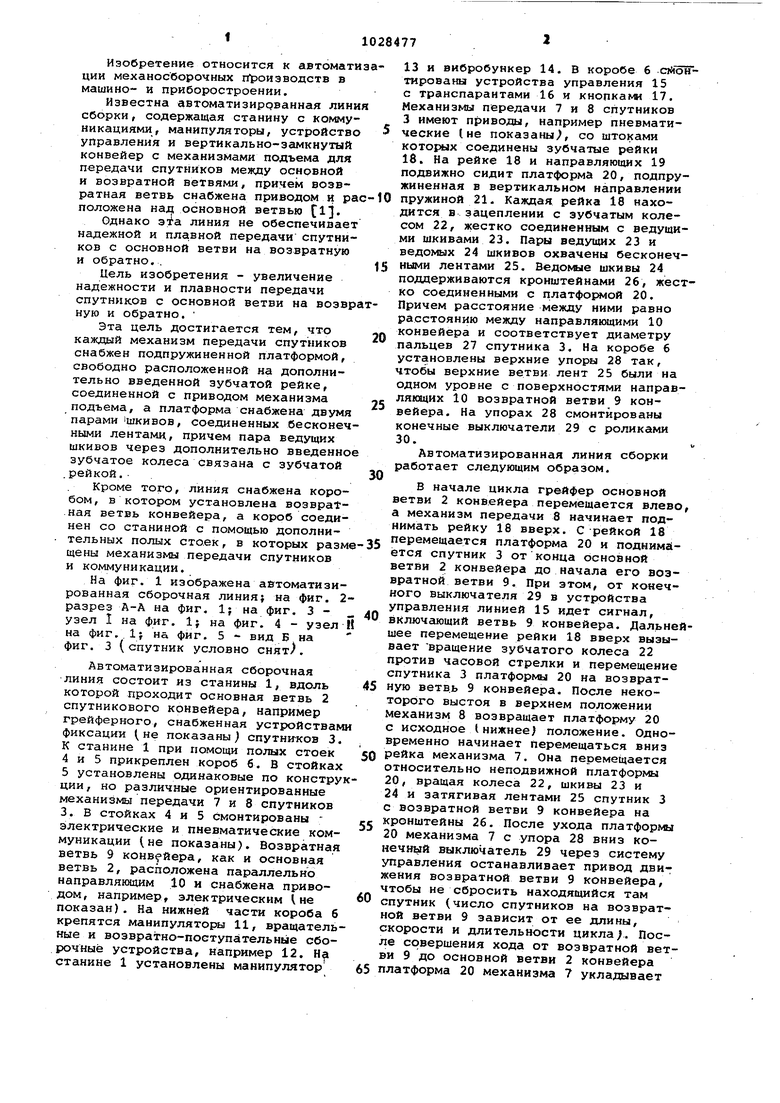
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматизированная сборочная линия | 1983 |
|
SU1174229A1 |
| АВТОМАТИЗИРОВАННАЯ ТРАНСПОРТНАЯ СИСТЕМА | 2019 |
|
RU2742099C2 |
| Автоматизированная сборочная линия | 1985 |
|
SU1306691A1 |
| Транспортная система автоматической линии | 1988 |
|
SU1509229A1 |
| Автомат для сборки комплектадЕТАлЕй | 1979 |
|
SU841895A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1299772A1 |
| Сборочная линия | 1981 |
|
SU986730A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ ЗВЕНЬЕВ РЕЛЬСОШПАЛЬНОЙ РЕШЕТКИ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2008 |
|
RU2373320C1 |
| Автоматизированная сборочная линия | 1981 |
|
SU1013212A1 |
| Устройство для пакетирования штучных изделий | 1987 |
|
SU1654179A1 |
10
15
tf
15
| Паровоз для отопления неспекающейся каменноугольной мелочью | 1916 |
|
SU14A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
