Изобретение относится к огнеупо рам, а именно к шихтам и способам изготовления корундографитовых изд лий, которые можно использовать в честве огнеупорного сталеразливочн го припаса, для набивки и ремонта футеровок и других целей в металлу гической промышленности. Известна шихта, которая помимо шамота, глины и графита содержит .карбид кремния, электрокорунд и фо фатное связующее 1 3. Однако изделия из указанной ших из-за невысокого содержания углеро да 10-20% имеют пониженную шлакои металлоустойчивость, а также теря ют механическую прочность при высокой температуре в службе вследствие разложения присутствующего в них фосфатного связующего. Введение добавки карбида кремния не дает в данном случае повышения, а в процессе службы - сохранения механичес кой прочности изделий. Известен также состав материала для футеровки промежуточного разливочного ковша, содержащий, зес.% 40-85, углерод 10-40, карбид кремния 5-20, Si О 2 ДО 30 и антиокислитель - натриевое стекло С2 1 Недостатком данного состава мате риала является высокое содержание SiO2 совместно с жидким натриевым стеклом, что значительно снижает огнеупорные свойства материала. Наиболее близкой к изобретению является шихта для изготовления огн упорного материала, содержащая,%: чешуйчатый графит 25-35, кремний 8-10, глинистое связующее 10-15, жидкое натриевое стекло 0,1-0,7 и электрокорунд. Материал готовят смешиванием компонентов, формование сушкой и обжигом СЗЗ. Однако вследствие того, что в ши те содержится много глинистых компонентов, изделия имеют недостаточную термостойкость и механическую прочность, а это накладывает ограничения на возможность широкого использования их в металлургии, осо бенно при непрерывной разливке стал а отсутствие операции пропитки не позволяет получать изделия с низкой окисляемостью. Целью изобретения является повышение термостойкости и шлакоустойчивбсти. Цель достигается тем, что шихта для изготовления огнеупоров, содержащая электрокоруйд, графит, кремни и связку, дополнительно содержит карбид кремния, а в качестве связую щего - смесь высокотемпературного каменноугольного пека и этилсиликат при следующем соотношении компонентов, мас.%: Графит18-22 Кремний 7-11 Карбид кремния2-6 Высокотемпературныйкаменноугольный пек 16-18 Этилсиликат (в пересчетена 5-102)2-6 ЭлектрокорундОстальноеКроме того, согласно способу изготовления огнеупоров путем смешения компонентов шихты, увлажнения, формования, сушки и обжига, сначала производят смешение компонентов шихты с пеком в .бегунах, затем увлажняют частью этилсиликата, прибавляют остаток этилсиликата, снова перемешивают в смесителе и после формования нагревают до 480-520С со скоростью подъема температуры 15-20 град/ч, пропитывают жидким натриевым стеклом, а обжиг проводят при 1360-1390 С. Введение в состав шихты смеси высокотемпературного каменноугольного пека и этилсиликата приводит к тому, что образовавшийся в них после термообработки кокс и аморфный кремнезем, взаимодействуя между собой и кремнием, образуют при последующем обжиге прочную карбид-кремниевую связку. Что способствует значительному увеличению прочности и термостойкости изделий. Применение высокотемпературного каменноугольного пека позволяет также повысить выход коксового остатка пека после термообработки, а также проводить его сухой поцол, в ходе которого не происходит налипания его на рабочие части бегунков, что наблюдается в случае использования низко- и среднетемпературного каменноугольного пека. Поэтому использование высокотемпературного каменноугольного пека позволяет проводить сухое смешение его с компонентами шихты без нагрева пека или наполнителя перед смешением, что улучшает условия труда и исключает вредное воздействие летучих компонентов , пека в случае его расплавления перед смешением. Сцешение компонентов шихты производят в бегунках в течение 40-60 мин, что более экономично по сравнению с использованием шаровой мельницы, увлажнение, например, в 2.-образном смесителе - в течение 40-50 мин. Это значительно удешевляет процесс производства, приводит к уменьшению энергозатрат. Термообработка до 480-520°С проводится с целью удаления летучих компонентов пека и выкоксовывания пека обязательно в окислительной среде, так как в окислительной реде выход кокса повышается почти вдвое. Скорость подъема температуры в ходе термообработки Ц5-20°С/ч ) предполагает оптимальную скорость выхода летучих компонентов пека, не вызывающую растрескивания изделий. Термообработка ниже 480°С не приводит к завершению процесса выхода летучих компонентов пека, что увеличивает вероятность растрескивания изделий в ходе последующего обжига. Термообработка в окислительной среде при температуре выше 520°С приводит к выгоранию пекового кокса, что отрицательно сказывается на получении. высоких прочностных свойств обожженных изделий.
