Изобретение относится к переработке пластмасс методом прессования, а именно к оборудованию для гофрирования листового полимерного материала, и может быть использовано для изготовления ячеистых заполнителей многослойных 1анелей.
Цель изобретения - улучшение качества гофрирования листов-ых материалов и повы- И1ение производительности устройства.
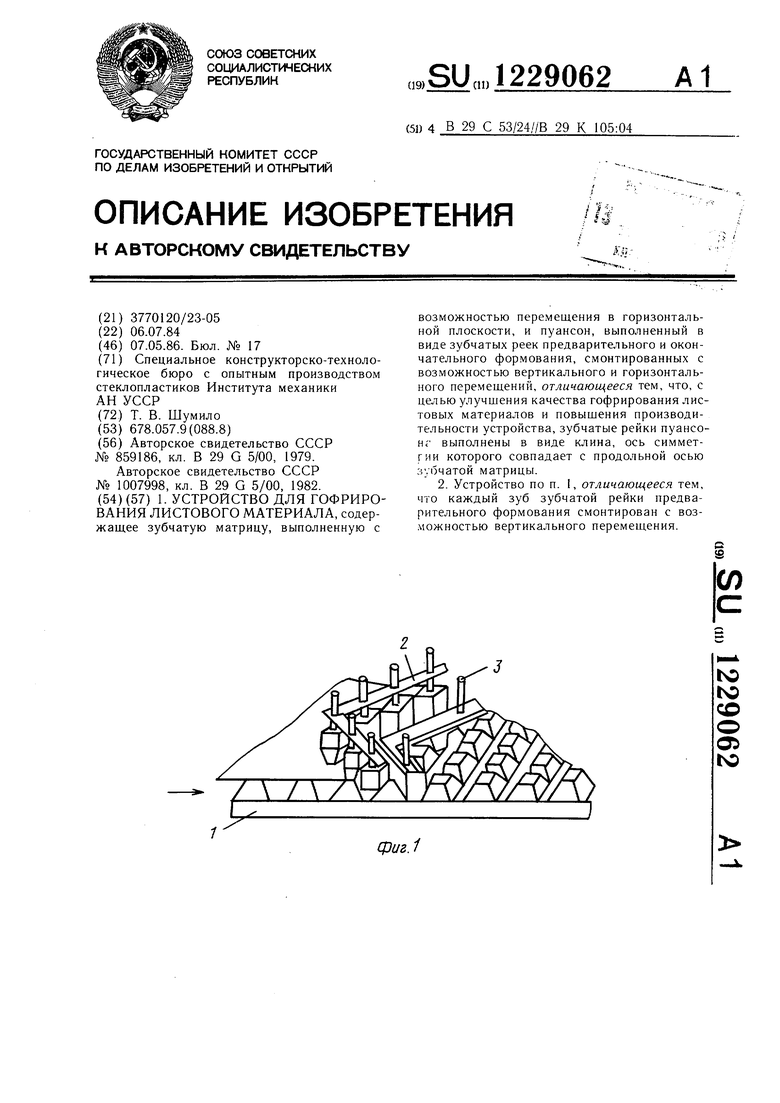
На фиг. 1 изображено устройство для гофрирования, .общий вид; на фиг. 2 ---- то же, вид сбоку.
Устройство для гофрирования листового материала содержит зубчатую матрицу 1, пуансон, выполненный в виде зубчатых реек предварительного 2 и окончательного 3 формования. Зубчатая матрица 1 смонтирована с возможностью горизонтального перемещения. Зубья зубчатой рейки 3 окончательного формования жестко закреплены, а каждый зуб зубчатой рейки 2 предварительного формования смонтирован с возможностью вертикального перемещения. Зубчатые рейки 2 и 3 закреплены с возможностью вертикального перСдмещения на ра.ме 4, имеюнхей возможность горизонтального перемещения. Фор.ма зубчатых реек пуансо- па выпол 1ена в виде клипа, ось сим- М1;трии которого совпадает с продольной осью зубчатой матрицы для осуществления последовательной укладки листового материала от середины к краю рицы. Зубья реек пуансона адгезионным слое.м.
зуочатои .мат- гюкрьггы антиУстройство работает следующи.м обр азом.
На зубчатую матрицу 1 ук.падывают листовой материал - нропитанную стеклоткань. Затем опускается, например, под действием соленоида зубчатая рейка 2 предварительного формования, которая выполнена в виде совокупности подвижных зубьев для обеспечения возможности последовательно осуществлять укладку листового материала от середины к краю матрицы, нажимая на не- уложепный материал и вынуждая его уклаOff
яр
дываться в ячейки (впадины) матрицы 1. Листовой материал при утапливании в ячейки перемеш,ается от неуложенного края к центру. Зубчатая рейка окончательного формования, повторяющая и.меющуюся форму укладки, образованной диагональными рядами матрицы, которая с усилием прижимает участок листового материала к матрице., только в первый момент работы устройства работает вхолостую, для удобства
дальнейшей автоматизации работы устройства.
