Изобретение относится к обработке металлов давлением, в частности к технологической оснастке для зсолодной листовой штамповки. По основному авт. св. Ms 536859 известен штамп для гибки, содержащий верхнюю и нижнюю плиты, пуансон, неподвижный съемник, выполненный в виде плиты и двух боковых стоек, и матрицу, установленную с возможностью перемещения между стойками съемника. Плита съемника имеет Г-образную форму с выступом. В нижней плите вьшолнено провальное окно Cl Гибка на известном штампе осушеств ляется без прижииа и завершается калиб рующим соударением пуансона и матр№цы. Учитывая, что подвижная матрица . перемещается по направляющим, глухой удар способствует разрушению пуансона и подвижной матрицы и снижению их стойкости. При этом не обеспечивается качество детали иэ-за неприлегания заготовки к пуансону в центральной части средней полки. Цель изобретения - повышение стойкости штампа и улучшение качества деталей. Поставленная цель достигается тем, что шташ для гибки снабжен калибрую щей эластичной вставкой, в донной части матрицы выполнен прямоугольный в поперетном сечении паз с шириной, пре- вышающей ширину окна матрицы, а калибрующая эластичная вставка установлена в указанном пазу, при этом часть вставки обращенная к зеркалу матрицы, выполнена в виде цилиндрического сегмента а донная часть имеет незаполненные объемы, суммарная величина которых не превышает объема цилиндричес кого сегмента.;. Стрела прогиба сегмента не превышает 2-4 толщины материала заготовки. На фиг. 1 показан штамп, общий ВИД4 на фиг. 2 - сечение А-А на фиг. 1. Штамп для гибки содержит верхнюю плиту 1, на которой закреплены пуансон 2 и клин 3. Плита 1 связана с ползуном 4 пресса. Штамп содержит также нижнюю 5, на которой установлена подвижная матрица 6, взаимодействующая с кли. ном 3, и неподвижный съемник 7, закрепленный на боковых стойках 8. В плите 5 выполнено окно 9 для 59 удаления деталей Ю, съемник имеет , выступ 11. В донной части матрицы 6 .вьшолнен прямоугольный паз 12, имеющий щирину, превышающую ширину окна матрицы. В пазу 12 установлена кали&рующая эластичная вставка 13, имеющая цилиндрическую сегментную поверхность 14 со стороны зеркала матрицы и фаски 15. Стрела прогиба цилиндрической поверхности равна 2-4 толщины материала заготовки. Объем образованный -фасками в эластичной вставке, дном и стенками паза, не превышает объема части вставки с Цилиндрической поверхностью Штамп работает следующим образом. Заготовку укладывают на стойки 8. При перемещении верхней плиты 1 вниз клин 3 перемещает матрицу 6 в рабочее положение, а пуансон 2 осуществляет гибку заготовки в матрице. В какой-то момент времени деталь 10 начинает взаимодействовать с цилиндрической поверхностью 14 эластичной вставки 13. центральной частью средней полки, характеризующейся максимальным неприлеганием к пуансону 2, а в следующие моменты времени - остальными участками средней полки, т.