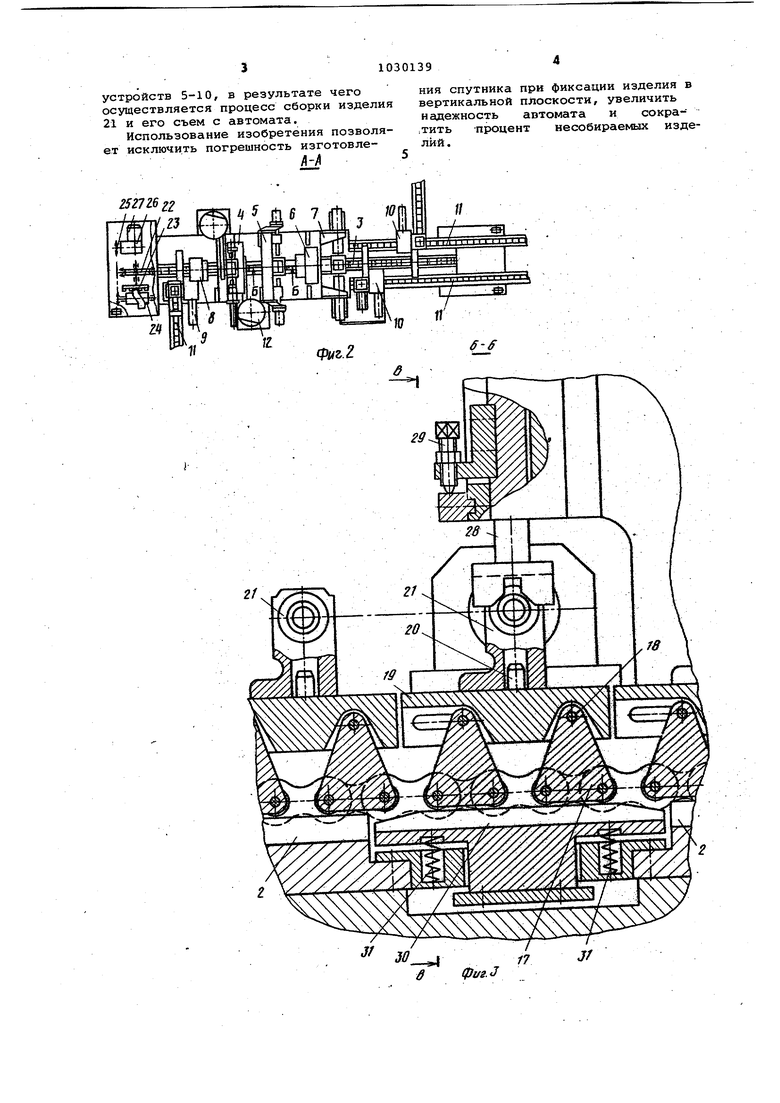
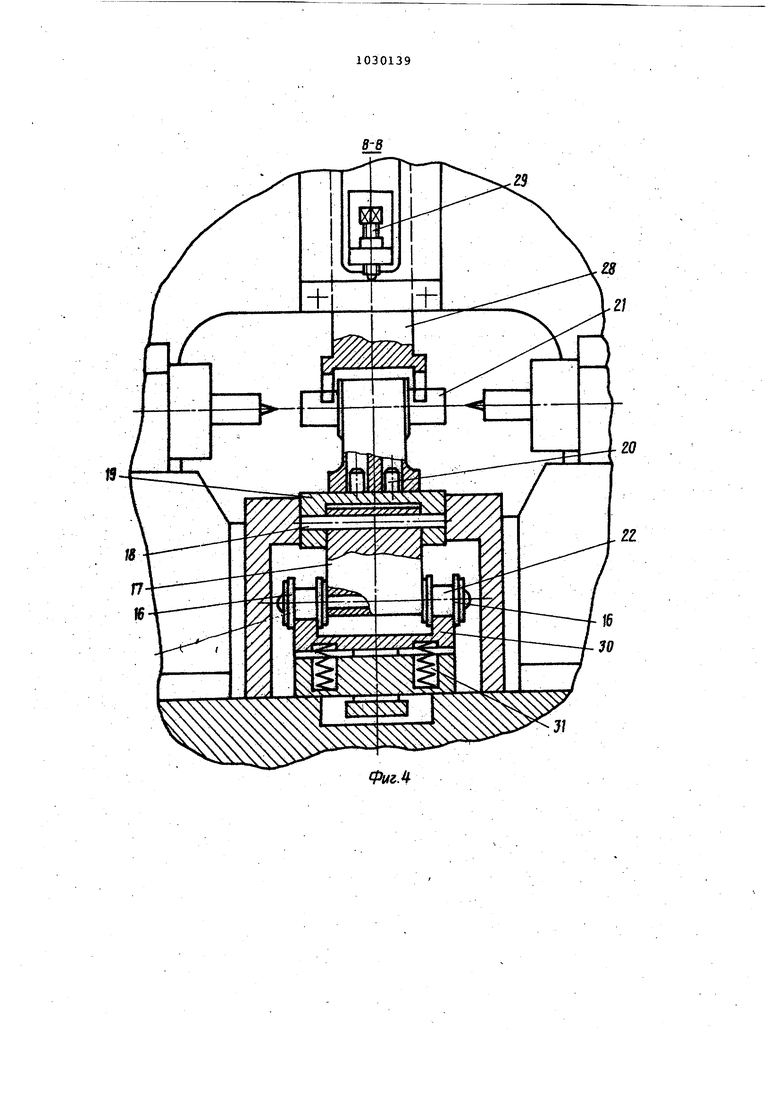
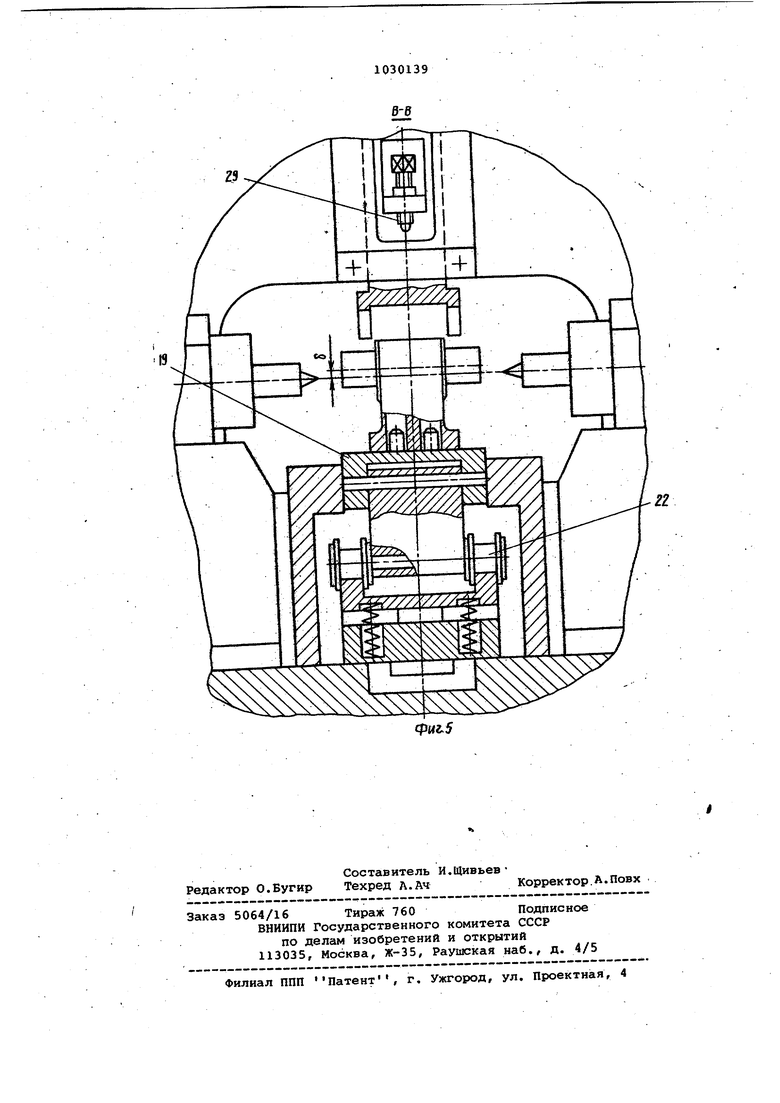
Изобретение относится к механосборочному производству и может быть использовано при автоматизаци сборочных процессов, в частности в машиностроении при сборке издели типа стойки коромысел автомобильно двигателя. Известен многопозиционный сборочный автомат, содержащий рабочие и контрольные устройства, расположенные согласно технологическому процессу сборки, пластинчатый конвейер с направляющими спутниками . и механизмом их фиксации 1. Недостатком этого автомата явля ется его низкая надежность при дву сторонней сборке из-за влияния погрешности фиксации спутника в верт кальной плоскости. Цель изобретения - увеличение н дежности работы автомата за счет исключения влияния погрешности изготовления собираемых изделий и спу ника при его фиксации. Указанная цель достигается тем, что в многопозиционном автомате, со держащем рабочие и контрольные устройства, расположенные согласно.тех нологическому процессу сборки, плас тинчатый конвейер с направляющими, спутниками и механизмом их фиксации каждая рабочая позиция снабжена фик сатором, выполненные в виде сдвоен, ных призм, а направляющая для конвейера на рабочих позициях выполнена в виде подпружиненных секций с возможностью перемещения в вертикал ной плоскости при фиксации спутника причем опорная поверхность секции расположена выше уровня направляющих конвейера. На фиг. изображен многопозиционный сборочный автомат, вид спереди; на фиг.2 - разрез А-А на фиг.1 на фиг.З - разрез Б-Б на фиг.2; на фиг.4 - разрез В-В на фиг.З; на фиг.5 - разрез В-В на фиг.