на транспортер 1. После разгрузки кассеты задвигается дно 5, и под него подводится ленточный конвейер 19, лента которого снимает кассету с каретки 10 и перемещает ее на приемный конвейер 52 цеховой транспортной системы. После обработки на рабочем транспортере 1 платы с помощью течки загружаются в секции порожней кассеты 2, установленной на каретке средства
для загрузки, совершающей шаговое перемещение. После загрузки одной из секций касссеты последняя перемещается на один шаг для загрузки следующей секции. После заполнения всех секций под кассету снизу подводится ленточ- мый конвейер, который снимает кассету с каретки средства для загрузки и перемещает ее на приемный конвейер цеховой транспортной системы. 7 ил.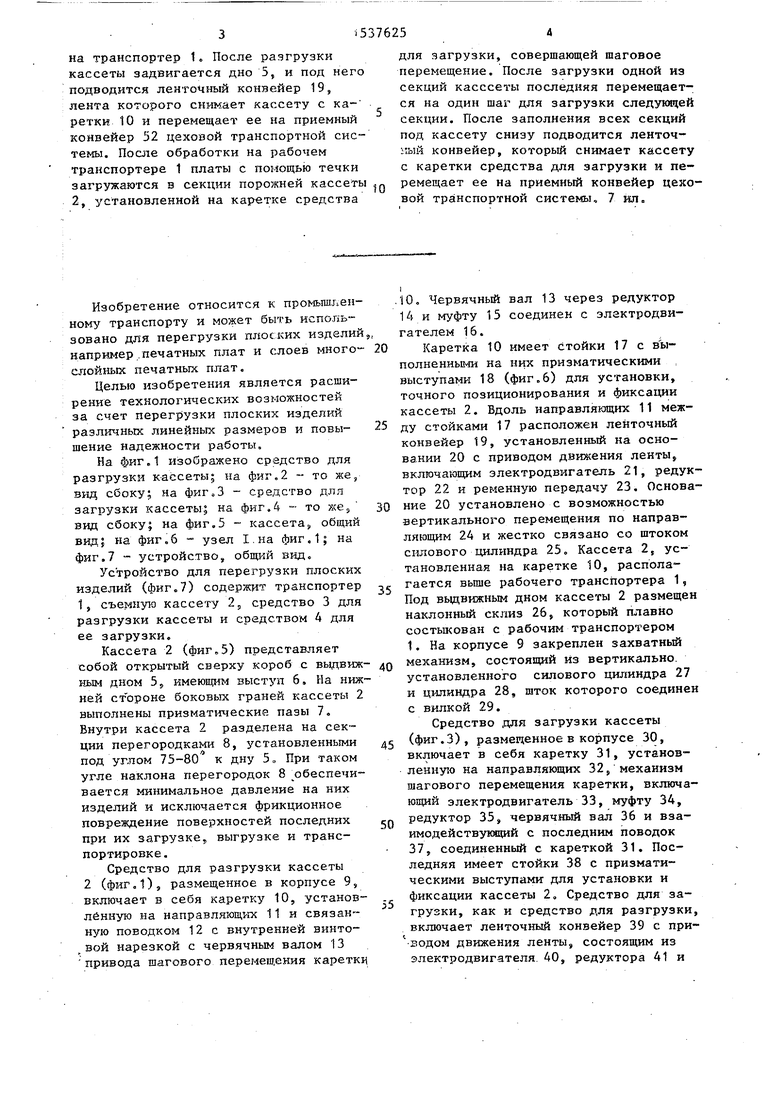


| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия обработки деталей | 1976 |
|
SU707978A1 |
| Автоматическая линия штамповки поворотных кулаков | 1987 |
|
SU1466868A1 |
| Линия для производства формового хлеба | 1980 |
|
SU938878A1 |
| Устройство для навешивания и съема грузовых подвесок с грузоносителей подвесного конвейера | 1980 |
|
SU927670A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СУШКИ ПЕЧАТНЫХ ПЛАТ | 1969 |
|
SU234498A1 |
| Устройство для накопления и выдачи листового материала | 1988 |
|
SU1684205A1 |
| Автоматическая линия Свиноренко для технологической обработки радиоэлементов | 1986 |
|
SU1426755A1 |
| Устройство для сварки изделий из полимерных материалов | 1981 |
|
SU1031743A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА БАРАНОЧНЫХ ИЗДЕЛИЙ | 1965 |
|
SU214451A1 |
| Устройство для перегрузок подвесок подвесного конвейера с одного пути на другой | 1974 |
|
SU682431A1 |


Изобретение относится к промышленному транспорту и может быть использовано для перегрузки плоских изделий, преимущественно печатных плат различных линейных размеров. Устройство содержит транспортер 1 плоских изделий, съемную кассету 2, средство 3 для разгрузки кассеты и средство для ее загрузки. Транспортная кассета 2 выполнена в виде открытого сверху короба с выдвижным дном, разделенного внутри параллельными наклонными перегородками на отдельные секции. Загруженная кассета 2 устанавливается на каретку 10 средства для разгрузки, которая осуществляет шаговое перемещение вдоль оси рабочего конвейера 1, при этом выдвижное дно 5 кассеты удерживается на месте захватным механизмом. Таким образом, при каждом перемещении каретки 10 на один шаг открывается снизу одна из загруженных секций кассеты 2, и изделия по склизу 26 подаются на транспортер 1. После разгрузки кассеты задвигается дно 5, и под него подводится ленточный конвейер 19, лента которого снимает кассету с каретки 10 и перемещает ее на приемный конвейер 52 цеховой транспортной системы. После обработки на