Изобретение относится к переработке пластмасс методом прессования, а и 5енно к оборудованию для гофрирования листового полимерного материала, и может быть использовано для изготовления ячеистьк заполнителей многослойных панелей.
Известно устройство для изготовления гофрированных листовых полимерных материалов, включающее жесткую матрицу и пуансон с установленными на них рядами рабочих стержней с полусферическими наконечниками, направленными навстречу друг другу 1 .
О.цнако это устройство требует предварительной укладки заготовки, осуществляемой вручную, так как иначе происходит защемление этой заготовки стержням по всей площади матрицы и пуансона, что приводит к разрьгоам в местах максимальной кривизны гофр.
Наиболее близким по технической сущности к изобретению является устройство для гофрирования листового полимерного мaтepиaлaj включающее зубчатые .матрицу, 25 в пуансон и смонтированный на пуансоне . узел.предварительного гофрирования Т21 В известном устройстве узел предварительного гофрирования вьшолнен в виде перемещающихся от середины матрицы к ее краям по длине профильных валков, что обеспечивает укладку формуемого материала в одном направлении, а потому может привести к разрыву материала при изготовлении ячеистой формы листа, т тJ- Цель изобретения - повьщхение производительности и качества изделия. Поставленная цель достигается тем, что в устройстве для гофрирования листо вого полимерного материала, включающем зубчатые матрицу, пуансон и смонтированный на пуансоне узел предварительного гофрирования, узел предварительного гофрирования вьшолнен в виде установленных на входе сквозных отверстий в центре каждого зуба пуансона щтуцеров, соединенных с резервуаром избыточного давления посредством управляемьщ пневмоклапанов, обеспечивающих подачу рабочей среды через каждый зуб поочередно от центра пуансона по спирали к его периферии. Кроме того, в устройстве по второму варианту узел предварительного гофрирования вьшолнеп в виде вертикально перемеишющихся башмаков, образуюш11Х } юи1юю част) каждого зуба пуансона 11 закрепленных на проходящих через п.-ч)т.- кажцой его верхней части щтоках.
соединенных с приводами, перемещающими их поочередно от центра пуансона по спирали к его периферии.
На фиг. 1 показана схема первого
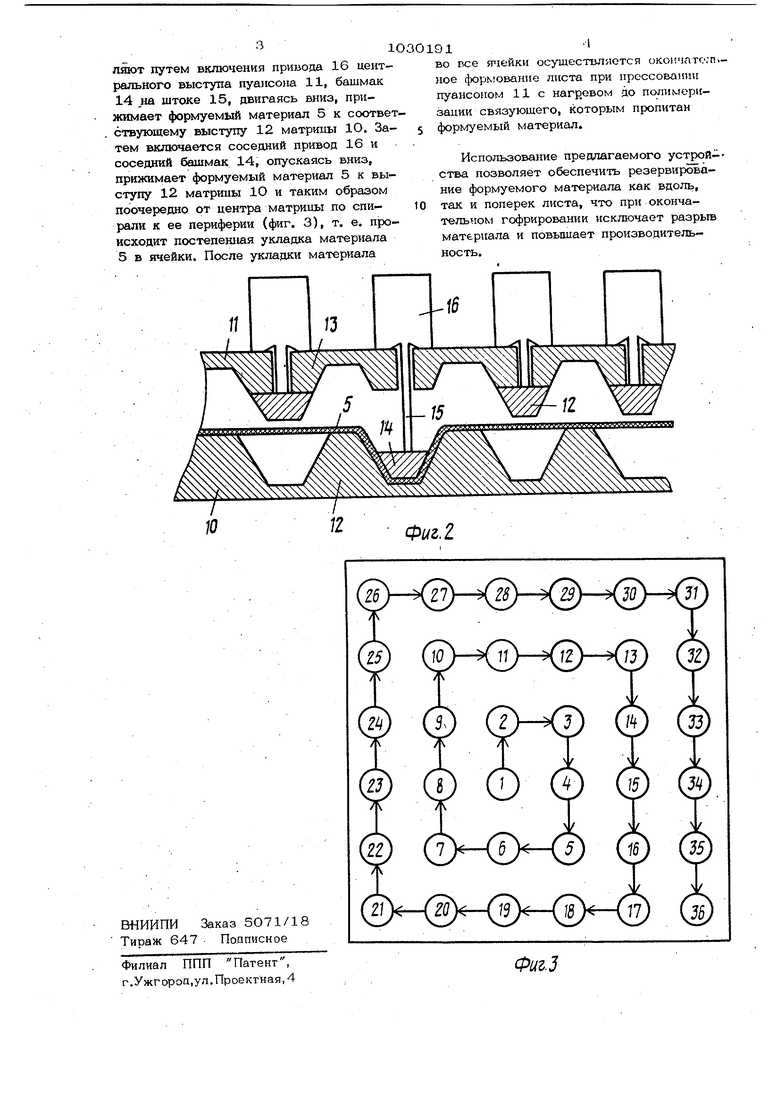
варианта устройства, разрез; на фиг. 2 то же, второй вариант; на фиг. 3 - схема последовательности обжатия материала относительно матрицы.