е. происходит своеобразное разглаживание средней полки детали. При обратном ходе верхней плиты 1 клин 3 перемещает матрицу 6 в исходное положение, открывая при этом окно 9 для удаления деталей 10. Последняя снимается с пуансона 2 плитой съемника 7, ас матрицы 6 - выступом 11, взаимодействующим с формирующими поверхностями матрицы 6 при ее перемещении в исходное положение. В дальнейшем цикл повторяется. Наличие эластичной вставки обеспечивает упругое соударение пуансона и матрицы, а следовательно, и повышение стойкости штампа. Конструктивное исполнение эластичной вставки обеспечивает последовательное во времени сжатие и формирование участков средней полки в направлении от ее цекргральной части к углам и максимальное перемещение металла в этом направлении. Накладка предлагаемого штампа роста и менее трудоемка, так как тр&бования к точности хода верхней плиы с пуансоном и клином снижены.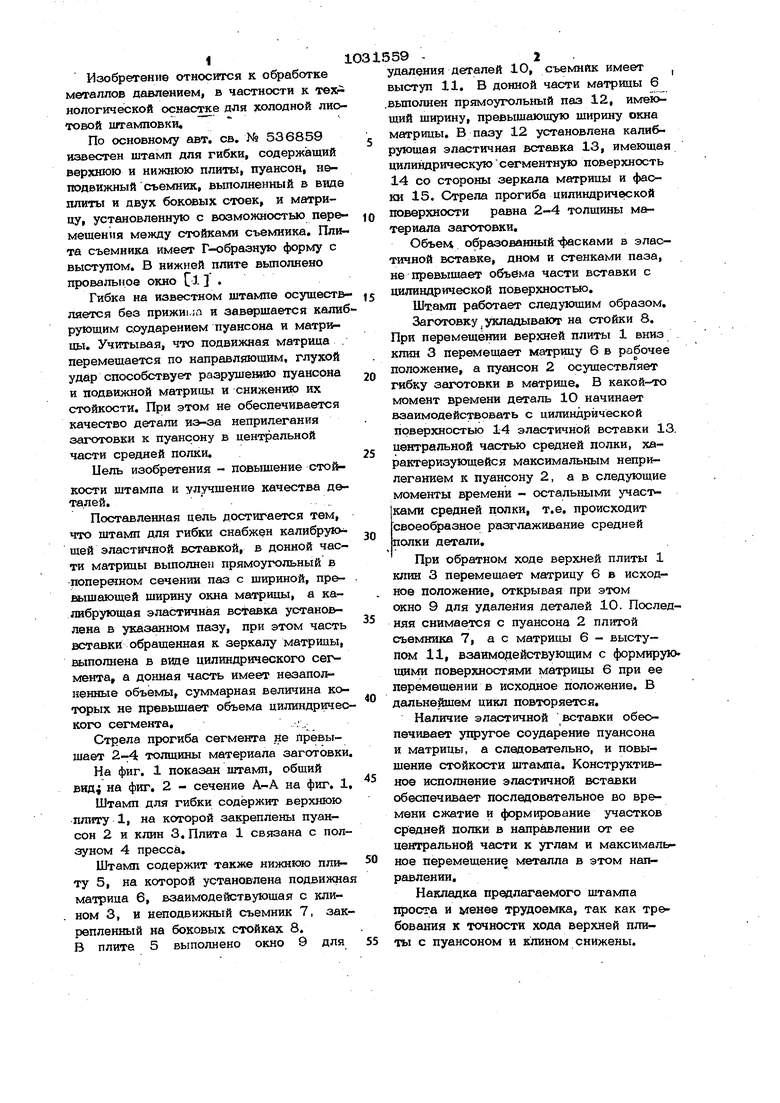
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для гибки | 1984 |
|
SU1212648A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА СТАКАНОВ | 1990 |
|
RU2010659C1 |
| Штамп для гибки скоб и калибровки их угловых частей | 1990 |
|
SU1750791A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИОМЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2006 |
|
RU2336152C2 |
| Штамп для получения изделий типа глубоких стаканов | 1977 |
|
SU733841A1 |
| Штамп для обжима концевых утолщений на полых деталях | 1989 |
|
SU1803245A1 |
| Штамп для получения изделий типа цилиндрических стаканов | 1977 |
|
SU759190A1 |
| ШТАМП ДЛЯ ПРОБИВКИ ОТВЕРСТИЙ (ВАРИАНТЫ) | 2001 |
|
RU2201832C2 |
| Штамп для гибки П-образных изделий из листовых штучных заготовок | 1985 |
|
SU1318324A1 |
| Штамп для гибки | 1981 |
|
SU1053926A1 |
ШТАМП ДЛЯ ГИБКИ по авт. ж. Ма 536859, отличающийся тем, что, с цепью улучшения качества изделий путем устфанёния прогиба дояной части и повышения стойкости штампа. он снабжен калибрующей эластичной вставкой в дошюй частя могршил Ъьшол.нен прямоугольный поперечном сечении паз с щириной, превышающей ширину окна матрицы, а калифуюшая эластичная вставка ;установлена в указанном пазу, при этом часть вставки, офашенная к зёркапу матрины, выполнена в виде цилиндрического сехмекрга, а донная часть имеет незаполненные объемы, суммарная величина которых не превышает о&ье«1 ма илшшрйческого сёгмвЕгга. 2. Штамп по п. 1, от л и ч а ю щ и и с я тем, что стрела прогиба cei мемта не превышает 2-4 толщины материала заготовки. «Л со ел сд со 
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Штамп для гибки | 1974 |
|
SU536859A1 |
| Способ добывания бензина и иных продуктов из нефти, нефтяных остатков и пр. | 0 |
|
SU211A1 |