рабочем транспортере 1 платы с помощью течки загружаются в секции порожней кассеты 2, установленной на каретке средства для загрузки, совершающей шаговое перемещение. После загрузки одной из секций кассеты последняя перемещается на один шаг для загрузки следующей секции. После заполнения всех секций под кассету снизу подводится ленточный конвейер, который снимает кассету с каретки средства для загрузки и перемещает ее на приемный конвейер цеховой транспортной системы. 7 ил.
Изобретение относится к промышленному транспорту и может быть ислопь- зовано для перегрузки плоских изделий например печатных плат и слоев много- слойных печатных плат.
Целью изобретения является расширение технологических возможностей за счет перегрузки плоских изделий различных линейных размеров и повы- шение надежности работы.
На фиг.1 изображено средство для разгрузки кассеты; на фиг.2 - то же, вид сбоку; на фиг.З - средство длл загрузки кассеты; на фиг.А - то же, вид сбоку; на фиг.З - кассета, общий вид; на фиг.6 - узел I на фиг.1; на фиг.7 - устройство, общий вид.
Устройство для перегрузки плоских изделий (фиг.7) содержит транспортер 1, съемную кассету 2, средство 3 для разгрузки кассеты и средством 4 для ее загрузки.
Кассета 2 (фиг.З) представляет собой открытый сверху короб с выдвиж ным дном 5, имеющим выступ 6. На нижней стороне боковых граней кассеты 2 выполнены призматические пазы 7. Внутри кассета 2 разделена на секции перегородками 8, установленными под углом 75-80 к дну 5. При таком угле наклона перегородок 8 обеспечивается минимальное давление на них изделий и исключается фрикционное повреждение поверхностей последних при их загрузке, выгрузке и транспортировке.
Средство для разгрузки кассеты 2 (фиг.1), размещенное в корпусе 9, включает в себя каретку 10, установленную на направляющих 11 и связанную поводком 12 с внутренней винтовой нарезкой с червячным валом 13 привода шагового перемещения каретки
0
5
0
д 5 Q
5
Каретка 10 имеет стойки 17с выполненными на них призматическими выступами 18 (фиг,6) для установки, точного позиционирования и фиксации кассеты 2. Вдоль направляющих 11 между стойками 17 расположен ленточный конвейер 19, установленный на основании 20 с приводом движения ленты, включающим электродвигатель 21, редуктор 22 и ременную передачу 23. Основание 20 установлено с возможностью вертикального перемещения по направляющим 24 и жестко связано со штоком силового цилиндра 25. Кассета 2, установленная на каретке 10, располагается выше рабочего транспортера 1, Под выдвижным дном кассеты 2 размещен наклонный склиз 26, который плавно состыкован с рабочим транспортером 1. На корпусе 9 закреплен захватный механизм, состоящий из вертикально установленного силового цилиндра 27 и цилиндра 28, шток которого соединен с вилкой 29.