Устройство для гофрирования по первому варианту (фиг. 1) состоит из матрицы 1, пуансона 2, выполненными из жесткого материала и имеющие соответственно выступы 3 и 4, образующие на формуемом материале 5 ячейки. Выступы 4 на пуансоне, 2 имеют сквозные отверстия в центре каждого зуба, на их входе устачбвлены штуцеры 7, соединенные посредством управляемых пневмоклапанов 8 с резервуаром избыточного
давления 9.
Устройство для гофрирования .по второму варианту (фиг. 2) состоит из матрицы 1О, пуансона 11, имеющих выступы 12 и 13, причем выступ пуансона 11 нижней части образован башмаком 14i укрепленном на щтоке 15, проходящем через центр верхней его части и соединенном с приводом 16, например в виде соленоида. Устройство работает следующим образом. Формуемый материал 5 располагают между матрицей 1 и пуансоном 2, Включают пневмоклапаны 8, при этом из резервуара 9 струя воздуха через щту- цер 7 и отверстие 6 в центральный вы«и -Vступ -4 пуансона 2 (фиг. 3) и формуемый материал 5 прижимается к соответствующему выступу 3 матрицы 1. Затем включается соседний пневмоклапан 8 и струя воздуха прижимает формуемый материал 5 к соответствующей ячейке матрицы, т. е, обеспечивается поочередное обжатие материала на матрице от центра ее по спирали к периферии. Таким образом, осуществляется равномерное резервирование материала в ячейках, постепенно подтягиваемого к середине матрш.Ы 1 с периферийных участков. После предварйтеяьного гофрирования осуществляют окончательное формование формуемого материала 5 при прессовании пуансоном 2 с его нагревом до полимеризации связующего. Во вторбм варианте устройства формуемый ьттериал 5 также располагают между матрицей 10 и пуансоном 11. Предварительное гофрирование осуществ-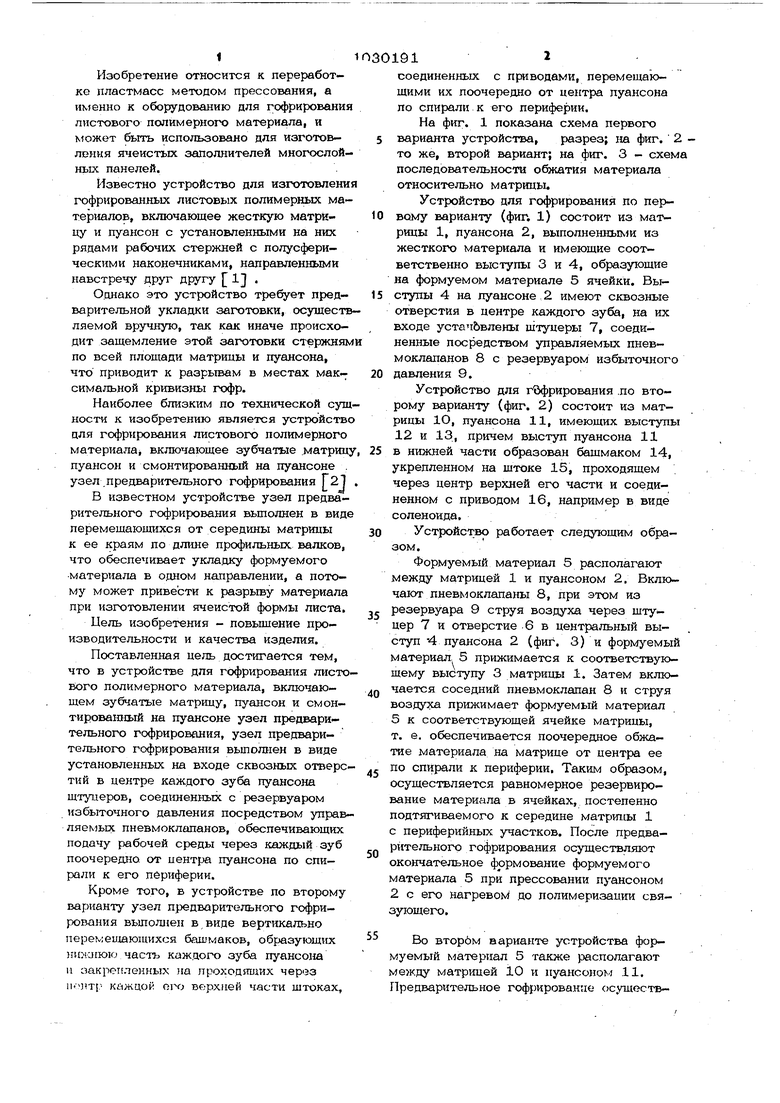
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления из листового полимерного материала изделий ячеистого профиля | 1990 |
|
SU1781071A1 |
| Устройство для гофрирования листового материала | 1982 |
|
SU1007998A1 |
| Устройство для непрерывного изготовления ячеистого материала | 1981 |
|
SU1028523A1 |