Пропитывание жидким натриевым стеклом корундографитовых изделий позволяет обжигать их в карбидкремниевых капселях, без коксовой : засыпки, что значительно повьшает экономичность предлагаемого способа роизводства корундографитовых огнепоров.
Пример. 45% электрокорунда, смешивают в бегунках с 20% графита, 9% металлического кремния, 4% карида кремния, 17% высокотемпературного пека в течение 60 мин. Далее массу увлажняют 2% (в пересчете на SiO2) этйлсиликата, перемешивают, масса поступает в 2 -образньй смеситель, где ее доувлажняют 3% (по S-iO2 ) этил силиката и в течение 50 мин тщательно перемешивают.
Из полученной смеси.формуют из- . елия по способу изостатического прессования при давлении 700. атм. Сформованные изделия нагревают до 500 С со скоростью 15°С/ч, пропитыва ют жидким стеклом плотностью 1,28 г/см и обжигают при 138.. .
Готовые изделия имеют предел прочности при сжатии 45 МПа, термостойкость УДО появления трещин ) составляет 31 термосмену вода.
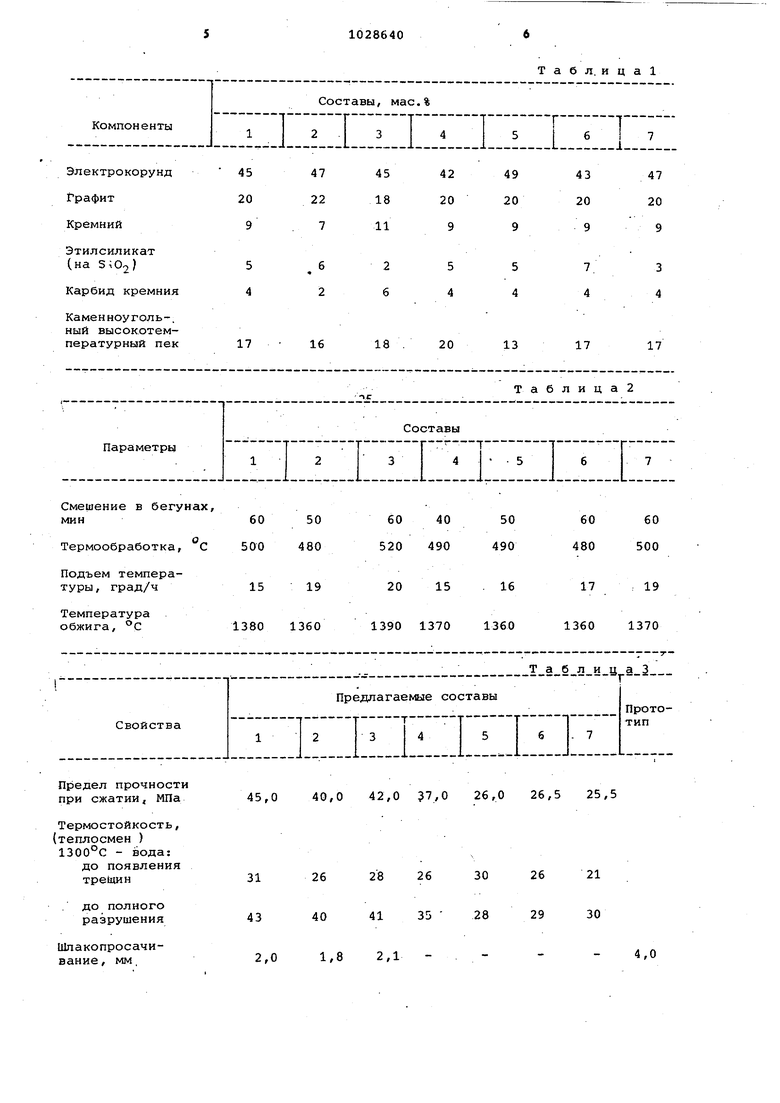
5 Составы шихты для изготовления огнеупоров приведены в табл. 1.