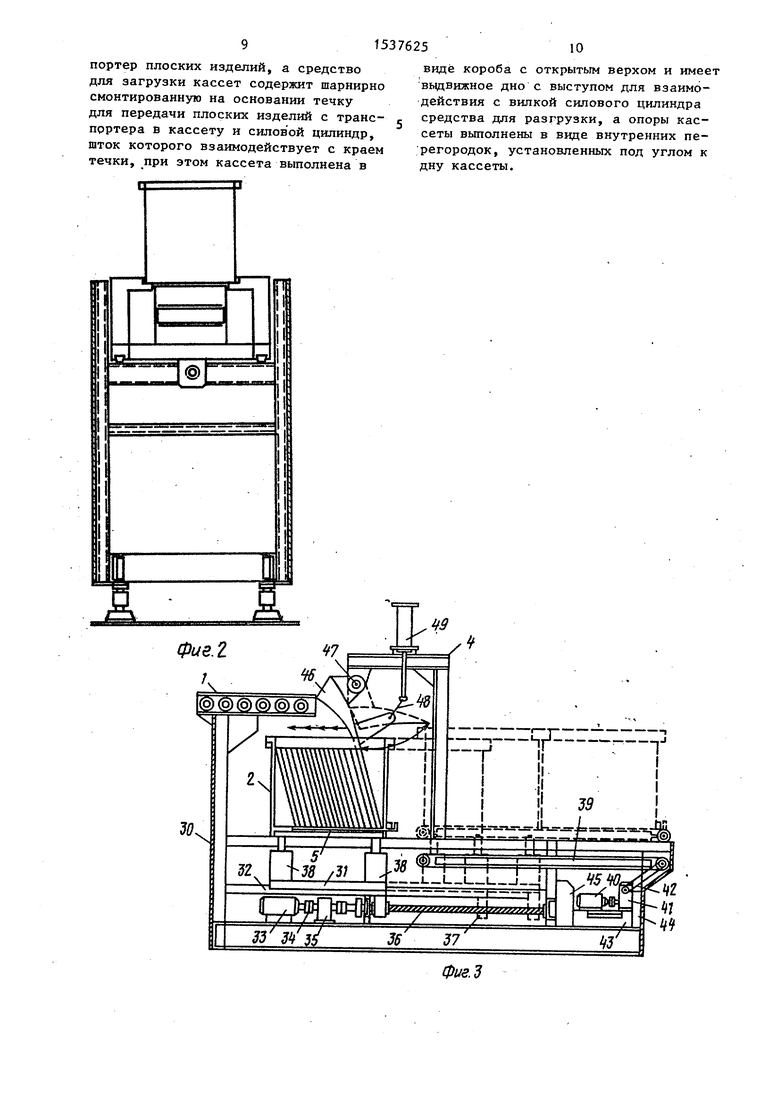
Средство для загрузки кассеты (фиг.З), размещенное в корпусе 30, включает в себя каретку 31, установленную на направляющих 32, механизм шагового перемещения каретки, включающий электродвигатель 33, муфту ЗА, редуктор 35, червячный вал 36 и взаимодействующий с последним поводок 37, соединенный с кареткой 31. Последняя имеет стойки 38 с призматическими выступами для установки и фиксации кассеты 2. Средство для загрузки, как и средство для разгрузки, включает ленточный конвейер 39 с при- 1 водом движения ленты, состоящим из электродвигателя АО, редуктора А1 и
ременной передачи 42. Ленточный конвейер 39 размещен вдоль направляющих 32 на основании 43 с возможностью перемещения по вертикальным направляющим 44 с помощью силового цилиндра 45. Кассета 2, установленная на стойках 38 каретки 31, располагается ниже рабочего транспортера 1 и соединена с ним с помощью течки 46, выполненной в виде двуплечего рычага, шарнирно установленного на оси 47 на корпусе 30. Одно плечо совмещено своими концами с рабочим транспортером 1 и верхом кассеты 2, а второе гибкой связью 48 соединено со штоком силового цилиндра 49, закрепленного на корпусе 30.