З (перед началом работы). Многопоэиционный сборочный автомат содержит станину 1 и закрепленную на ней направляющую для пластин чатого конвейера 2, конвейер 3, установленные на станине 1 согласно технологическому процессу сборки устройства 4 запрессовки заглушек, устройства 5 контроля заглушек, уст ройства 6 смазки цапф, устройства 7 установки коромысел, устройства 8 контроля стойки, устройство 9 заготовки стойки и устройства 10 разгрузки изделия. На станине 1 закреплены также ко вейеры 11 подачи собираемых деталей и вибробункера 12 для подачи заглу.шек к устройству 4. Конвейер 3 содержит приводную станцию 13, натяжную станцию 14, ог баемые тяговь органом 15, выполнен ным в виде двух втулочно-роликовых .цепей 16 с прикрепленными к ним посредством планок 17 и осей 18 спутниками 19 со штырями 20 для установки на них изделий 21. Приводная станция 13 конвейера 3 состоит из ведущей звездочки 22, индексирующего механизма 23 с кулачками 24, цепи 25, редуктора 26 и электрЬдвигателя 27. На каждой рабочей позиции установлены фиксаторы 28, выполненные в виде сдвоенных призм, и упор 29 нижнего положения фиксатора, а направляющая для конвейера выполнена в .виде секции 30, поднятой над уровнем направляющих для конвейера 2 пружинами 3 ГТ Многопозиционный сборочный автомат работает следующим образом. Перемещение на шаг спутника 19, закрепленного на конвейере 3, обеспечивается приводной станцией 13 периодическим поворотом звездочки 22, связанной посредством индексирующего механизма 23, кулачка 24, цепи 25 и редуктора 26 с электродвигателем 27. Изделие 21 устройством 9 загрузки снимается с конвейера 11 и устанавливается на штыри 20 спутника 