Затем попеременно поднятые зубчатые рейки: сначала рейка 2 предвари1 ельного формования, а потом рейка 3 окончатель- пог О формования, перемепааются вместе с рамой 4 в сторону неуложенного участка материала на один шаг ячеек так, что зубчатая рейка 2 предварительного фор.чш- ания располагается над следующим неуло- женпым участком материала, а рейка 3 окончательного формования - над рядами впади матрицы с уложенны.м зубчатой рейкой 2 предварительного фор.мования .материалом. Таким образом, выполняется предварительное гофрирование листового материала, улуч- П1аюп.1ее качество последующей точной укладки и предупреждающее повреждение листового материала. Цикл повторяется, т. е. опускается зубчатая рейка 3 окоичательно- 14) формования, затем зубчатая рейка 2 предварительного формования и т. д.
Благодаря форме зубчатых реек пуансопа в виде клина и подвижности зубьев рейки предварительного формования обеспечивается укладка материала по диагональным рядам с возможностью последовательно осуществлять его укладку от середины к краю матрицы, улучшается качество гофрированного материала, отсутствуют разрывы материала и гофрирование осуществляется равномерно по всей поверхности. Наличие антиадгезионпого слоя на зубьях реек пуансона предотвращает прилипание
листового материала к ним, что также способствует улумплению качества гофрирования.
ОП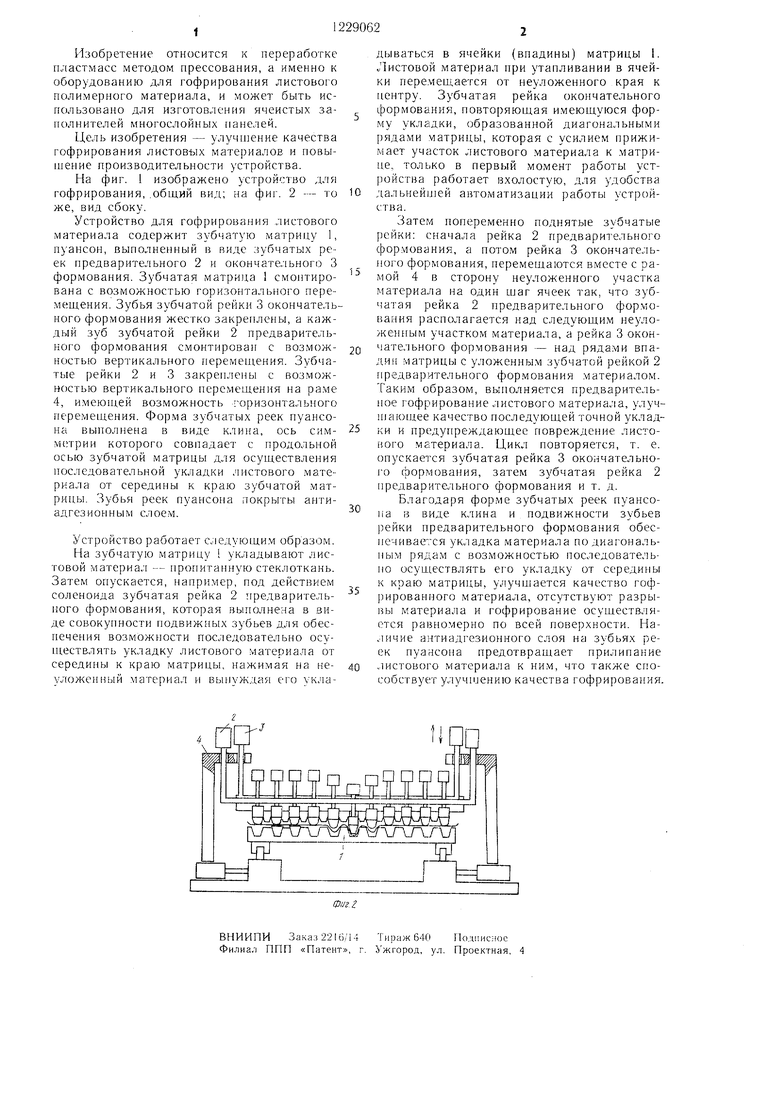
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для гофрирования листового материала | 1982 |
|
SU1007998A1 |
| Устройство для гофрирования листового материала | 1980 |
|
SU929447A1 |
| Устройство для гофрирования листового полимерного материала (его варианты) | 1982 |
|
SU1030191A1 |
| Инструмент для гофрирования листового материала | 1981 |
|
SU958109A1 |
| Устройство для изготовления из листового полимерного материала изделий ячеистого профиля | 1990 |
|
SU1781071A1 |
| Устройство для гофрирования листового материала | 1980 |
|
SU925656A1 |
| Устройство для гофрирования листового материала | 1978 |
|
SU765001A1 |
| Устройство для гофрирования листового материала | 1979 |
|
SU882767A2 |
| Устройство для гофрирования листового материала | 1981 |
|
SU988576A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОПЛАСТА ИЗ ТЕРМОПЛАСТОВ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2051040C1 |
ВНИИПИ Заказ 2216/14 Тираж 640 Псиниснос Фи.лнал ППП «Патент, г. Ужгород, ул. Проектная, 4
| Устройство для непрерывного формования профильных изделий из листовой заготовки | 1979 |
|
SU859186A1 |
| Солесос | 1922 |
|
SU29A1 |
| Устройство для гофрирования листового материала | 1982 |
|
SU1007998A1 |
| Солесос | 1922 |
|
SU29A1 |