Устройство входит в автоматическую линию для обработки печатных плат или слоев многослойных печатных плат. Платы, подлежащие обработке, загружаются в кассету 2, которая автоматически или вручную устанавливается на каретку 10 средства для разгрузки, и поштучно подаются на транспортер 1. После обработки платы с помощью средства для загрузки поочередно загружаются в транспортную кассету 2.
Средство для разгрузки кассеты работает следующим образом.
После запуска автоматической линии приходит Б движение рабочий транспортер 1 и включается захватный механизм, при этом через вводное устройство 50 в силовые цилиндры 27 и 28 захватного механизма подается сжатый воздух и перераспределяется в них по командам от датчиков (не показаны)
В результате работы пневмоцилинд- ров 27 и 28 вилка 29 опускается на выступ 6 дна кассеты 2 и захватывает его своим пазом, при этом срабатывает датчик нижнего положения механизма, который включает электродвигатель 16 привода шагового перемещения каретки 10, подключенный к питающей цепи через реле времени (не показано). При помощи реле времени задается необходимый ритм включения и отключения электродвигателя 16, в период работы которого происходит вращение червячного вала 13 и перемещение вдоль него поводка 12 вместе с соединенной с последним кареткой 10 на один таг, соответствующий расстоянию между наклонными перегородками 8 кассеты 2. В результате перемещения каретки 10 вместе с установленной на ней кассе
той 2 на один шаг и удерживания дна кассеты захватным механизмом внизу кассеты образуется щель, через которую печатная плата подается на склиз 26, а по нему - на рабочий транспортер 1. Профиль склиза 26 подобран таким образом, чтобы платы или слои скользили по нему, касаясь его поверхности только торнами. Поело освобождения последней секции кассеты У. срабатывает датчик (не показан), который отключает электродвигатель 16 и включает подачу воздуха в силовой цилиндр .8. Шток последнего через вилку 29 задвигает дно кассеты 2 до срабатывания фиксатора 51. В момент фиксации срабатывает датчик конечного положения пневмоцилиндра 28, который включает подачу воздуха в силовой цилиндр 27 для подъема захватного механизма в верхнее нерабочее положение. В этом положении срабатывает датчик, установленный на штоке , силового цилиндра 27, который включает электродвигатель 16, при этом каретка 10 поводком 12 уводится в крайнее левое положение, срабатывает дат5
0
0
0
чик, установленный на направляющих 11 (не показан), последний отключает электродвигатель 16 и включает подачу воздуха в силовой цилиндр 25. Шток пневмоцилиндра поднимается в крайнее верхнее положение вместе с ленточным конвейером 19 и его приводом. Пере5 мещаясь вверх, ленточный конвейер подходит под дно кассеты 2 и снимает ее с каретки 10. В конечном верхнем положении конвейера 19 срабатывает датчик (не показан), включающий электродвигатель 21 привода движения ленты, которая перемещает кассету 2 на приемный конвейер 52 цеховой транспортной системы. Одновременно с электродвигателем 21 конвейера 19 включа5 ется электродвигатель 16 привода перемещения каретки 10, которая возвращается в исходное положение. После освобождения ленты конвейера 19 срабатывает гравитационный датчик (не
0 показан), установленный на натяжном устройстве конвейера, который включает подачу воздуха в силовой цилиндр 25, и последний опускает конвейер 19 в крайнее нижнее положение. В этом положении срабатывает установленный на штоке силового цилиндра 2Ь датчик (не показан), приводящий весь механизм средства разгрузки в состояние для повторения цикла.
5
Средство для загрузки кассеты работает следующим образом.