19. Другие рабочие позиции автомата -в это время производят одновременную сборку изделия с двух сторон. При перемещении на шаг втулочнороликовые цепи 16 с прикрепленньми к ним посредством планок 17 и осей 18 спутниками 19 с изделием 21 движутся по направляющим для конвейера 2. На рабочей позиции, например на позиции, где расположено устройство 4 запрессовки заглушек, роликовые цепи 16 со спутником И закрепленным на нем изделием заходят на секцию направляющих 30 за счет пружин 31, поднятую над уровнем основных направляющих для конвейера 2. При этом ось собираемого изделия il, закрепленного на спутнике 19, оказьшается выше общей оси рабочих механизмов устройства 4 запрессовки заглушек, расположенных с двух сторон от изделия 21.; В начале рабочего цикла опускаются фиксаторы 28, которые своими призмами взаимодействуют с изделием и опускают его в вертикальной плоскости вместе со спутником 19 и секцией направляющих 30 за счет сжатия пружин 31. Нижнее положение упора 29 устанавливается таким образому чтобы призмы фиксатора 28 совмещали ось изделия 21 с осью рабочих механизмов устройства 4. После чего происходит подача комплектунвдих деталей и их запрессовка в изделие. Затем изделие 21 последовательно перемещается вдоль рабочих позиций устройств 5-10, в результате чего осуществляется процесс сборки изделия 21 и его съем с автомата. Использование изобретения позволяет исключить погрешность изготовлеК-К 5 252716 2 д ния спутника при фиксации изделия в вертикальной плоскости, увеличить надежность автомата и сокра,тить процент несобираемых изделйй. Фtfг.J
ФигЛ
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для сборки | 1991 |