Параметры технологического процесса приведены в табл. 2.
to
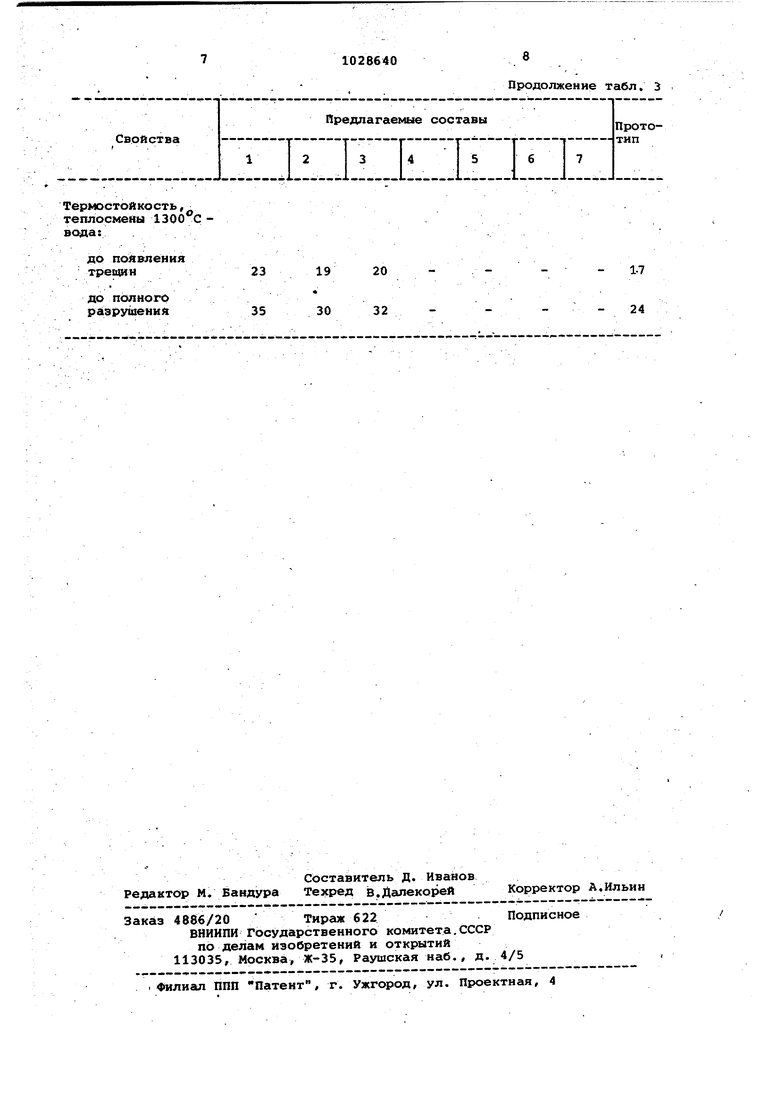
Свойства изделий в зависимости от состава и способа приведены в табл. 3. .
Экономичность предлагаемого способа заключается в том, что при вве дении пропитки заготовок жидким натриевым стеклом исключается трудоемкий процесс - обеспечения дорогостоящей коксовой засыпки изделий
в капселях, что может дать экономию заводу-изготовителю порядка 10 тыс. руб. в год.