В начале работы каретка 31 находится в крайнем левом положении. По- рожняя кассета 2 автоматически или вручную устанавливается на каретку 31, при этом выход течки 46 располагается над первой секцией кассеты 2. Кнопкой пуска средство загрузки при- водится в состояние готовности. После запуска автоматической линии первая плата, пройдя процесс обработки на транспортере 1, попадает на течку 46 и по ней направляется в первую секцию кассеты 2. У выходного отверстия течки установлен фотодатчик (не показан), который дает сигнал на перемещение каретки 31 путем включения ее привода. Перемещение каретки 31 на один шаг происходит аналогично перемещению каретки 10 средства для разгрузки. По окончании перемещения конец течки 46 совмещается со следующей секцией кассеты 2. Таким об- разом осуществляется процесс заполнения секций кассеты 2.
После заполнения последней секции кассеты срабатывает установленный на направляющих 32 датчик (не показан), который дает команду на отключение автоматической линии, и включает подачу сжатого воздуха в силовой цилиндр 49, шток которого перемещается вверх и гибкой связью воздействует на второе плечо течки 46, переводя ее в горизонтальное положение.
В верхнем положении штока силового цилиндра 49 срабатывает датчик (не показан), который включает электродвигатель 33. Каретка 31 в результате вращения червячного вала 36 перемещается в крайнее правое положение, в котором срабатывает датчик (не показан), дающий команду на отключение электродвигателя 33 и на подачу сжатого воздуха в силовой цилиндр 45. Шток силового цилиндра 45 поднимается и перемещает ленточный конвейер 39 с приводом в крайнее вернее положение, при этом кассета 2 снимается с каретки 31 и после включения привода ленточного конвейера 39 перемещается в крайнее правое положение, из которого попадает на премный конвейер цеховой транспортной системы. Одновременно с подачей сжатого воздуха в силовой цилиндр 45
включается электродвигатель 33, и с помощью червячного вала 36 и поводка 37 происходит возврат порожней каретки 31 в исходное положение (крайнее левое).
После освобождения ленты конвейера 39 срабатывает гравитационный датчик (не показан), который отключает электродвигатель 40. На каретку 31 устанавливается следующая порожняя кассета 2 и нажатием кнопки Пуск производится подача воздуха в силовой цилиндр 49, опускающий течку 46 в рабочее положение, подача воздуха в силовой цилиндр 45, опускающий ленточный конвейер 39 в исходное положение, и запуск автоматической линии.
Преимущества предложенного устройства заключаются в следующем: осуществление загрузки и выгрузки одновременно гибких и негибких изделий различных линейных размеров; обеспечение полной автоматизации процесса перегрузки и работы по безлюдной технологии; отсутствие необходимости доработки автоматизированного технологического оборудования, в комплекте с которым используется ycTpoftcTBoj обеспечение сохранности печатных плат при их перегрузке с точки зрения сохранности поверхности электрической схемы (рисунка).
Формула изобретения
Устройство для перегрузки плоских изделий, преимущественно печатных плат, содержащее съемные кассеты с опорами для плоских изделий и установленные на основании средства для разгрузки и загрузки кассет, транспортные средства для кассет и транспортер плоских изделий, отличающееся тем, что, с целью расширения технологических возможностей за счет перегрузки плоских изделий различных линейных размеров, транспортные средства для кассет содержат установленные на основании с возможностью подъема и опускания ленточные конвейеры и каретки для перемещения кассет, средство для разгрузки содержит установленный в корпусе с возможностью подъема и опускания захватный механизм, выполненный в виде силового цилиндра, на штоке кото 1рого закреплена вилка, и склиз для передачи изделий из кассеты на транспортер плоских изделий, а средство для загрузки кассет содержит шарнирно смонтированную на основании течку для передачи плоских изделий с транспортера в кассету и силовой цилиндр, шток которого взаимодействует с краем течки, при этом кассета выполнена в
7625Ю
виде короба с открытым верхом и имеет выдвижное дно с выступом для взаимодействия с вилкой силового цилиндра средства для разгрузки, а опоры кассеты выполнены в виде внутренних перегородок, установленных под углом к дну кассеты.
фиг. 5
ФиеЬ
OLA. А А д AI -
TfjcVh oiVcMjQc m Ч
| Устройство для перегрузки плоских изделий | 1973 |
|
SU512138A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