| Устройство для гофрирования листового материала | 1980 |
|
SU929447A1 |
| Устройство для гофрирования листового материала | 1979 |
|
SU882767A2 |
| Устройство для гофрирования листового материала | 1981 |
|
SU988576A1 |
| Инструмент для гофрирования листового материала | 1981 |
|
SU958109A1 |
| Устройство для гофрирования листового материала | 1984 |
|
SU1229062A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШЕВРОННОГО ЗАПОЛНИТЕЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2341347C2 |
| Устройство для гофрирования листового материала | 1980 |
|
SU925656A1 |
1. Устройство для гофрирования листового полимерного материала, включакх. -шее зубчатыематрицу, пуансон и смонти рованный на пуансоне узел предварительного гофрирования, отличающе.е с я тем, что, с целью псюышения производительности и качества изделия. узел предварительнохю гофрирования выполнен в виде установленшт на входе сквозных отверстий в центре каждого зуба пуансона штуцеров, соединенных с резервуаром избыточного давления посредством управляемых пневмоклапанов, обеспечивающих подачу рабочей среды через каждый зуб поочередно от центра пуансона по спирали к его периферии. 2. Усоройство; для гофрирования листового полимерного материала, вклк чающее зубчатые матрицу, пуансон и смонтйрованнь1й . на пуансоне узел предварительного гофрирования, отличающееся тем, что, с целью повышения производительности и качества изделия, узел предварительного хчэфрирования выполнен в виде вертикально перемещаю(Л щихся башмаков, образующих нюкнюю с . часть каждого зуба пуешсона и закрепленных на проходящих через центр каж§ дой его верхней части штоках, соединенных с приводами, перемещающими их поочередно от центра пуансона по спиреши к его периферии. оо со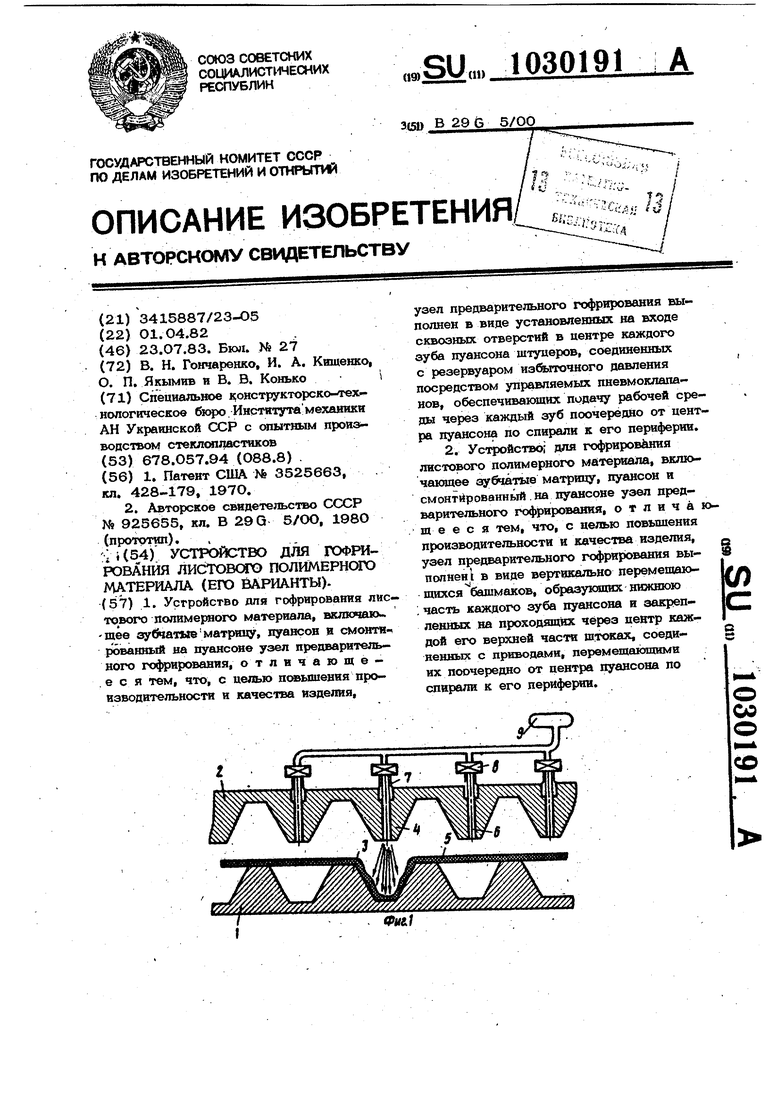
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патент США № 3525663, кл | |||
| Способ получения сульфокислот из нефтяных масел | 1911 |
|
SU428A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для гофрирования листового материала | 1980 |
|
SU925655A1 |
| Солесос | 1922 |
|
SU29A1 |
| :; | |||