Кроме того, применение термообработки изделий до 480-520°С со
скоростью подъема температуры 1520 град/ч позволяет затем обжигать изделия по ускоренному режиму-, а именно:
20-400°С - 50 град/ч - 8 ч,
400-600°С - 100 град/ч - 2 ч, 600-900°С - 150 град/ч - 2 ч, 900-1200°С - 100 град/ч - 3 ч.
1200-1300 С - 50 град/ч - 2 ч.
1300-1380 С - 40 град/ч - 2 выдержка при - 3 ч.
Итого: 22 часа вместр 45 по стандартной технологии.
Увеличение термостойкости и шлакоустойчивости изделий из данной шихты в- сравнении с базовым объектом позволяет увеличить срок службы изделий, а экономический эффект составит около 100 тыс. руб. в год.
Табл. ица
| название | год | авторы | номер документа |
|---|---|---|---|
| Шихта для изготовления огнеупоров | 1981 |
|
SU988793A1 |
| Шихта для изготовления огнеупоров | 1982 |
|
SU1024440A1 |
| Шихта для изготовления огнеупоров | 1983 |
|
SU1168538A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЕРАЗЛИВОЧНОГО ПРИПАСА | 2001 |
|
RU2210459C2 |
| Способ изготовления сложнопрофильных корундомуллитовых огнеупорных изделий | 2023 |
|
RU2822232C1 |
| Шихта для изготовления огнеупорных изделий | 1976 |
|
SU578286A1 |
| СОСТАВ ДЛЯ ИЗГОТОВЛЕНИЯ ЛЕГКОВЕСНОГО ОГНЕУПОРА | 2014 |
|
RU2564330C1 |
| Огнеупорное изделие и способ его изготовления | 1981 |
|
SU1060597A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОГНЕУПОРНЫХ МАСС ДЛЯ МОНОЛИТНЫХ ФУТЕРОВОК | 1998 |
|
RU2153480C2 |
| Способ изготовления огнеупоров | 1978 |
|
SU806651A1 |
1. Шихта для изготовления огнеупоров, содержащая электрокорунд, графит, кремний и связку, отличающаяся тем, что, с целью повьашения термостойкости и шлако устойчивости, она дополнительно содержит карбид кремния, а в качестве связки - смесь высокотемпературного каменноугольного пека и этилсиликата при следующем соотношении KONmoHeHTOB, мас.%: Графит18-22 Кремний7-11 Карбид кремния2-6 Высокотемпературный каменноугольный пек16-18 Этилсиликат в пересчете на S Oj2-6 ЭлектрокорундОстальное 2. Способ изготовления огнеупоров путем смешения комотонентов шихты, увлажнения, формования, сушки и обжига, отличающийся тем, что, с целью повышешя термостойкоссл ти и шлакоустойчивости, сначала производят смешение ко.мпонентов шихты с пеком в бегунах, затем увлажняют частью этилсиликата, прибавляют остаток этилсиликата, снова перемешивают в смесителе и после формования нагревают до 480-520 С-со ско.ррстью подъема температуры 1520 град/ч, после чего пропитывают ю .жидким натриевым стеклом, а обжиг про водят при 1360-1390°С. 00 о: 4
17
16 Предел прочности 45,0 40,0 42, при сжатии, МПа Термостойкость, (теплосмен ) 1300°С - вода: до появления 31 26 28 трещин до полного 43 40 41 разрушения Шпакопросачи2,0 1,8 2, вание, мм.
20
13
17
17
4,0 37,0 26,0 26,5 25,5 26 30 26 21 35 28 29 30 С
23
19
35
30
Продолжение табл. 3
1-7
24
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ШИХТА ДЛЯ ИЗГОТОВЛЕНИЯ ОГНЕУПОРНЫХ ИЗДЕЛИЙ | 0 |
|
SU342846A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Прибор для промывания газов | 1922 |
|
SU20A1 |