|
SU1780978A1 |
| Многопозиционный сборочный автомат | 1981 |
|
SU921760A1 |
| Автоматическая линия для сборки якоря электрической машины | 1988 |
|
SU1661921A1 |
| Поточная линия сборки карданных валов | 1986 |
|
SU1333528A1 |
| Опорная рама для движущейся части конвейера | 1984 |
|
SU1186556A1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ СБОРКИ ТВЭЛ ДЛЯ ЭНЕРГЕТИЧЕСКИХ ЯДЕРНЫХ РЕАКТОРОВ ТИПА БН | 1994 |
|
RU2094866C1 |
| Автоматическая линия сборки роторов электрических машин | 1990 |
|
SU1830594A1 |
| Многопозиционный сборочный автомат | 1981 |
|
SU1009692A1 |
| Многопозиционный сборочный автомат | 1986 |
|
SU1362606A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
МНОГОПОЗИЦИОННЫЙ СБОРОЧНЫЙ АВТОМАТ, содержащий рабочие и контрольные устройства, расположенные согласно технологическому процессу сборки, пластинчатый конвейер с ;. t ,. .; ., . ...... ---.. правляющими, спутниками и механизмом их фиксации, отличающийся тем, что, с целью увеличения надежности работы автомата за счет исключения влияния погрешности изготовления собираемых изделий и спутника при его фиксации, каждая рабочая позиция снабжена фиксатором, внполненным в виде сдвоенных призм, а направляющая для конвейера на рабочих позициях выполнена в виде подпружиненных секций с возможностью перемещения в верти- . калькой плоскости при фиксации спутника, причем опорная поверхность секции расположена выше уровня направляющих конвейера. :/d оэ со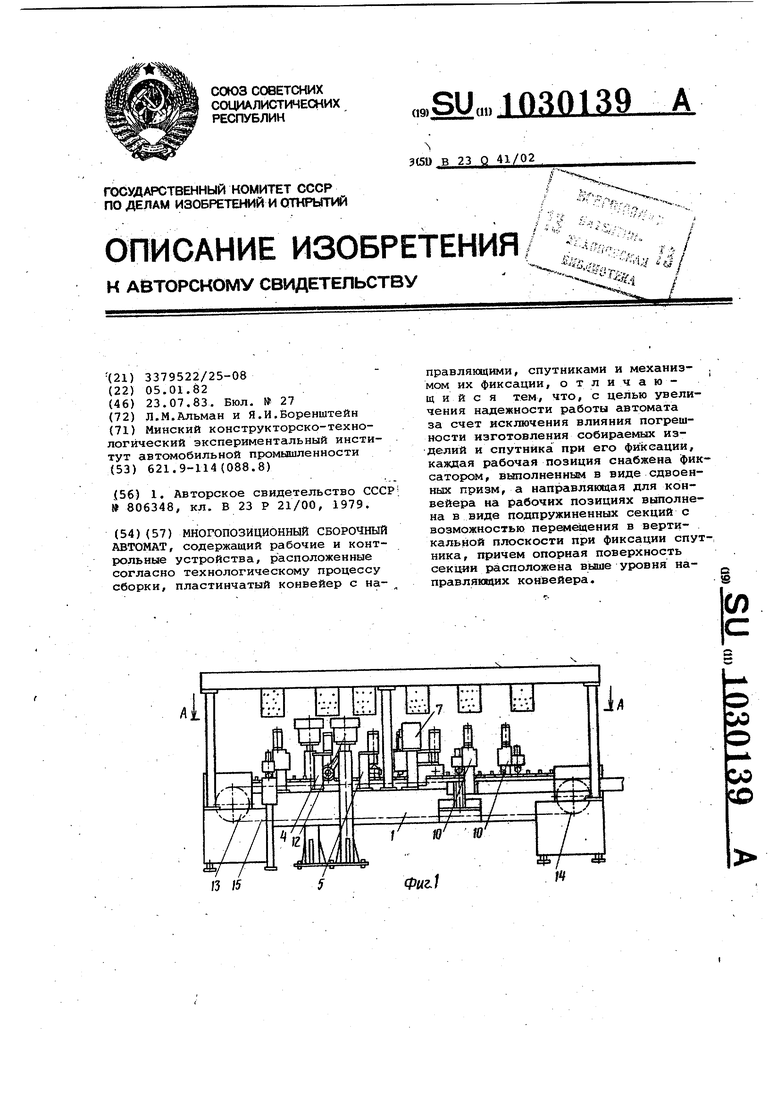
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Многопозиционный сборочныйАВТОМАТ | 1979 |
|
SU806348A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
